钎料是怎么选择的
- 格式:docx
- 大小:73.45 KB
- 文档页数:1
钎焊金刚石工具技术摘要:钎焊金刚石工具,金刚石出刃可以是金刚石高度的2/3 ,所以钎焊金刚石工具磨削效率高,且有利于冲刷磨屑,表面磨粒不易因堵塞而失去磨削能力。
与单层电镀金刚石工具相比,钎焊单层金刚石工具由于金刚石出刃高,容屑空间大,金刚石与基体之间的结合强度高而成为近年来超硬材料工具的热门研究领域。
本文分别从钎料选择、钎焊设备、钎焊工艺和金刚石有序排布四个方面来论述钎焊金刚石工具技术,并对该技术的前景进行了展望。
关键词:金刚石钎焊技术;钎料;钎焊专用设备;钎焊工艺;金刚石有序排布1.概述电镀金刚石工具中, 金刚石仅能用镍金属作机械包镶, 故易于脱落, 且金刚石无序排列, 凸出低、容屑空间小; 在孕镶烧结金刚石工具中, 金刚石无序排列, 出刃自锐问题难于解决, 金刚石与粉料也很难实现冶金结合。
这两种工艺都不能充分有效地利用金刚石的锯切性能。
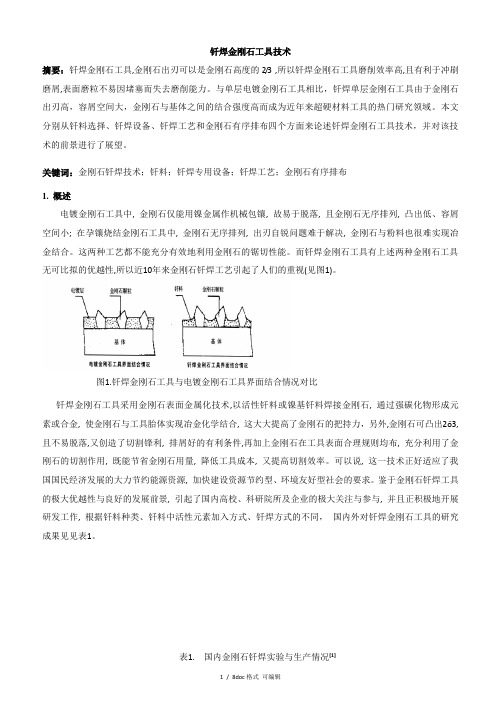
而钎焊金刚石工具有上述两种金刚石工具无可比拟的优越性,所以近10年来金刚石钎焊工艺引起了人们的重视(见图1)。
图1.钎焊金刚石工具与电镀金刚石工具界面结合情况对比钎焊金刚石工具采用金刚石表面金属化技术,以活性钎料或镍基钎料焊接金刚石, 通过强碳化物形成元素或合金, 使金刚石与工具胎体实现冶金化学结合, 这大大提高了金刚石的把持力,另外,金刚石可凸出2ö3,且不易脱落,又创造了切割锋利, 排屑好的有利条件,再加上金刚石在工具表面合理规则均布, 充分利用了金刚石的切割作用, 既能节省金刚石用量, 降低工具成本, 又提高切割效率。
可以说, 这一技术正好适应了我国国民经济发展的大力节约能源资源, 加快建设资源节约型、环境友好型社会的要求。
鉴于金刚石钎焊工具的极大优越性与良好的发展前景, 引起了国内高校、科研院所及企业的极大关注与参与, 并且正积极地开展研发工作, 根据钎料种类、钎料中活性元素加入方式、钎焊方式的不同,国内外对钎焊金刚石工具的研究成果见见表1。

炉焊用铝钎料
炉焊用铝钎料是指在炉焊过程中使用的,用于连接铝及铝合金的钎焊材料。
炉焊是一种将工件加热至适当温度后,使用钎料将工件连接在一起的焊接方法。
在炉焊过程中,铝钎料起到关键作用,其质量和选择直接影响到焊接质量和接头性能。
铝钎料通常具有以下特点:
1.良好的润湿性和流动性:铝钎料应能在铝及铝合金表面形成良好的润湿和流动,
以便在焊接过程中填充接头间隙,形成完整的焊缝。
2.合适的熔点:铝钎料的熔点应低于母材的熔点,以便在焊接过程中熔化并填充
接头间隙。
同时,钎料的熔化温度范围应适当,以避免产生过多的氧化物和杂质。
3.良好的机械性能:铝钎料应具有一定的强度和塑性,以便在焊接过程中承受应
力和变形。
同时,钎料与母材之间的结合强度也应足够高,以确保焊接接头的强度和密封性。
4.良好的抗腐蚀性:铝钎料应具有一定的抗腐蚀性能,以抵抗环境中的腐蚀介质
和应力腐蚀的影响。
在选择炉焊用铝钎料时,需要考虑母材的成分、厚度、接头形式以及焊接工艺等因素。
常用的铝钎料包括铝硅系、铝铜系和铝锌系等。
在实际应用中,应根据具体情况选择合适的铝钎料,并进行相应的工艺试验和质量控制,以确保焊接质量和接头性能。


感应器钎焊用的焊料与焊剂有哪些?如何选用?感应器上用的本体、喷液器等金属件绝大部分为纯铜、黄铜,还有不锈钢与硬质合金。
焊料主要为铜焊料、黄铜焊料、银铜焊料与锡焊料,前三种焊料钎焊温度高于500℃,称为硬钎焊(或铜焊),后面一种称为软钎焊(或锡焊)。
