无铅手工焊面临的问题与解决方法修订版
- 格式:docx
- 大小:1.03 MB
- 文档页数:9
SMT无铅焊接问题大全以及解决方法1、焊接缺陷分为主要缺陷、次要缺陷和表面缺陷:a.主要缺陷导致产品的SMA功能失效。
b.次要缺陷是指焊点之间润湿尚好,SMA功能正常,但会影响产品的寿命。
c.表面缺陷是不影响产品的寿命和功能(通常以生产工艺、外观、来签别)。
(深圳BGA 焊接)2、问题形成及处理方案:A.锡珠原因:在元器件贴装过和中,焊膏被置放于片式元件的引脚与焊盘之间,如果焊盘和元件引脚润湿不良(可焊性差),液态焊料会收缩而使焊缝不充分,所有焊料颗粒不能聚合成一个焊点。
部分液态焊料会从焊缝流出,形成锡珠。
a.在印刷工艺中由于模板与焊盘对中偏移导致焊膏流到焊盘外。
b.贴片过程中Z轴的压力过太瞬间将锡膏挤压到焊盘外。
c.加热速度过快,时间过短焊膏内部水分和溶剂未能完全挥发出来,到达回流焊接区时引起溶剂、水分沸腾,溅出锡珠。
d.模板开口尺寸及轮廓不清晰。
解决方法:a.跟进焊盘、元件引脚和锡膏是否氧化。
b.调整模板开口与焊盘精确对位。
c.精确调整Z轴压力。
d.调整预热区活化区温度上升速度。
e.检查模板开口及轮廓是否清晰,必要时需更换模板。
B.立碑(曼哈顿现象),元件一端焊接在焊盘另一端则翘立。
原因:a.元件两端受热不均匀或焊盘两端宽长和间隙过大,焊膏熔化有先后所致。
b.安放元件位置移位。
c.焊膏中的焊剂使元件浮起。
d.元件可焊性差。
e.印刷焊锡膏厚度不够。
解决方法:a.元件均匀和合理设计焊盘两端尺寸对称。
b.调整印刷参数和安放位置。
c.采用焊剂量适中的焊剂(无铅锡膏焊剂在10.5±0.5%)。
d.无材料采用无铅的锡膏或含银和铋的锡膏。
e.增加印刷厚度。
C.桥接(不相连的焊点接连在一起),在SMT生产中最常见的缺陷之一,它会引起元件之间的短路。
原因:a.焊锡膏质量问题,锡膏中金属含量偏高和印刷时间过长。
b.锡膏太多、粘度低、塌落度差,预热后漫流到焊盘外,导至较密间隙之焊点桥接。
c.印刷对位不准或印刷压力过大,容易造成细间距QFP桥接。
无铅焊接:控制与改进工艺--------------------------------------------------------------------------------本文描述怎样控制与改进无铅工艺...。
在实施无铅工艺之后,我们必须经常跟进、监察和分析数据,以保持工艺在控制之中。
无铅焊接已经引入了,因此无数的问题也提出来了。
尽管如此,许多问题还是必须回答的,包括无铅的定义、它的实施成本、和甚至是否所有技术问题已经解决。
但是,实验继续在新的无铅合金的可靠性上提供好的数字。
本文讨论成本与能量效应,并展示工艺必须不断地检验,因为技术与工艺知识在将来会改进的。
一个标准改进模式,比如德明循环(Deming cycle),可用来维护无铅焊接工艺的控制,作出调整和改进,并在可能的时候实现成本的节约。
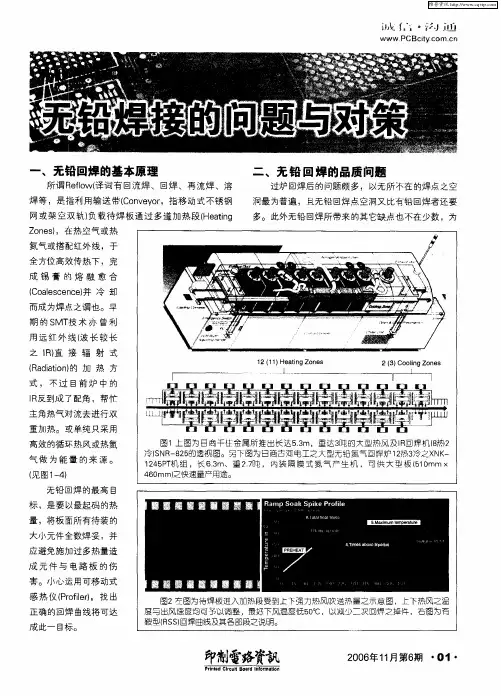
材料成本焊锡作为一个例子,某种焊接机的锡锅含有大约760公斤的锡铅(SnPb)合金。
用SnPb来填满锡锅将花大约$3,960美元。
SnPb的密度为8.4 g/mm3。
