V7306接管改造程序 00B
- 格式:doc
- 大小:166.50 KB
- 文档页数:2
![ANYBUS_7006网关的通讯配置和问题处理V1[1].0](https://img.taocdn.com/s1/m/2ad43c7c27284b73f24250fb.png)
Anybus 7006网关的通讯配置和问题处理Anybus 7006 Module configuration and deal with the problem Knowledge Edition(2010年-12月)应用文档Getting-StartedUser-Guide常问问题Cluster-FAQSingle-FAQ知识Knowledge摘要 Anybus Communicator 可以将几乎所有具备RS-232,422,和485通讯接口的设备接入DeviceNet,ControlNet,EtherNet/IP或其它任何工业网络。
在通州东站扩建项目中采用7006用于第三方设备与AB PLC连接,通过网关将第三方设备接入ControlNet网络,实现数据的读写操作。
第三方设备通过RS485协议接入网关。
在通州东站扩建项目中采用此模块实现与Elster 的流量计算机和RMG 的调压控制器的数据通讯功能,此文档以7006与流量计算机的通讯为例讲述网关的配置和常见问题的处理。
关键词Anybus 7006 第三方设备通讯配置Consen Oil&Gas Engineering Page 2-17目录1 AB7006模块的结构和状态指示 (4)2 AB7006的组态和通讯配置 (5)2.1整理第三方设备通讯表 (5)2.2 模块的组态 (7)2.3 EDS文件的导入 (8)2.4 AB7006的通讯配置 (9)3 问题及其处理办法 (15)Consen Oil&Gas Engineering Page 3-171 7006网关的结构和状态指示注意:1、网关供电为24V供电。
2、网关地址拨码开关上面的为个位,下面的为十位。
3、PC-Connector为配置端口,通过专用配置电缆与笔记本电脑的串口连接。
连接前,必须关闭其它使用串口的程序,如AB的RSLinx若配置了串口的连接,则必须关闭RSLinx或者删除串口的连接。

S7-300软冗余系统调试心得集成工程部张宏伟1 基本结构及工作原理1.1 基本结构硬件结构包括一对S7-300控制器及I/O、ET200从站(每个从站必须包括2个IM153-2和对应的I/O模块,必须采用有源端子板)及3个通讯(A站对分布式IO PROFIBUS-A、B 站对分布式IO PROFIBUS-B、A站对B站数据同步(MPI\PROFIBUS\Ethernet))。
软件需要STEP7 V5.x 及软冗余软件包V1.x基本结构如下图所示:图1.1 S7-300软冗余基本结构由上图可以看出,软冗余可以实现的冗余有✓主机架电源及总线冗余✓控制器冗余✓现场总线冗余1.2 工作原理在软冗余系统进行工作时,A、B控制系统(CPU、通讯、I/O)独立运行,有主系统的PLC掌握对ET200从站的I/O控制权。
A、B系统中的PLC程序有非冗余用户程序段和冗余用户程序段组成,CPU在执行冗余程序段之前会读取系统的冗余状况,若为主系统则PLC 执行全部程序,若为备用系统则跳过冗余程序段只执行非冗余用户程序。
图1.2 软冗余工作流程1.3 程序结构对于硬件组态,可采用西门子提供的冗余模板,修改CPU信号并添加ET200从站,比较简单,没有什么特别的地方,这里就不再赘述。
S7-300软冗余系统的用户程序包括非冗余程序段、用户程序段、系统诊断功能块、站间冗余数据备份等组成,一般建议将非冗余程序段写到OB1中,而冗余程序段写在OB35中。
非冗余程序段和冗余程序段与普通系统的写法一样,区别只是放置的位置不同。
在编制冗余程序的时候需要先调用FB 101 功能块,用来判断整个系统的冗余状况,在FB101 的背景DB块中可以读取到冗余连接状况和标志位。
利用冗余标志位来选择执行或者不执行冗余程序段。
因此编制冗余程序可分为4部分,如下图所示:图 1.3 软冗余程序结构首先启动系统冗余数据同步功能,根据状态字判断是否为主控制器,是否需要执行冗余程序段,若为主控制器执行冗余程序段,否则停止系统冗余程序段。
