连铸二冷控制
- 格式:ppt
- 大小:7.16 MB
- 文档页数:60
![板坯连铸二冷配水对铸坯质量的影响[兼容模式]](https://img.taocdn.com/s1/m/5b66b0879e3143323968938c.png)
连铸二冷配水工艺技术北京科技大学冶金工程研究院 刘建华liujianhua@主要内容1 二冷控制的重要性 2 铸坯凝固传热模型 3 二冷配水原理及方法简介 4 连铸二冷动态配水系统1. 二冷控制的重要性 出结晶器的连铸坯凝固坯壳厚度仅有8~15mm, 铸坯的中心仍为液态钢水 为使铸坯快速凝固及实行顺利拉坯,结晶器之后 设置二次冷却装置,在该区域铸坯的凝固坯壳厚 度继续增加; 铸坯在二次冷却区中可能经受弯曲、矫直的变化, 同时液态钢水的大部分(或全部)发生凝固。
1. 二冷控制的重要性生产普钢为主向生产优钢、品种钢、特钢转变, 对连铸机的二冷控制要求也越来越高必须根据钢种、浇注断面、浇注温度、拉坯 速度和铸机几何尺寸等参数来制定连铸机二冷区合 适的冷却制度。
提高配水计算的适时性、可靠性,优化二冷控制1. 二冷控制的重要性1.1 二次冷却对铸坯质量的影响各段之间的冷却不均匀,导致铸坯表面温度呈现 周期性的回升导致凝固壳发生反复相变,是铸坯皮下裂纹 形成的原因。
1.1 二次冷却对铸坯质量的影响回温引起坯壳膨胀 当施加到凝固前沿的张应力超过钢的高温允许强度和临界应变时,铸坯表面和中心之间就会出现中间裂纹。
粗大纵裂纹较细小的纵裂纹1.1 二次冷却对铸坯质量的影响二冷不当,矫直时刚好位于脆性区,在矫直力作用下,容易在振痕波 谷出现表面横裂纹。
局部的强冷会使表面产生张应力而产生表面裂纹。
1.1 二次冷却对铸坯质量的影响二次冷却太弱,易产生鼓肚 二冷区内铸坯四个面的非对称性冷却,会加重铸坯菱变 二冷冷却强度对铸坯中心偏析也有影响1.1 二次冷却对铸坯质量的影响 二冷较易调整,但对铸坯质量影响显著 二冷对表面质量和内部质量影响不一致 二冷技术的发展较为迅速扒皮率,%70 60.06050 40 30 2010 0 150.0抽样板坯34块16.7 4.8234试验方案1. 二冷控制的重要性1.2 二冷的主要工艺参数 冷却强度 根据所浇注的钢种决定 冷却方式和装备 水喷雾冷却、气-水喷雾冷却、干式冷却、半干式冷 却等 冷却水的分配 二冷区整个长度上的分配要与铸坯的凝固相适应;在 宽度方向上的分布要求温度尽可能均匀。

连铸过程的冷却制度1.结晶器冷却(一次冷却)2.二冷区冷却(二次冷却)铸坯冷却的控制钢水在结晶器内的冷却即一冷确定,其冷却效果可以由通过结晶器壁传出的热流的大小来度量。
1、一冷作用:一冷就是结晶器通水冷却。
其作用是确保铸坯在结晶器内形成一定的初生坯壳。
2、一冷确定原则:一冷通水是根据经验,确定以在一定工艺条件下钢水在结晶器内能够形成足够的坯壳厚度和确保结晶器安全运行的前提。
通常结晶器周边供水2L/min.mm。
进出水温差不超过8℃,出水温度控制在45-50℃为宜,水压控制在0.4-0.6Mpa.结晶器水质一般达到以下技术条件以免结晶器水槽内铜板表面结垢,影响结晶器传热。
固体不大于10㎎/L。
总悬浮物不大于400㎎/L。
硫酸盐不大于150㎎/L。
氯化物不大于100㎎/L。
总硬度(以CaCO3计)不大于10㎎/L。
PH值为7.5---9.5.小方坯用工业清水,板坯常用软水。
结晶器的作用◆在尽可能的拉速下,保证铸坯出结晶器是形成足够厚度的坯壳,使连铸过程安全的进行下去,同时决定了连铸机的生产能力;◆结晶器内的钢水将热量平稳的传导给铜板,使周边坯壳厚度能均匀的生长,保证铸坯表面质量。
结晶器内坯壳生长的行为特征(1)钢水进入结晶器,与铜板接触就会因为钢水的表面张力和密度在杠爷上部形成一个较小半径的弯月面。
在弯月面的根部由于冷却速度很快(可达100℃/s),初生坯壳迅速形成,钢水不断流入结晶器,新的初生坯壳就连续不断的生成,已生成的坯壳则不断增加厚度。