感应器硬钎焊用焊材成分、熔点与应用见表1,感应器软钎焊用焊材成分、熔点与应用见表2。
表1 感应器硬钎焊用焊材成分、熔点与应用名称及牌号主要化学成分(质量分数,%)熔点/℃应用金属Ag Cu Zn Cd 其余银焊丝LAg8 7~9 55 36~38 860 Fe、Cu 银焊丝LAg12 11~13 52 35~37 830 Fe、Cu 银焊丝 LAg 15 14~16 49 23~29 8~12 770 Fe、Cu 银焊丝 LAg 20 19~21 32 23~25 13~17 750 Fe、Cu 银焊丝 LAg 25 24~26 43 19~25 780 Fe、Cu 银焊丝 Lag44 43~45 32 23~25 730 Fe、Cu 铜焊丝SCu 98 Ag+Mn+Ni=2 1070 Cu黄铜焊丝41~43 56~59 845 Ni、Cu表2 感应器软钎焊用焊材成分、熔点与应用名称及牌号主要化学成分(质量分数,%)熔点∕℃应用金属Sn Sb Fe Cu+As+Ni Pb锡焊丝LPb98.5 98.5 320 Cu及其合金锡焊丝LSn40 40 2.7 0.08 0.16 其余223 Cu及其合金锡焊丝 LSn50 50 3.3 0.09 0.18 其余200 Cu及其合金锡焊丝 LSn60 60 3.2 0.10 0.20 其余185一般根据钎焊部位选用焊料。
导电部分的接头最好用银焊,因为银焊料的电导率(IACS)较高,如w(Ag)=72%,w(Cu)=28%的焊料,电导率达到87%。
另一因素考虑的是焊料的液相点,如w (Ag)=45%,w(Cu)=15%,w(Zn)=16%,w(Cd )=14%的焊料则具有较低的液相点620℃。

高频铜钎焊工艺一、准备母材在开始高频铜钎焊工艺前,应首先准备好所需的母材。
母材的表面应干净、无油污、氧化物和残留物。
对于铜材,需确保其纯度符合工艺要求,避免杂质对焊接过程造成不良影响。
二、选择钎料钎料的选取对高频铜钎焊的质量至关重要。
应依据母材的种类、性能以及焊接工艺的要求来选择合适的钎料。
对于铜材,常用的钎料包括铜磷钎料、铜锌钎料等。
选择时应确保钎料与母材具有良好的润湿性,以保证焊接质量。
三、设定焊接温度焊接温度是高频铜钎焊工艺中的关键参数。
温度过高可能导致母材和钎料的过度熔化,而温度过低则可能使钎料无法充分熔化。
因此,应根据所选钎料和母材的特性,以及工艺要求,精确设定焊接温度。
四、控制焊接时间焊接时间也是影响高频铜钎焊质量的重要因素。
时间过短可能导致钎料未能充分熔化或润湿母材,而时间过长则可能使母材过热,导致其机械性能下降。
因此,应合理控制焊接时间,确保钎料充分熔化并良好润湿母材。
五、施加压力在高频铜钎焊过程中,施加适当的压力有助于促进钎料与母材之间的接触,提高润湿效果。
压力的大小应根据母材的厚度、钎料的特性以及焊接设备的能力来设定。
六、冷却与清洁焊接完成后,应进行适当的冷却和清洁工作。
冷却有助于使焊缝处的钎料凝固,提高焊缝的机械强度。
清洁则是为了去除残留在焊缝及其周围的可疑杂质,确保焊缝的质量和美观度。
七、检测与修整完成冷却和清洁后,应对焊缝进行检测。
检查焊缝的外观、连续性和强度等是否符合工艺要求。
对于不符合要求的焊缝,应根据实际情况进行修整。
截齿制作工艺中材料和钎焊需要注意的问题截齿在采煤过程中,齿尖受到煤的反作用力,靠近切削刃处,截齿面上的压力最高,此压力将按双曲线形式急剧衰减。