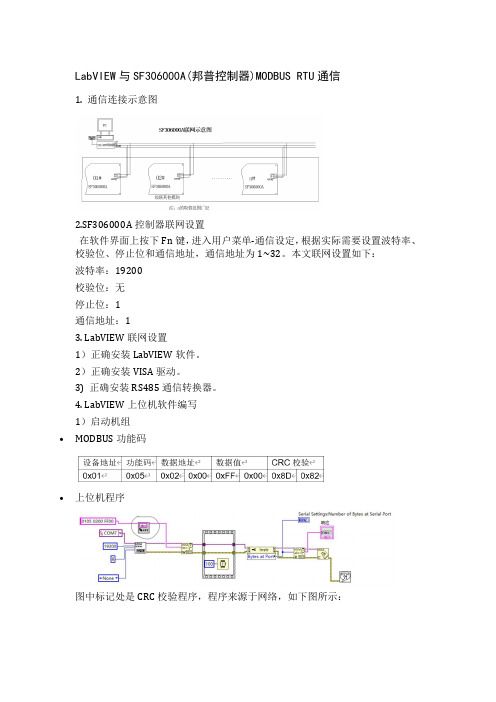
LabVIEW与SF306000A(邦普控制器)MODBUS RTU通信
1. 通信连接示意图
2.SF306000A控制器联网设置
在软件界面上按下Fn键,进入用户菜单-通信设定,根据实际需要设置波特率、校验位、停止位和通信地址,通信地址为1~32。
本文联网设置如下:
波特率:19200
校验位:无
停止位:1
通信地址:1
3. LabVIEW联网设置
1)正确安装LabVIEW软件。
2)正确安装VISA驱动。
3) 正确安装RS485通信转换器。
4. LabVIEW上位机软件编写
1)启动机组
∙MODBUS功能码
∙上位机程序
图中标记处是CRC校验程序,程序来源于网络,如下图所示:
2)关闭机组
∙MODBUS功能码
∙上位机程序
关闭机组上位机程序只需将CRC校验子程序的输入字符串改为0105 0201 FF00即可,字符串的输入格式应为16进制。
3)设置机组温度为30℃
∙MODBUS功能码
∙上位机程序
用计算器将30转换为16进制,转换结果为012C然后将CRC校验子程序的输入字符串改为0106 0401 012C D977即可。
4)读机组的设定温度
∙MODBUS功能码
∙上位机程序
将CRC校验子程序的输入字符串改为0103 0401 0001,然后运行程序获得响应字符串;响应字符串为0103 02 0320 B96C。
0320表示当前机组的设置温度为80℃。
参考文献
SF306000A.联网监控服务说明书.MODBUS_RTU.V100A9。
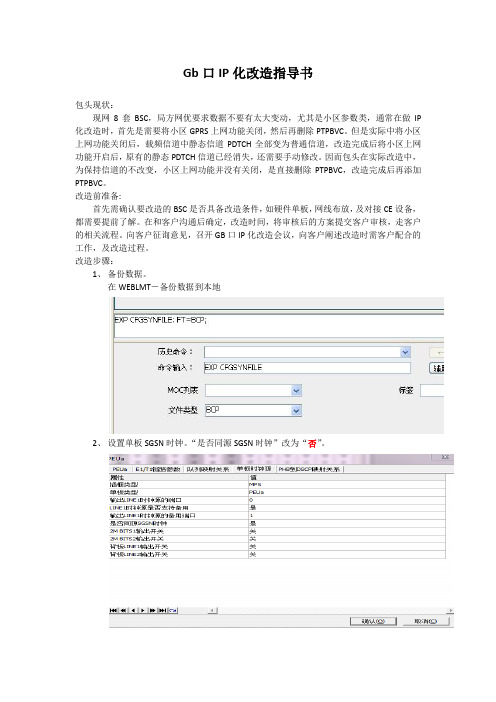
Gb口IP化改造指导书包头现状:现网8套BSC,局方网优要求数据不要有太大变动,尤其是小区参数类,通常在做IP 化改造时,首先是需要将小区GPRS上网功能关闭,然后再删除PTPBVC。
但是实际中将小区上网功能关闭后,载频信道中静态信道PDTCH全部变为普通信道,改造完成后将小区上网功能开启后,原有的静态PDTCH信道已经消失,还需要手动修改。
因而包头在实际改造中,为保持信道的不改变,小区上网功能并没有关闭,是直接删除PTPBVC,改造完成后再添加PTPBVC。
改造前准备:首先需确认要改造的BSC是否具备改造条件,如硬件单板,网线布放,及对接CE设备,都需要提前了解。
在和客户沟通后确定,改造时间,将审核后的方案提交客户审核,走客户的相关流程。
向客户征询意见,召开GB口IP化改造会议,向客户阐述改造时需客户配合的工作,及改造过程。
改造步骤:1、备份数据。
在WEBLMT-备份数据到本地2、设置单板SGSN时钟。
“是否同源SGSN时钟”改为“否”。
3、删除PTPBVC。
(这里根据实际情况来选择,若局方要求数据是一致的,则不要设置小区不支持GPRS,若已经和客户协商后,事后他们同意修改,则可以设置小区不支持GPRS)先通过批处理脚本,使所有小区不支持GPRS例SET CELLGPRS: IDXTYPE=BYCELLNAME, CELLNAME="女子医院-1", GPRS=NO;然后删除PTPBVC(这里可以用脚本删除,例RMV PTPBVC: NSEI=671, BVCI=3;)4、删除NSVC数据RMV NSVC:NSVCIDX = 0;RMV NSVC:NSVCIDX = 1;RMV NSVC:NSVCIDX = 2;RMV NSVC:NSVCIDX = 3;RMV NSVC:NSVCIDX = 4;RMV NSVC:NSVCIDX = 5;RMV NSVC:NSVCIDX = 6;RMV NSVC:NSVCIDX = 7;5、删除BC数据RMV BC:SRN = 0, SN = 14, BCID = 0;RMV BC:SRN = 0, SN = 14, BCID = 1;RMV BC:SRN = 0, SN = 14, BCID = 8;RMV BC:SRN = 0, SN = 14, BCID = 9;RMV BC:SRN = 0, SN = 14, BCID = 16;RMV BC:SRN = 0, SN = 14, BCID = 17RMV BC:SRN = 0, SN = 14, BCID = 24RMV BC:SRN = 0, SN = 14, BCID = 25;6、删除NSE数据RMV NSE:NSEI = 671;RMV NSE:NSEI = 672;RMV NSE:NSEI = 691;RMV NSE:NSEI = 692;7、删除PEUa单板8、删除SGSN节点(根据实际情况删除,协商表里对接SGSN是几,一般节点就写几)9、更换PEUa单板为FG2a单板10、设置IP通信方式为设备IP:(根据实际情况来设置,包头设置不了,WEB LMT上没有这个命令)SET ITFIPTYPE: GBIPTYPE=DEVIP;11、增加FG2a单板,端口类型为GEADD BRD:SRN = 0, BRDCLASS = INT, BRDTYPE = FG2a, LGCAPPTYPE = GbIP, SN = 14, RED = YES, ISTCBRD = NO, MPUSUBRACK = 0, MPUSLOT = 0;//增加单板SET QUEUEMAP:SRN = 0, SN = 14, Q0MINDSCP = 40, Q1MINDSCP = 32, Q2MINDSCP = 24, Q3MINDSCP = 16, Q4MINDSCP = 8, OAMMINBWKEY = OFF;//设置队列映射关系SET ETHPORT:SRN = 0, SN = 14, BRDTYPE = FG2a, PTYPE = GE, PN = 0, MTU = 1500, OAMFLOWBW = 0, FLOWCTRLSWITCH = ON, FCINDEX = 0, ERRDETECTSW = OFF; //设置以太网端口属性SET ETHPORT:SRN = 0, SN = 14, BRDTYPE = FG2a, PTYPE = GE, PN = 4, MTU = 1500, OAMFLOWBW = 0, FLOWCTRLSWITCH = ON, FCINDEX = 0, ERRDETECTSW = OFF; //设置以太网端口属性SET ETHPORT:SRN = 0, SN = 15, BRDTYPE = FG2a, PTYPE = GE, PN = 0, MTU = 1500, OAMFLOWBW = 0, FLOWCTRLSWITCH = ON, FCINDEX = 0, ERRDETECTSW = OFF; //设置以太网端口属性SET ETHPORT:SRN = 0, SN = 15, BRDTYPE = FG2a, PTYPE = GE, PN = 4, MTU = 1500, OAMFLOWBW = 0, FLOWCTRLSWITCH = ON, FCINDEX = 0, ERRDETECTSW = OFF; //设置以太网端口属性11、更换完后需检查单板版本是否自动加载。

硬件组态的步骤①插入SIMA TIC 300站,双击“硬件”图标,进入硬件组态窗口;②生成导轨,在导轨中放置模块;③双击模块,在打开的对话框中设置模块的参数,包括模块的属性和DP主站、从站的参数;④保存编译硬件设置,并将它下载到PLC中去。
一、基本步骤(分布式I/O――ET200M、VIPA,变频器MM440的组态)首先插入1个SIMATIC 300站,双击“硬件”图标,进入硬件组态窗口;在硬件组态的窗口“HW Config”中:首先添加底板RACK-300——Rail选中2#槽,添加CPU:在“CPU-300”目录下,根据实际使用的模块系列号选择,可选6CF01、6CF02、6CG03(选V2.6)、6CH04(选V3.3)根据实训台上实际的CPU系列号添加cpu模块,在PROFIBUS 接口DP 对话框中“新建”一个新的子网,子网的波特率在“属性”中改为19.2kps。
主站默认地址为2。
按“确定”完成。
CPU的I、Q address 默认从124开始,按照试题卷上CPU的输入输出地址要求进行更改。
4#槽中根据实际模块的系列号(1EX20固件版本号为V1.3选V1.1;或1EX21固件版本号为V1.0;或1EX30固件版本号为V2.3选V2.2)添加以太网模块CP 343-1,“新建”一个新的以太网子网,设置IP地址:10.163.227.* 子网掩码:255.255.224.0,按OK完成。
其中*表示是电脑的IP地址加上10。