用锡铜(SnCu)合金填满相同的锡锅需要661公斤,其密度为7.31g/mm3 :质量= (7.31 ÷ 8.4) x 760 = 661.结果是焊锡成本增加28%或$5,063美元。
其它无铅替代方案,如锡银(SnAg, 135%)和锡银铜(SnAgCu, 145%)对焊锡成本的影响甚至更大。
考虑到焊接点和将SnPb与无铅进行比较,我们可以作下列计算。
如果形状相同,那么无铅合金的质量将较少,由于其密度较大。
对于一个SnCu焊接的通孔引脚连接器,焊锡质量为:(ρSnCu x ρSnPb) x massSnPb因为焊点看上去不同,湿润可能较差,焊点的角度不同,我们必须验证是否计算的质量差别大约等于焊接点的实际质量增加。
为了证实,我们焊接一块有连接器的板(每块板总共192个引脚),称出焊接前后的重量差别(表一)。
重量的增加多少都是所焊接的焊锡。
无铅手工焊面临的问题与解决方法一、无铅焊料使用时的问题点无铅手工焊接在焊料的选择上有一定的限制,譬如Sn-Zn系合金、Sn-Bi系合金的线体成形性较困难,且合金本身易氧化。
或者使用中与焊剂的反应存在问题。
一般不采纳这二种无铅焊料。
目前推举使用的是熔点在210~230℃ Sn-Cu系合金和Sn-Ag-Cu系合金焊料。
众所周知,由于无铅焊料的流淌性差,使焊接时的扩展性(润湿性)大大不如原来的63-37共晶焊料,其扩展性只有原来的三分之一程度。
这种性质的焊料在展开手工焊时,不仅会对应组装基板与元件,也会体现在焊接用烙铁头部,尽管作业中想提高一些焊接温度,但对改善焊料的扩展性作用是不大的。
无铅焊料的熔点,比原来的焊料要高出20~45℃,因此手工焊时必须提高烙铁头的温度,通常使用的焊接温度是焊料的熔点温度加上50℃左右较妥当。
考虑到焊接用烙铁头温度会由于本身功率及头部重量而存在差异,故温度的设定要比焊接温度高100℃左右。
原来63-37共晶焊料的烙铁头温度约在340℃左右,使用Sn-O.7Cu焊料时的温度约在380℃.关于手工焊接来讲,超过350℃以上时已作为界限温度,这种状态下的焊接可加快烙铁头的损耗,在超出焊剂的活性范围时易产生焊剂的碳化,降低焊剂的活性效果,这也会成为焊接中常见的焊剂或焊料飞溅的缘故。
二、手工焊接的注意点及解决方法由上所述,在采纳直接加热方式进行无铅手工焊时,稍不注意就会产生各种各样的问题。
这些问题的发生讲明了正是由于无铅焊料所具的固有特性,使用中就容易出现不良。
我们在制定焊接工艺时,能够抓住下面几个差不多要点:①烙铁头温度的治理②焊接基板、部品等表面状态的治理③焊剂的选择、效果衡量及作用另外,要做到良好的无铅手工焊,作为重要因素的使用工具方面,以下几个要点是必须考虑的。
2.1 使用热恢复性能优良的烙铁在无铅手工焊场合,烙铁头的温度势必要比焊料的熔点高出20~45℃,考虑到被焊元件本身的耐热性和稳定地进行焊接操作,烙铁温度最好设定在350℃~360℃范围,这是为了执行良好的手工焊接而采纳偏低温度的一种做法。

铅焊接过程中常见的问题及对策有关技能大赛中可能涉及的无铅焊接的相关问题,小编通过联系一些参赛的师生,获得一些相关的信息及对策,在这里整理下来,算是焊接技能大赛总结,同大家分享一下。
1 RoSH无铅焊料的定义 ;2 获得豁免的一些RoHS有害物质;3 关于对无铅焊料合金专利的一些看法;4 无铅焊接过程中常见的问题和对策。