由于集中力的产生,最大应力点发生在刀头部位,磨损最为严重,是截齿失效的一个重要原因!那么有哪些原因会导致截齿早期失效呢?下面具体听山东艾德具体介绍!一、截齿材料选择不当导致截齿的早期失效1、硬质合金的问题截齿的使用中要求合金头一方面具有较高的硬度、高的耐磨性和较高的冲击韧性,另一方面要求合金头在进行焊接或其它工序不能变脆。
在硬质合金的选材上,应注重钎焊裂纹的敏感性,而钎焊裂纹的敏感性主要与其成分和组织有关。
通常Co含量越多,裂纹的敏感性较小,另外,含有TiC类的硬质合金的裂纹敏感性一般较YG类的高。
2、齿体材料的问题齿体材料的合理选择,齿体材料指加工截齿主体部分所用的材料,截齿在工作时承受高的周期性压应力,切应力和冲击载荷,煤的硬度虽然不是很高,但其中会夹杂煤矸石等硬矿物;切制煤岩过程中由于摩擦和冲击,还会造成截齿温度升高,在如此复杂的工况条件下工作,就要求齿体既要耐磨又要有较好的冲击性能。
二、钎焊问题引起截齿的早期失效1、钎料的选择问题截齿在钎焊时考虑到成本的问题,一般都不采用银钎料,通常以铜基为主,目前使用较多的为:铜基钎料Cu-Zn-Mn系列的HL105,801 及HSCuZnNi。
2、通常对于钎料的选择,应满足以下要求:1、具有适当的熔点:钎料的熔点比母材的熔点至少低几十度。
两者熔点过分接近将使钎焊过程不易控制,会导致母材晶粒过于粗大甚至局部熔化。
2、具有良好的润湿性:能在母材表面润湿铺展并充分填满钎缝间隙。
为保证钎料与母材良好润湿和填满缝隙,钎料在流入接头间隙之前就应处于完全熔化状态。
应将钎料的液相线看作钎焊时刻采用的最低温度,钎焊接头整个截面必须加热到液相线或更高的温度。
3、能与母材发生溶解:扩散等相互作用,并形成牢固的冶金结合。
钎料与母材界面适当的相互作用可以使钎料发生合金化反应,提高钎焊接头的力学性能,但避免产生金属间化合物脆性相。
钎料的熔点
【实用版】
目录
一、钎料的概念和分类
二、钎料的熔点及其影响因素
三、钎料的熔点在焊接中的应用
四、提高钎料熔点稳定性的措施
正文
一、钎料的概念和分类
钎料,又称焊接钎料,是在焊接过程中用于连接两个金属零件的一种材料。
钎料通常由低熔点金属或合金组成,其作用是在焊接过程中填充接合部位,使焊缝形成良好的连接。
根据钎料的成分和性能,钎料可分为软钎料、硬钎料和高温钎料等。
二、钎料的熔点及其影响因素
钎料的熔点是指钎料在一定压力下从固态转变为液态的温度。
钎料的熔点受其成分、结构和工艺条件等因素的影响。
一般来说,钎料的熔点越低,焊接过程中的流动性越好,但焊缝的强度和硬度相应降低。
因此,在选用钎料时,需要综合考虑熔点、流动性、焊缝性能等因素。
三、钎料的熔点在焊接中的应用
钎料的熔点在焊接过程中具有重要意义。
钎料的熔点应略低于焊接温度,以保证在焊接过程中钎料能充分填充接合部位,形成良好的焊缝。
同时,钎料的熔点还影响焊接过程中的焊接速度、焊缝成形和焊缝质量等因素。
四、提高钎料熔点稳定性的措施
为了提高钎料熔点稳定性,可采取以下措施:
1.合理选择钎料成分和比例,以提高钎料的熔点稳定性;
2.优化钎料的生产工艺,如改进熔炼方法、细化晶粒等,以提高钎料的熔点稳定性;
3.在焊接过程中,控制焊接温度和焊接速度,以保证钎料在焊接过程中具有较好的流动性;
4.对焊接接头进行适当的预热和后处理,以改善焊缝性能,提高钎料熔点稳定性。
总之,钎料的熔点是影响焊接质量的重要因素。
铜基钎料种类全文共四篇示例,供读者参考第一篇示例:铜基钎料是一种常用的焊接材料,广泛应用于各种金属材料的连接和修复工作中。