在挂从站之前,先在“选项”下选择菜单命令“安装GSD 文件”先后安装VIPA和MM440的GSD文件。
点击“浏览”找出GSD文件所在路径,选中存放GSD文件的最终文件夹后“确定”:选中窗口中*.gsd文件(即默认文件)后单击“安装”,然后单击“是”完成MM440的GSD 文件安装:再次单击“浏览”选中VIPA的GSD文件所在最终文件夹:选中*.gsd文件单击“安装“完成VIPA的GSD文件安装:添加ET 200M Profibus从站。

Rev.27C1M212C4575F机器人控制器RC90 / RC90-B(EPSON RC+ 7.0)机器人控制器RC90 / RC90-B (EPSON RC+ 7.0)Rev.27 ii机器人控制器RC90 / RC90-B(EPSON RC+ 7.0)Rev.27Copyright © 2013-2021 SEIKO EPSON CORPORATION. All rights reserved.RC90 / RC90-B (EPSON RC+ 7.0) Rev.27i前言感谢您购买本公司的机器人系统。
本手册记载了正确使用示教器所需的事项。
使用系统之前,请阅读本手册与相关手册,正确地进行使用。
阅读之后,请妥善保管,以便随时取阅。
保修本机及其选装部件是经过本公司严格的质量控制、测试和检查,并在确认性能满足本公司标准之后出厂交付的。
在交付产品的保修期内,本公司仅对正常使用时发生的故障进行免费修理。
(有关保修期方面的信息,请与当地销售商联系。
)但在以下情况下,将对客户收取修理费用(即使发生在保修期内):1. 因不同于使用说明书内容的错误使用以及使用不当而导致的故障与损伤。
2. 客户擅自改造或拆卸造成的故障。
3. 因调整不当/擅自修理而导致的损坏。
4. 因地震、洪水等自然灾害导致的损坏警告、注意、使用:1. 如果机器人或相关设备的使用超出本手册所述的使用条件及产品规格,将导致保修无效。
2. 本公司对因未遵守本手册记载的“警告”与“注意”而导致的任何故障或事故,甚至是人身伤害或死亡均不承担任何责任,敬请谅解。
3. 本公司不可能完全预见危险与故障发生的所有状况,此可预见性存在局限性。
因此,本手册不能警告用户所有可能的危险。
ii RC90 / RC90-B (EPSON RC+ 7.0) Rev.27商标Microsoft、Windows、Windows 图标是美国Microsoft Corporation 在美国及其他国家的注册商标或商标。
如何通过Modbus协议实现S7-1200与S7-200通讯文献西门子S7-1200紧凑型PLC在当前的市场中有着广泛的应用,由于其性价比高,所以常被用作小型自动化控制设备的控制器,这也使得它经常与Modbus仪表(扫描枪、打印机等设备进行通讯。
因为没有第三方Modbus仪表,这里就以S7-200作为第三方的仪表为例介绍Modbus通讯。
1. 控制系统原理图i:通讯系统原理2. 硬件需求S7-1200 PLC目前有3种类型的CPU:1) S7-1211C CPU.2) S7-1212C CPU.3) S7-1214C CPU.这三种类型的CPU最多都可以连接三个串口通信模版。
本例中使用的PLC硬件为:1) PM1207 电源(6EP1 332-1SH71 )2) S7-1214C ( 6ES7 214 -1BE30 -0XB0 )3) CM1241 RS485 ( 6ES7 241 -1CH30 -0XB0 )4) CPU224XP (6ES7 214-2AD23-0XB0)3. 软件需求1) 编程软件Step7 Basic V10.5 ( 6ES7 822-0AA0-0YA0)2) 编程软件STEP 7 MicroWIN ; Modbus库软件选项包我们通过下述的实际操作来介绍如何在Step7 Basic V10.5中组态S7-1214C和S7-200的Modbus通信4. 组态4.1 S7-1200作Modbus 主站,S7-200作Modbus 从站S7-1200作为Modbus主站的配置步骤如下:点击桌面上的“Totally Integrated Automation Portal V10图标,打开如下图:Taldtlly Intr-qi dTr-rl AulcimdiEi-wrip“j■貝HiqiFJEr piaftnI to ・ f 1 Lirtit ProjE-cL virw图2:新建S7 -1200项目首先需要选择“Create new projec选项,然后在“Project name里输入Modbus_Master;在“Path ”修改项目的存储路径为“C”;点击“Create”这样就创建了一个文件Modbus的新项目。