(2)已凝固的坯壳,因发生δ→γ的相变,使坯壳向内收缩而脱离结晶器铜板,直至与钢水静压力平衡。
(3)由于第(2)条的原因,在初生坯壳与铜板之间产生了气隙,这样坯壳因得不到足够冷却而开始回热,强度降低,钢水静压力又将坯壳贴向铜板。
(4)上述过程反复进行,直至坯壳出结晶器。
坯壳的不均匀性总是存在的,大部分表面缺陷就是起源于这个过程之中。
(5)角部的传热为二维,开始凝固最快,最早收缩,最早形成气隙。


连铸二次冷却技术连铸二次冷却技术是一种先进的冶金技术,广泛应用于钢铁生产中。
它能够有效地改善钢材的质量和性能,并提高生产效率。
本文将从连铸二次冷却技术的原理、应用和优势等方面进行阐述。
连铸二次冷却技术是在连铸过程中对钢坯实施二次冷却的一种方法。
连铸是将熔融的钢液直接注入铸型中,通过快速凝固形成钢坯的过程。
然而,由于连铸速度较快,钢坯内部的温度梯度较大,容易产生缺陷,如结晶器板裂纹、气孔等。
为了解决这些问题,连铸二次冷却技术应运而生。
连铸二次冷却技术的原理是在钢坯连铸过程中,通过在连铸机出口处设置冷却装置,对钢坯进行高效冷却。
冷却装置通常由喷淋系统和冷却器组成。
喷淋系统通过喷嘴将冷却介质均匀地喷洒在钢坯表面,使其迅速冷却。
冷却器则通过引入冷却介质,使钢坯内部也能得到充分的冷却。
这样,可以有效地控制钢坯的温度梯度,降低缺陷的产生。
连铸二次冷却技术在钢铁生产中具有广泛的应用。
首先,它可以改善钢材的质量和性能。
通过控制钢坯的冷却速度和温度分布,可以使钢材的晶粒细化,晶界清晰,提高其力学性能和耐热性能。
其次,连铸二次冷却技术还能降低钢铁生产的能耗和生产成本。
由于钢坯冷却时间缩短,生产周期减少,能耗也相应降低。
此外,冷却介质可以循环利用,减少资源的浪费。
与传统的连铸技术相比,连铸二次冷却技术具有明显的优势。
首先,连铸二次冷却技术可以灵活地调整冷却参数,适应不同钢种和规格的生产需求。
其次,该技术的操作简单,易于控制,减少了人为因素对产品质量的影响。
再次,连铸二次冷却技术具有较高的冷却效率,能够快速冷却钢坯,提高生产效率。
最后,该技术可以降低环境污染。
由于冷却介质可以循环利用,减少了废水和废气的排放。
连铸二次冷却技术是一种先进的冶金技术,对于改善钢材质量、提高生产效率具有重要意义。
通过合理应用该技术,可以有效地控制钢坯的温度梯度,减少缺陷的产生,提高钢材的质量和性能。
同时,连铸二次冷却技术还能降低能耗和生产成本,减少环境污染,具有广阔的应用前景。
148CHINA INSTRUMENTATION2010年 增刊由于铸坯凝固速度比拉坯速度慢很多,随着浇注的进行,铸坯内形成一个很长的液相穴。
铸坯带着液芯进入二冷区接受喷水冷却,目的是使铸坯完全凝固,表面温度分布均匀,内外温度梯度小,然后进入拉矫机。
铸坯在二冷区要全部凝固还需散出 210~294kJ/kg 的热量。
所以,从结晶器出口到拉矫机前的一定范围内设置一个喷水冷却区,叫二冷区,向铸坯表面喷射雾化水滴,铸坯表面温度突然降低,铸坯表面和中心之间形成了较大的温度梯度,这是铸坯向外传热的动力。
二冷水的控制特点是要求流量控制范围大,控制精度高,因此常采用高精度的电磁流量计对水流量进行检测。
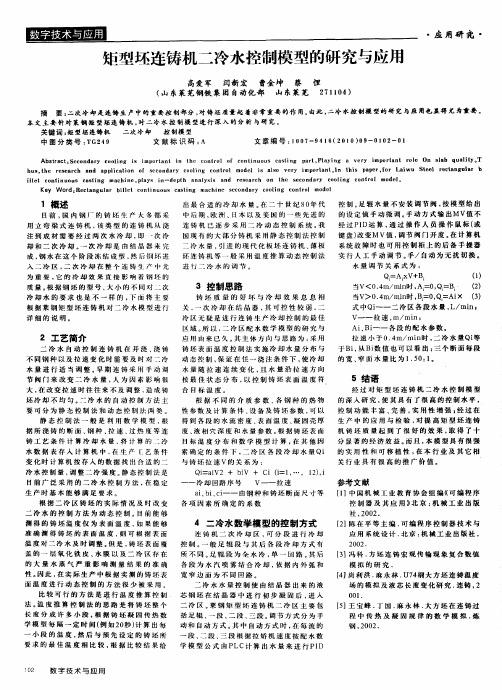
凌钢1700ASP 连铸铸坯生产过程中,边角温度下降快,二冷区采取气—水雾化冷却系统控制,借以避免局部水楔和开浇、停浇时残流所造成的冷却不均匀。
2 系统概况凌钢1700ASP 连铸二冷水系统采取气—水雾化冷却控制,即在8个冷却区中,第1区(即结晶器喷水区)喷水冷却,防止拉漏和鼓肚,2~8区采取气—水雾化冷却。
气—水冷却系统分区如图1所示。
以上各冷却区均设置流量调节阀,一级计算机根据钢坯横截面、拉速、钢种等修正参数、设定冷却水、二冷空气流量的设定值,同时控制各区的流量调节阀的开度,实现对气水配比控制。