关键词:无铅焊接;无铅焊料RoHS 无铅焊料的定义Maximum Concentration Value (MCV)最大浓度值Homogeneous Materials均匀材料在均匀材料中的最大浓度值(MCV)1. 铅(Lead,Pb)0.1%2. 六价铬(Hexavalent Chromium,Cr +6 )0.1%3. 汞(Mercury,Hg)0.1%4. 镉(Cadmium,Cd)0.01%5. 聚合溴化联苯(PBB)0.1%6. 聚合溴化二苯醚(PBDE)0.1%对均匀材料的理解1. 均匀材料(Homogeneous Materials) 指的是该物质不能通过机械方式进一步分离或分解成其它物质。
2. 均匀材料必须整体组成一致。
3. 以组装后的线路板为例:合金焊点、助焊剂残余物、焊盘、焊盘上喷锡合金、元器件引脚、引脚上的镀层等均被视为不同的均一物均匀材料。
因此必须分别测定其与RoHS相关的有害物质。
获得豁免的一些RoHS有害物质1. 汞含量不超过5毫克/灯的小型日光灯.2. 汞含量不超过下列要求的荧光灯管:卤磷酸盐 10毫克/灯三磷酸盐 (普通寿命型) 5毫克/灯三磷酸盐 (长寿命型) 8毫克/灯3. 特殊用途的荧光灯管中的汞.4. 指令中未提及的其它荧光灯中的汞.5. 阴极射线管、电子元件、荧光灯管等所用玻璃中的铅.6. 铅含量不超过0.35wt%的钢, 铅含量不超过0.4wt%的铝,铅含量不超过4wt%的铜.7. 高融点焊料中的铅 (如铅含量超过85wt%的Sn-Pb焊料)服务器、存储器、存储阵列系统中所用焊料中的铅用于交换、信号传输、以及电信网络管理基础设施中所用焊料中的铅电子陶瓷部件中的铅(如压电陶瓷)8.76/769/EEC指令及91/338/EEC修正指令中禁止使用之外镉镀层9.在吸收式电冰箱中作为碳钢冷却系统防腐剂的六价铬10.用于配合针型连接器中的铅11.用于C-环型导热模块表面涂层的铅12.用于倒装芯片封装的芯片与载体之间联结的焊料中的铅13.在光学玻璃和滤光玻璃中使用的铅或镉关于对无铅焊料合金专利的一些看法1.所有二元焊料合金均不存在任何专利问题2.Sn-4.0Ag-0.5Cu 在1959年被公开发表过 (德国Max-Plank研究所)3.Sn-3.0Ag-0.5Cu是80年代使用过并申请过专利的产品(美国Harris 公司Engelhard公司)4.日本千住/松下有关Sn-Ag-Cu焊料合金的专利覆盖了上述两种合金,从而引起争议和困惑5.在二元/三元焊料合金中掺杂微量过度金属元素是否可等同于杂质元素实用化的无铅焊料目前已经有超过100个无铅焊料的专利,由于性能、价格、自然界储藏量等原因,只有一小部分具有实用价值。

无铅焊接工艺中常见缺陷及防止措施摘要:无铅化电子组装中,由于原材料的变化带来一系列工艺的变化,随之产生许多新的焊接缺陷。
针对表面裂纹、表面发暗及二次回流等缺陷进行了机理分析,并给出了相应的解决措施。
关键词:无铅;焊点;表面裂纹;表面发暗;二次回流无铅化制程导入过程中,钎料、PCB焊盘镀层及元件镀层的无铅化工艺逐步得到广泛应用,随之产生的各种焊接缺陷,比如表面裂纹、表面发暗及二次回流问题等困扰着实际生产的顺利进行。
本文主要针对以上提到的几种主要缺陷进行原因分析并给出相应解决措施。