铜基钎料种类繁多,不同的铜基钎料适用于不同的工作需求,下面将介绍一些常见的铜基钎料种类及其特点。
1. 银铜焊料银铜焊料是一种含有银、铜等金属成分的铜基焊接材料,具有较高的导电性和导热性,适用于需要高强度连接的金属材料焊接。
银铜焊料的熔点通常在800℃左右,可以有效地焊接铜、铝、镍、钛等金属材料。
铜基钎料种类繁多,每种铜基钎料都有其特定的优势和适用范围。
选择合适的铜基钎料对于焊接工作的质量和效率都至关重要,希望以上介绍的信息对大家有所帮助。
第二篇示例:铜基焊料是指焊接铜或铜合金时使用的焊接材料。
铜基焊料种类繁多,根据不同的焊接方式和要求,可以选择不同类型的铜基焊料。
下面将介绍一些常见的铜基焊料种类及其特点。
1. 铜焊条铜焊条是一种常见的铜基焊料,通常用于手工焊接或气焊。
铜焊条具有较高的电导率和导热性,适用于焊接厚度大于1mm的铜件。
铜焊条的主要成分是铜和磷,熔化温度较低,熔化后的焊缝质量较好。
在焊接过程中,需要使用适当的焊接技术,以避免焊件过热导致气孔和裂纹的产生。
2. 铜焊丝铜焊丝是一种常用的自动化焊接材料,适用于气体保护焊和焊丝焊接。
铜焊丝具有优良的导电性和导热性,能够在高温条件下提供稳定的焊接效果。
铜焊丝可分为铜锆焊丝、铜磷焊丝、铜硅焊丝等不同类型,根据需求选择不同化学成分的焊丝进行焊接。
3. 铜焊剂铜焊剂是一种辅助焊接材料,能够增强焊接过程中的流动性和润湿性,减少氧化物的生成,提高焊接质量。
铜焊剂可分为液体和固体两种,液体焊剂适用于手工焊接和气焊,固体焊剂适用于自动化焊接和焊丝焊接。
选择合适的铜焊剂能够提高焊缝的强度和密封性,减少焊接缺陷的产生。
4. 银铜焊料银铜焊料是一种高温焊接材料,适用于焊接高温合金和特殊材料。
银铜焊料具有优良的导电性和导热性,可在高温环境下实现稳定的焊接效果。
不锈钢与纯铜的钎焊工艺1. 引言不锈钢和纯铜是常见的金属材料,在工业生产中广泛应用。
为了将它们连接在一起,常常采用钎焊技术。
本文将介绍不锈钢与纯铜的钎焊工艺,包括材料准备、工艺步骤、参数选择等内容。
2. 材料准备2.1 不锈钢和纯铜的选择在进行不锈钢与纯铜的钎焊之前,首先需要选择适合的材料。
不锈钢通常指具有耐腐蚀性能的合金钢,而纯铜则是指含铜量高于99.5%的金属材料。
2.2 表面处理为了确保钎焊接头质量,需要对不锈钢和纯铜进行表面处理。
首先要清洁表面,去除油污、氧化物等杂质。
可以使用溶剂、酸洗等方法进行清洗。
然后使用砂轮或研磨机对接头表面进行打磨,去除氧化层和粗糙度。
2.3 钎料选择钎料是连接不锈钢和纯铜的关键。
常用的钎料有银钎料、铜锡合金钎料等。
选择合适的钎料要考虑材料的化学成分、熔点、强度等因素。
3. 工艺步骤3.1 钳工定位将待焊接的不锈钢和纯铜件放置在工作台上,并使用夹具或夹具将其固定,以确保焊接过程中的稳定性。
3.2 钎焊准备根据钎焊材料和工艺要求,选择合适的焊接设备和工具。
将焊接设备调整到适当的参数,如电流、电压、气体流量等。
3.3 预热在进行不锈钢与纯铜的钎焊之前,需要对接头进行预热。
预热温度一般为材料熔点的50%~70%,可以使用火焰枪或电阻加热器进行预热。
3.4 钎焊操作在预热后,开始进行钎焊操作。
首先要将预先准备好的钎料放置在接头之间,并使用火焰枪或电阻加热器加热,使钎料熔化并填充接头间隙。
在钎焊过程中,要保持适当的加热温度和焊接速度,以确保钎料充分润湿接头表面。
3.5 冷却钎焊完成后,需要进行冷却处理。
可以使用自然冷却或水冷却等方法加快冷却速度。