技术文件文件名称:数字化井场及站内调试过程文件编号:版本:共页拟制会签标准化批准时间目录目录............................................................ - 1 -一、软件安装1、安装数据库软件2、安装力控软件3、安装井场软件(长庆站控标准化安装包)4、安装调试软件4.1、视频服务器4.2、网桥4.3、RTU调试软件5、OPC server二、调试1、配置无线网桥............................................... - 2 -2、配置视频服务器............................................ - 10 -3、配置MOXA模块............................................. - 11 -4、配置金时RTU .............................................. - 17 -4.1、配置RTU .............................................. - 17 -4.2、配置功率模块8370 ..................................... - 19 -4.3、配置上海一诺阀组间.................................... - 24 -5、配置凯山RTU5.1、软件安装5.2、信息记录5.3、信道及地址设置5.4、配置井场RTU的IP地址5.5、配置油井基本信息模板5.6、对接测试一、软件安装1、安装数据库软件安装SqlServer2000或者SqlServer2005数据库特别注意:安装时数据库用户验证模式采用混合模式,密码为sa。
否则在导入数据时会连接失败。
附加数据库(echoms_cq)a、开始菜单->所有程序->Microsoft SQL Server->企业管理器b、右击数据库选择“所有任务”→“附加数据库”。
目录1. 工程概况 (1)2. 编制依据 (1)3. 压缩机安装工艺流程 (1)4. 压缩机安装施工方法及技术措施 (2)4.1施工前的技术准备 (2)4.2压缩机的开箱检验及管理 (2)4.3安装现场应具备的条件 (2)4.4压缩机基础验收及处理 (3)4.5压缩机的安装 (3)4.5.1机身的安装 (3)4.5.2曲轴、连杆、十字头的安装 (5)4.5.3 填料、接筒、气缸的安装 (6)4.5.4 活塞的安装 (7)4.5.5 刮油器及气阀的安装 (8)4.5.6 其他零件的安装 (9)4.5.7 测量控制仪表的安装 (9)4.5.8 辅机的安装 (9)4.5.9 管路系统的安装 (9)4.5.10 电动机的安装 (10)4.5.11压缩机各部间隙见附表一 (10)5. 压缩机试运转 (10)5.1压缩机试运转前的准备 (10)5.2压缩机油系统运行 (11)5.3气缸填料注油系统的试运行 (12)5.4冷却水系统通水试验 (12)5.5电机的单独试运转 (13)5.6压缩机的空负荷运转 (13)5.7压缩机吹洗运转 (14)5.8压缩机负荷试运转 (15)6. 劳动力组织安排 (17)7. 主要工机具一览表 (17)7.1专用工具 (17)7.2测量工具 (17)7.3 其它工具 (18)7.4起重工机具 (18)8. 主要手段用料及消耗材料 (19)9. 质量保证措施 (19)10. 安全技术措施 (19)11. 环境保护措施 (20)12. 产品防护技术措施和技术要求 (20)13. 项目施工管理方针目标 (21)14. 附表一 (21)15.施工网络图 (24)1. 工程概况我公司承担山西焦化20万吨/年甲醇改扩建项目安装施工工程,共有压缩机4台,其中焦炉气压缩机(4M50) 3台,属往复式活塞压缩机为保证压缩机的安装质量,确保稳定运行,特编制此方案。