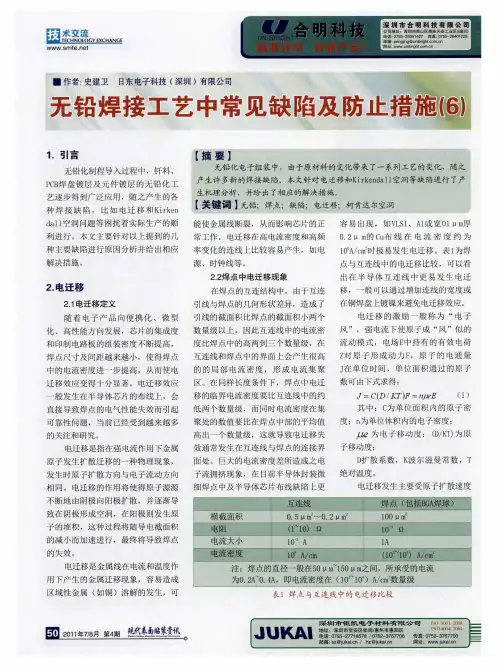
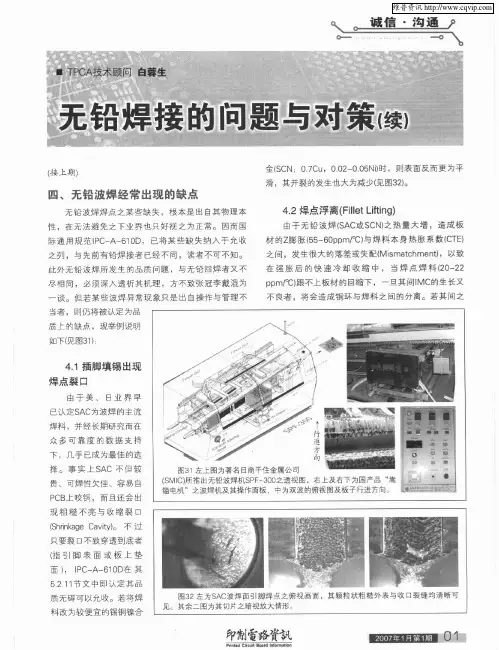
1 表面裂纹(龟裂)由于PCB基板材料及PCB上铜箔导线、铜过孔壁及元件引脚之间的热膨胀系数存在差异,焊接过程中PCB在Z轴方向出现的热膨胀远大于铜过孔臂的热膨胀,从而引起焊点和焊盘变形,如图1所示。
即使PCB通过了波峰,但大量密集焊点固化热量传导至板材而使PCB继续处于热膨胀状态。
一旦固化热能辐射结束,焊点就开始缓慢下降至环境温度,PCB开始冷却恢复平板状,这就在焊点表面产生很大的应力,引起焊盘起翘或焊点剥离(有Pb、Bi污染时)或表面裂纹,如图2所示。
表面裂纹是无铅波峰焊工艺中通孔焊点上出现的新缺陷,如图3所示。
在接触波峰面焊点表面出现一肉眼可观察到的裂纹。
IPC-610-D指出:只要裂纹底部可见,且没有深入内部接触引线和焊盘影响电气及力学性能就判定为合格,但实际生产中应尽量避免表面裂纹的产生。
1. 1 产生机理PCB离开波峰焊点开始固化期间,焊点开始从PCB顶部至底部逐渐固化,由表1可以看出引脚和焊盘比热容小、热导率大,冷却时近元件引脚的焊点顶部和焊盘边缘也最容易冷却先固化,其次是与低温空气接触的焊点表面同时形成一层表皮。
在后续固化过程中,由于焊点内部热量要释放,其热量会流向引脚,导致大块钎料凝固过程期间元件引脚继续膨胀而PCB在Z向持续收缩。
在这种情况下,再加上无铅钎料本身具有4%的体积收缩率和非共晶特性在近表面内部存在一定固液区,导致早先凝固表面强度降低。
烙铁头无铅焊接要注意的问题
烙铁头无铅焊接要注意的问题
一、无铅焊锡问题点:
熔点高(比Sn、Pb焊锡高30-40度)、锡丝不容易融化;
烙铁头消耗变快;
烙铁头氧化变快;
浸润性、延展性变差;
容易出现锡须、短路现象;
二、烙铁头消耗的原理:
镀铁层被锡丝中的锡侵蚀溶解;
烙铁头镀铁层与锡形成化合物;
无铅化后,焊接温度增加,增强烙铁头腐蚀;
三、无铅焊锡使用时的注意点:
1、烙铁头的温度管理非常重要
2、使用热回复性等热性能好的电烙铁;
在使用无铅焊锡进行焊接操作时,由于对零件的耐热性,安全作业的考虑,烙铁头温度的设定一般希望在350°——370°一下。
3、有必要选定最合适的烙铁头
根据电烙铁的不同焊接作业的不同,选择最合适的烙铁头是很重要的,合适的烙铁头可以降低(烙铁咀)的温度,增加作业的效率。
4、烙铁头的维护也非常重要:
◆与普通含水的海绵不同,需采用浸透助剂的金属丝,即不降低烙铁头的温度,又可以起到清洁的作用,还可以除去烙铁头表面的氧化物。
◆尽可能设定烙铁头的低温度。
◆10分钟以上不使用时,应切断电烙铁的电源。
无铅焊接工艺中常见缺陷及防止措施摘要:随着当前时代进步,我国焊接工艺发展极为迅速,无铅焊接本身所具有的焊点可靠,工艺性稳定等优势使得其能够确保电气和机械的有效联接,很大程度上促进了相应焊接工艺水平的高效发展。
但在实际实践期间其受所存在缺陷也相对较为明显,一旦未能及时对其做好专业设置,极易影响整个焊接质量。
本文将对无铅焊接工艺中常见缺陷及防止措施,进行一定分析探讨,并结合实际对其做相应整理和总结。