冷却后,可对焊缝进行清理和修整。
4. 参数选择在不锈钢与纯铜的钎焊过程中,参数的选择对于焊接质量起着重要作用。
以下是一些常见参数的选择原则:•焊接电流:根据材料厚度和焊接速度选择合适的电流。
电流过大会导致过热、气孔等问题,电流过小则焊缝质量不佳。
焊剂与焊丝选用指导焊接是一种常见的金属连接方法,而焊剂和焊丝则是焊接过程中不可或缺的材料。
正确选择适合的焊剂和焊丝对保证焊接质量至关重要。
本文将为您介绍焊剂和焊丝的选用指导,以帮助您在实际操作中做出正确的选择。
一、焊剂的选用焊剂是焊接过程中用于清洁和保护金属焊接接头的物质。
正确选择适合的焊剂可以提高焊接强度和质量。
以下是一些常见的焊剂类型及其应用:1. 钎剂:钎剂是一种低熔点合金,用于连接两个或多个金属工件。
常见的钎剂有银、金、铜等。
选择钎剂时应根据待连接金属工件的材质和要求来确定。
2. 焊剂:焊剂是一种焊接时用于帮助熔化焊丝并清洁金属表面的物质。
焊剂可以提高焊接接头的强度和力学性能。
常见的焊剂类型有酸性、碱性和中性焊剂。
选择焊剂应根据金属工件的特性、环境条件和所需焊接强度来确定。
3. 流动剂:流动剂是焊接过程中用于降低金属表面张力的物质,使焊接材料更容易渗透到焊接接头中。
选择流动剂时应考虑金属材料的表面状态和所需焊接强度。
二、焊丝的选用焊丝是焊接过程中通过电弧加热熔化的金属丝。
它是将焊接材料与被焊接工件连接的重要组成部分。
以下是一些常见的焊丝类型及其应用:1. 铝焊丝:铝焊丝适用于焊接铝和铝合金工件。
选择铝焊丝时应根据被焊接工件的合金成分、焊接条件和要求来确定。
2. 铜焊丝:铜焊丝适用于焊接铜和铜合金工件。
选择铜焊丝时应根据被焊接工件的合金成分、焊接条件和要求来确定。
3. 不锈钢焊丝:不锈钢焊丝适用于焊接不锈钢工件。
选择不锈钢焊丝时应根据被焊接工件的合金成分、焊接条件和要求来确定。
4. 钢焊丝:钢焊丝适用于焊接钢铁工件。
选择钢焊丝时应根据被焊接工件的材质、焊接条件和要求来确定。
三、选用指导1. 焊剂和焊丝应与被焊接工件相匹配,以确保良好的焊接质量和性能。
2. 在选择焊剂和焊丝时,应根据被焊接金属的材料、厚度和特性来确定。
不同的金属材料可能需要不同类型的焊剂和焊丝。
3. 考虑到焊接环境和应力情况,选择合适的焊剂和焊丝以确保焊接接头的力学性能和耐腐蚀性能。
东莞市力华机械设备有限公司
钎焊时,钎料该怎么选择的
我们都知道钎焊机焊接的时候都需要用我钎料、和钎剂方面等材料才能将工件焊接在一起,但我们应该怎么才能选择最实惠最有效的钎料呢?
钎料的选用应从使用要求。
钎料与母材的相互匹配以及经济角度等方面进行全面考虑:
从使用要求出发,对钎焊接头强度要求不高和工作温度要求不高的,可用软钎焊。
对在低温下工作的接头,应使用含Sn 量低的钎料。
要求高温强度和坑氧化性好的接头宜用Ni基钎料,但含B的钎料不使用于核反应堆。
对要求坑腐蚀性好的铝钎焊接头,应采用铝硅钎料钎焊,A1的软钎焊接头应采用保护措施。
用Sn92AgSBCu和Sn84.5AgSb钎料钎焊的铜接头的坑腐蚀性比用在AgPb97钎料钎焊的好,前者可用于在较高温度和高温强度条件下工作的工件。
对要求导电性好的电气零件,应选用含Sn量高的SnPb钎料或含Ag量高的Ag基钎料,真空密封接头应采用真空级材料。
此外,钎焊机加热方法对钎料选择也有一定的影响,从经济观点出发,应选用价格便宜的钎料。
如制冷机中铜管的钎焊,使用Ag基钎料固然质量很好,但是用铜磷银或铜磷锡钎料钎焊接头也不错,后者的价格要比前者便宜的多。