压缩机型号以及技术参数见:4M50-388/25-BX焦炉气压缩机(J620b01A/B/C)吸气量18150Nm3/h 压缩介质焦炉气进口压力常压出口压力 2.5MPa 转速300r/min 活塞行程400mm轴功率2815KW 同步电机功率3100KW2. 编制依据2.1化二院提供的相关施工图纸;2.2 沈阳鼓风机(集团)有限公司提供的压缩机随机技术文件;2.3 佳木斯电机股份有限公司提供的电机随机技术文件;2.4 《机械设备安装工程施工及验收通用规范》GB50231-98;2.5 《压缩机、风机、泵安装工程施工及验收规范》GB50275-98;2.6 《化工机器安装工程施工验收规范》中小型活塞式压缩机HGJ206-92;2.7 其他相关规范3. 压缩机安装工艺流程基础验收施工准备及设备清点电机及主、辅机吊装就位地脚螺栓孔灌浆电机及主、辅机找平找正电机及主、辅机初平曲轴、连杆和十字头安装活塞安装填料、接筒和气缸安装4. 压缩机安装施工方法及技术措施4.1施工前的技术准备4.1.1施工方案已经过批准;4.1.2压缩机制造商须提供必要的技术资料和技术指导,并有完整的装箱清单;4.1.3 压缩机随机图纸完整齐全,相关技术人员已熟悉。
目录升级CPU和DRV指导手册(最终版)机房控制柜打上紧急电动, 上电.6—16= 7 断电上电6—1= 11 断电上电1—99= 2 断电上电5—7—2 断电上电1—1 与锁梯层一致(1—72)1—2 6(该参数设置后外呼盒上会有运行箭头)1—12 有提前开门时设 4 无提前开门时设 01—13 01—18 单开门时设 1 双开门时设为 31—24 单开门时设 0 双开门时设为 1 1—42 11—71 31—72 锁梯返回层1—79锁梯时照明关闭=0锁梯时照明不关闭=11—83 11—92 11—930 双开门时设 11—9471—98 17—907—8007—8107—84显示当前位置 1显示下一位置 17—97 1 (锁梯时电梯返回锁梯层关门后外召显示关闭)6—1 116—2 16—26 1.56—28 1.76—34 1.7 (短层时可以小一些)6—60 01—30 基站层锁梯返回层1—32 反基站延时1—33 反基站功能选择1—44 司机功能1—60消防反回曾层1—6111 区域码1—62 1 消防功能选择1—50 为电梯号一号梯为1二号梯为2一类推1—56 为电梯台数1—41 Submenu 1为放到乱功能设为1Submenu2为消号功能设为11用户界面的操作手册 21.1 CPU用户界面的按钮 21.1.1用户界面的按钮 21.1.2 LCE™用户界面的LEDs和按钮71.2变频器用户界面141.2.1面板操作说明142. 慢车运行前需做步骤162.1 修改CPU参数162.2 设置变频器162.2.1同步曳引机162.2.2异步曳引机203.快车调试243.1 DRV抱闸延时调整243.2轿顶检修箱内CCBS拨码开关位置调整243.3 井道自学习243.4 减速距离学习253.5 显示程序设置253.6 减速距离学习25 附录1:参数表28 附录2:OPT拨码开关位置表60 附录3:选项功能缩写62 1用户界面的操作手册1.1 CPU用户界面的按钮1.1.1用户界面的按钮按钮和显示屏1.功能模式2.功能模式的显示3.楼层(轿厢位置)4.新楼层(目标楼层)5.增加数值/楼层6.选择数值/接受7.上召8.内召9.限速器测试10.子菜单11.数值(调整值)12.减小数值/楼层13.下召14.缓冲测试用户界面的功能模式如下表所示下例描述了召梯的步骤。
Method Statement for Modification of Nozzle of Vessel V-7306
V-7306管口修改方案
编 号 Ref. No:
MS-8710-TEC1-0117
Plant: PP+HDPE Contractor: TISA REV: 00B
Client: CSPC Subcontractor: CP6CC Page 1 of 2
01.目的PURPOSE
该程序是为接长V-7306的管嘴N3而制订。是由于两管嘴的法兰间距离太短,无
法安装工艺管线。
This procedure is proposed for extending of nozzle N3 for equipment V-7306.