关键词:无铅焊接;工艺;常见缺陷;防止措施在以往的常规有铅器件在电子装联时,铅元素本身的重金属特质会随时间推移对环境形成直接污染,而无铅焊接工艺有效解决了这一现象,其本身所具有的生态性和环保性与当前时代发展形成了同步统一性。
但与此同时在进行无铅化电子组装过程中,往往会由于原材料自身变化使得整个系列工艺也逐渐发生变化,继而导致焊接缺陷出现,比如表面裂纹、表面发暗、二次回流等问题,都使得整个无铅焊接质量无法得到保障。
一、无铅焊接工艺要点(1)无铅焊接其本身熔点相对较高,其器件镀层不同,焊接熔点及回流焊接峰值温度也有所差异。
无铅焊接相较有铅焊接,由于其本身熔点较高的特点,其温度越高升温也会更加困难,一旦在此过程中升温速度无法达标,长时间处在高温情况下会直接使得相应悍膏中的助焊剂出现提前活化反应结束的状况,继而造成PCB焊盘、元件引脚、悍料合金在高温下重新氧化,使得整个焊接效果无法达到预期标准。
(2)无铅焊接本身所具有的熔点高特性,决定了对应无铅焊接设备耐高温以及抗腐蚀性必须达到相关标准设定;无铅焊接工艺对窗口要求较之有铅焊接更小,对PCB表面温度及设备横向温度有一定均匀性要求。
但与此同时由于其本身焊点浸润以及扩展性差,其对助焊剂活性要求极高,在使用无铅焊接工艺时,必须结合实际对相应模板开口做好合理设定。
二、无铅焊接工艺常见缺陷通过对无铅焊接工艺要点分析,可以看出使用无铅焊接进行对应焊接作业时,要明确工艺要点,其是形成可靠焊接点是保障机械和电气联接的必要条件,同时也是提升相应企业能够生产效率,降低产品成本的关键。
无铅焊接工艺中常见缺陷及防止措施(2)摘要:无铅化电子组装中,由于原材料的变化带来了一系列工艺的变化,随之产生许多新的焊接缺陷。
本文针对“晶须”现象、离子迁移和元素污染三种缺陷进行了产生机理分析,并给出了相应的解决措施。
关键词:无铅;焊点;晶须;离子迁移;元素污染Solder Defects and Solutionsin Lead-free Soldering Technology(2)Shi Jianwei1, Wang Le, Liang Yongjun, Wang Hongping, Chai YongSun East Electronic Technology Company Lt.d, Shenzhen, 518103 ChinaAbstract: Changes of material bring a series of process problems in lead-free electronic assembly with occurrence of new solder defects. This paper analyzes causes and gives solution of solder defects for whisker, ion migration and element contamination.Key words: Lead-free, Solder Joint, Whisker, Ion Migration, Element Contamination1.引言无铅化制程导入过程中,钎料、PCB焊盘及元件镀层的无铅化工艺配合新焊剂使用逐步得到广泛应用,随之产生的各种焊接缺陷,比如“晶须”现象、离子迁移和元素污染等困扰着实际生产的顺利进行。
本文主要针对以上提到的几种主要缺陷进行原因分析并给出相应解决措施。