二次冷却水流量与拉速满足以下关系:Qi A v B v C xax i i i 2=++b ^h 式中:Qi 为某一控制回路的流量设定值;连铸二冷区技术原理The Theory of Second Cooling Zone1 引言众所周知,在连铸生产工艺流程中,从结晶器拉出来的铸坯凝固成一个薄的外壳,而中心仍为高温钢水。
(1)中国仪器仪表 CHINA INSTRUMENTATION2010年 增刊149v 为拉坯速度;α为过冷补偿系数;β为喷水宽度调整补偿系数(仅第三段控制回路有此项)。
3 气水冷却配比控制在汽水冷却段,为了达到气水喷雾冷却的预期效果,必须保证冷却水与压缩空气的正确配比。
板坯连铸动态二冷与轻压下建模及控制的研究的开题报告
标题:板坯连铸动态二冷与轻压下建模及控制的研究
研究背景和目的:
板坯连铸是铸造板材的重要工艺之一,具有高效、高品质、低成本等优点,在钢铁制造中应用广泛。
然而,连铸过程中不同的熔体温度、凝固速度和冷却率等因素会
影响板材的形态、质量和性能,因此需要开展相关研究,探索优化连铸过程的方法。
在板坯连铸过程中,二冷和轻压是常用的控制手段,可以改善板材的宽度差、结晶器压力和质量等问题。
研究板坯连铸动态二冷和轻压下的建模和控制,有助于优化
板材形态和质量,并提高生产效率和经济效益。
研究内容:
本研究旨在开展板坯连铸动态二冷与轻压下建模及控制的研究,具体研究内容包括:
1. 分析板材连铸过程中的温度、凝固和形变等因素,建立板材连铸的动态二冷和轻压模型,研究模型参数对板材形态和质量的影响。
2. 采用数值解法,对板材连铸的动态二冷和轻压过程进行仿真,分析不同控制参数对板材形态和质量的影响。
3. 基于仿真结果,设计合理的板材连铸动态二冷和轻压控制策略,建立控制系统框架,实现连铸过程的自动化控制。
研究意义:
本研究可以深入探索板坯连铸的动态二冷和轻压控制方法,优化板材形态与质量,提高生产效率和经济效益,具有重要的实际应用价值和学术意义。
大方坯连铸二次冷却工艺研究大方坯连铸二次冷却工艺是现代钢铁生产过程中重要的一部分,它是将原料连续铸造成长条形、宽板条型或其他形状的钢坯,再将其通过二次冷却的工艺精炼成各种形状的型材。
其主要特点有:高质量,高效率,绿色环保,低能耗,可以有效改善规格复杂的型材生产过程中的产品品质,节约能源,提高经济效益,满足多元化的需求。
一、大方坯连铸冷却工艺实现机制大方坯连铸二次冷却工艺分为两个主要阶段,即热处理阶段和冷却阶段。
热处理阶段:在这个阶段,钢坯经过精细煅烧,以提高坯体的力学性能。
其中,温度控制是调节材料性能的关键,温度的高低会影响材料的均匀性、微观结构、硬度等。
冷却阶段:在这个阶段,将已经加热的钢坯安装在专用的铸轧机上,然后通过冷却装置进行二次冷却,使其受热位移、变形膨胀和减薄膨胀回复形变等处理,最终得到熔融分离的长条或宽板条形。
二、连铸二次冷却工艺技术应用1.加工方面:连铸二次冷却工艺在加工方面,可以提供精密、灵活的加工对象,从而满足客户对型材外形质量及内外表面质量要求。
2.产量方面:连铸二次冷却工艺能满足客户的大批量订单要求,大大提高生产效率,提升经济效益。
3.产品质量方面:连铸二次冷却工艺能够有效改善型材内外表面质量,能达到抛光等级,提升产品品质。
4.技术先进性:连铸二次冷却工艺涉及技术比较复杂,在操作方面需要经验丰富的技术人员,生产时需要实时反馈、控制、调节,提高生产过程中的可靠性。
三、连铸二次冷却工艺部分设备1.冷却塔:冷却塔是连铸二次冷却工艺的核心设备,主要用于控制坯体的冷却温度,实现坯体表面温度的快速降温,控制坯体变形和减薄膨胀回复形变。
2.辊道:辊道是常用的连铸二次冷却工艺设备,主要用于拉伸坯体,实现改变坯体外形和精细加工坯体表面等。
3.焊接机:焊接机是连铸二次冷却工艺的支撑设备,主要用于连接各加工过程的设备,保证坯体的原位运动和防止污染。
4.水冷棒:水冷棒是一种现代的铸造工具,它可以根据客户的要求,调整坯体的厚度和形状,以达到精确的加工精度。