02.参考文件 REFERENCE DOCUMENTS
i) GB 150-1998 钢制压力容器
GB 150-1998: Steel Pressure Vessels
ii) ASME第Ⅷ卷第1部分《压力容器建造规则》
ASME Section VIII Division 1: Rules for Construction of Pressure Vessels
iii) DEP 31.22.20.31 – CSPC :压力容器
DEP 31.22.20.31 – CSPC :Pressure Vessels
iv) DEP 30.48.00.31 – CSPC : 新设备油漆和防腐
DEP 30.48.00.31 – CSPC :Painting and Coating of New Equipment
v) 编号为3163-CD-VD-306的003版图纸。
Drawing Nos. 3163-CD-VD-306 Rev. 003
vi) 设计变更单
FCN
vii) 315B焊接工艺指导书
WPS no. 315B
03. 材料MATERIAL
i) 材质为SA182 F304 Ⅲ的 48.3 x 9管子长度约为100mm。
Pipe 48.3 x 9 to SA182 F304 of Length 100 mm (approx.)
04. METHODOLOGY FOR MODIFICATION改造方法
i) 使用不锈钢切割片将N3管嘴从法兰焊缝处切开。
Cutting the nozzle N3 at flange welds using grinding disc suitable for stainless
steel.
ii) 按照315B焊接工艺指导书要求将V-7306上的N3管嘴、增长管段及切割下
来的法兰给予开坡口。
Bevel nozzle N3, lengthened spools and flange which are cut down before from
V-7306 as per WPS no.315B.
iii) 按照315B焊接工艺指导书考试合格的焊工进行焊接工作。
Qualified welders are allowed to weld as per WPS no.315B.
iv) 按照设计变更单要求把法兰点焊到规定的长度接管上,并把它焊到V-7306
的N3管嘴上。
Tag-weld the flange to spools which were with specified length as per the
requirement of ECN and then weld the component to the nozzle N3 of equipment
V-7306.
v) 每层焊道完成后进行一次渗透探伤检查。
Penetrate Test to be done after completion of each pass of welding
vi) 焊接时按照批准的编号为315B焊接工艺指导书。
Welding to be done by qualified Welder using WPS no. 315B
vii) 管与管、管与法兰之间的焊缝进行100%射线探伤。
Method Statement for Modification of Nozzle of Vessel V-7306
V-7306管口修改方案
编 号 Ref. No:
MS-8710-TEC1-0117
Plant: PP+HDPE Contractor: TISA REV: 00B
Client: CSPC Subcontractor: CP6CC Page 2 of 2
Weld joint between pipe and pipe, flange and nozzle, shall be checked with 100%
Radiography.
viii) 按照现行的方法对焊缝进行化学处理。
Chemical cleaning of the joint to be done as per the present practice
ix) 按照DEP 30.48.00.31 – CSPC 进行油漆工作。
Painting to be done as per DEP 30.48.00.31 – CSPC
05. 液压试验 HYDROSTATIC TEST
由于该压力容器整改只是对其管嘴的整改,没有在其筒体上进行整改,故只需对
整改管嘴上的焊缝进行100%射线探伤即可,不需用对其进行整体水压试验。
100% Radiography shall be used for the welds only on the nozzles because modification
work for this pressure vessel is only on its nozzles. So it is no need to do hydraulic test to its
whole body.
06.见证资料CERTIFICATION
通报中国有关部门进行检查批准。准备包括检查和材料证明文件资料,作为交工
资料的一部分。
Appropriate Chinese Bureaus are to be notified for inspection and approval. Dossier shall be
prepared included inspection and material certificates, which will be the part of final
handover documentation.
附件Attachments:
1. 含设计变更单的技术核定单。
Technical Query with Engineering Change Notification.
2. 315B焊接工艺指导书
WPS no.315B