2.晶须晶须易发生在Sn、Zn、Cd和Ag等低熔点金属表面,其有不同的形式,如针状、小丘状、柱状、花状、发散状等,如图1所示,对产品质量影响最大的是柱状和针状,因为他们最容易导致电路短路。
无铅手工焊面临的问题
与解决方法
Document number:PBGCG-0857-BTDO-0089-PTT1998
无铅手工焊面临的问题与解决方法
一、无铅焊料使用时的问题点
无铅手工焊接在焊料的选择上有一定的限制,譬如Sn-Zn系合金、Sn-Bi系合金的线体成形性较困难,且合金本身易氧化。
或者使用中与焊剂的反应存在问题。
一般不采用这二种无铅焊料。
目前推荐使用的是熔点在210~230℃ Sn-Cu系合金和Sn-Ag-Cu系合金焊料。
众所周知,由于无铅焊料的流动性差,使焊接时的扩展性(润湿性)大大不如原来的63-37共晶焊料,其扩展性只有原来的三分之一程度。
这种性质的焊料在展开手工焊时,不仅会对应组装基板与元件,也会体现在焊接用烙铁头部,尽管作业中想提高一些焊接温度,但对改善焊料的扩展性作用是不大的。
无铅焊料的熔点,比原来的焊料要高出20~45℃,因此手工焊时必须提高烙铁头的温度,通常使用的焊接温度是焊料的熔点温度加上50℃左右较妥当。
考虑到焊接用烙铁头温度会由于本身功率及头部重量而存在差异,故温度的设定要比焊接温度高100℃左右。
原来63-37共晶焊料的烙铁头温度约在340℃左右,使用焊料时的温度约在380℃.对于手工焊接来说,超过350℃以上时已作为界限温度,这种状态下的焊接可加快烙铁头的损耗,在超出焊剂的活性范围时易产生焊剂的碳化,降低焊剂的活性效果,这也会成为焊接中常见的焊剂或焊料飞溅的原因。
二、手工焊接的注意点及解决方法
由上所述,在采用直接加热方式进行无铅手工焊时,稍不注意就会产生各种各样的问题。
这些问题的发生说明了正是由于无铅焊料所具的固有特性,使用中就容易出现不良。
我们在制定焊接工艺时,可以抓住下面几个基本要点:
①烙铁头温度的管理
②焊接基板、部品等表面状态的管理
③焊剂的选择、效果衡量及作用
另外,要做到良好的无铅手工焊,作为重要因素的使用工具方面,以下几个要点是必须考虑的。
使用热恢复性能优良的烙铁
在无铅手工焊场合,烙铁头的温度势必要比焊料的熔点高出20~45℃,考虑到被焊元件本身的耐热性和稳定地进行焊接操作,烙铁温度最好设定在350℃~360℃范围,这是为了执行良好的手工焊接而采用偏低温度的一种做法。
掌握的重点有以下三项:
*使用热恢复性良好的烙铁。
*使用热容量大的烙铁。
*烙铁头部的形状应该与被焊接部相符。
图一是适合于无铅手工焊接、具良好热恢复性的912型烙铁(品种号),为了与原来性能的烙铁相比较,可以按照图二表示的温度测定方法,对图中1、4、7三个点装上传感器,用3秒钟的时间间隔,对7个点进行焊接,同时测定烙铁头温度的变化,测定结果可参阅图三。
912型是热恢复性好的烙铁,907、908型是原来型号的烙铁,908比907的热容量要大。
测定结果表示,在相同烙铁头温度场合的焊接部温度,用912型连续焊接的
话,焊接部温度是固定的。
907型与之相比,其焊接部温度会低一些,焊接部的温度会根据功率大小,热容量差别而发生变化。
在图三也可看到,尽管907型焊接温度低一些,但也可
进行充分的焊接.
图一热恢复性良好的912烙铁图二温度测定方法
时间s
选择最适合的烙铁头形状
在进行无铅手工焊接操作时,合适的烙铁头形状对焊接品质有很大的关系,也就是说在可行的焊接作业范围内,尽可能用热容量大的较粗的烙铁头,这样使焊接时头部温度稍降一些。
在进行细间距表面贴装元件焊接时,可选用带小R的细型烙铁头,但使用中必须注意到焊点品质。
常用烙铁头形状可参见图四,A、B型二种,若焊接部形状与B型头部相似时,B型烙铁热容量大导热性好,焊接温度并不高。
从图五看到,对于相同烙头温度,焊接部温度B型的要高出约50℃,A型烙铁头因热容量低导热性亦差。
图四烙铁头形状(A型、B型)
时间秒
改善焊接中的氧化与润湿性能
无铅焊料的扩展/润湿性差,给手工焊操作带来不适应性,为防止漏焊、少焊或桥接的发生,可以采用带有氮气(N2)环境的手工焊接,也就是焊接中在烙铁头的周边喷出保护性的氮气。
通过对焊接部位的覆盖,可起到改善焊接润湿性、防止基板氧化的效果,这种做法在使用Sn-Zn系焊料时是很有效果的。
另外,采用氮气保护焊接时,喷出的氮气具有一定的温度,还具有对部品、基板焊接预热的作用。
图六是使用氮气焊接与没有使用氮气焊接、烙铬头温度差的曲线表示,在焊接温度相同情况下,使用氮气进行焊接烙铁头温度会有所下降,测定得到的温度差约为15℃。
(测定条件:在纸基覆铜基板上用φ×5mm的无铅焊料丝,每3秒钟焊接一次,测定焊接时的温度变化。
)
图六使用氮气的手工焊效果
对应焊料飞溅的预防对策
无铅手工焊接场合,所使用的松香型无铅焊料。
会因为其温度一下子从常温升到烙铁头温度,这时焊料内部的焊剂会急剧膨胀而引起焊料与焊剂的飞溅,加上焊料的熔点本身就较高,飞溅现象就容易发生,其结果是产生焊料球或造成短路。
为了防止这个不良,可以在使用的焊料丝上做上V型槽,以减少焊接
中焊剂的爆发现象,这样使焊剂滞留在焊料表面,有利于改善焊接的润湿性。
对应烙铁头使用寿命及氧化的对策
烙铁头通常均采用导热性好的铜做成,为避免头部的高温氧化和减少焊接中焊料的侵蚀,头部使用镀铁方式作为保护层。
但是进入无铅焊接时,对烙铁头的侵蚀量会增强。
由应用中看到其头部表面除了铁之外,还易与别的金属产生反应。
从而形成金属间化合物层。
从图七看到,原来使用63-37共晶焊料,烙铁上不会产生金属化合物,用焊接时,就发生了铁-锡金属间化合物。
另外再从图八分析,由于烙铁头温度比原来高,使侵蚀量增多,当超过400~C领域时,这种现象更明显,这是因温度变化加速了铁一锡金属间化合物的生成速度。
在烙铁头温度400℃2时,以原来63-37焊料作为判别基准,Sn-3.5Ag-0.7Cu的侵蚀量约为3倍,Sn-O.7Cu的侵蚀量将接近4倍。
无铅焊接可看到另一种现象是烙铁头部表面易黑化,这种黑化物质将降低焊接中的润湿性,并对焊接部位的加热效果有所妨碍。
这是因为焊接用的烙铁头作为加热媒体向焊接部位、焊料提供应有的热,当黑化物增加后,不仅影响对焊料的润湿,导热也打了折扣,这是非常不利的。
烙铁头黑化产生原因有下面几点:
①在烙铁头的铁基体上,由焊剂碳化物,残渣等烧结而成。
②由于烙铁头铁基体的暴露,因高温氧化而形成。
③是锡-铁金属间化合物在高温氧化后形成黑化。
这说明黑化产生的原因有多种因素,也表明不合铅的焊料容易在烙铁头表面发
氧化作用。
作为注意事项,下面4点在焊接操作时是必须注意的。
①在不进行焊接操作时,烙铁不可长时间置于通电状态。
②烙铁头温度设定超过400℃时.
③在使用低活性焊剂进行焊接作用时(例波峰焊后的修正作业等)
④在使用特殊合金组成的无铅焊料时。
图七不同焊料产生金属间化合物的比较
图八焊料加热5小时后的金属间化合物厚度比较
无铅焊烙铁的维护
由前所述,无铅手工焊作业,烙铁头容易产生氧化,在高温状态放置时且易黑化,
因此对烙铁的日常维护是十分重要的。
作业中不要使用含水的
海绵,可使烙铁头表面保持清洁(无氧化物),留有防止氧化的焊料膜层.维护要点有下面几项。
①尽可能降低烙铁设定的焊接温度(最好在360℃以下)。
②每批次作业完成后,或更换新的焊料时,最好更换烙铁头。
③停止焊接作业10分钟以上时,应关掉烙铁的电源。