数控车基于宏程序加工大螺距螺纹的仿真
- 格式:pdf
- 大小:1.70 MB
- 文档页数:5
如何应用宏程序车削变螺距螺纹在机械制造业中,用数控车床车削螺纹是常见的加工方法之一。
螺纹根据其螺距不同可分为等螺距螺纹与变螺距螺纹两类:等螺距螺纹的加工比较简单;变螺距螺纹因螺距值不是固定的,而是沿轴线方向逐渐变化的,因此它的加工比较复杂。
本文通过具体实例程序,来讲解如何利用宏程序车削牙变槽不变与槽变牙不变两种不同的结构形式变螺距螺纹。
一、fanuc 0imate-tc系统变螺距螺纹加工指令1. 指令格式g34 x_____ z_____ f_____ k____ *2. 说明(1)x、z为绝对值编程时,有效螺纹终点在工件坐标系中的坐标。
(2)指令中用f为所加工变螺距螺纹的初始螺距。
(3)k值为主轴每转过一圈时,螺距的增量或减量。
(4)如图1牙变槽不变螺纹图例所示,工件上第一牙距为4,并且k=1,则起刀点到工件端面距离应为3;并且螺纹自起刀点开始,螺距是连续均匀增减的,所以起刀点螺距f应为2.5,到工件端面螺距f为3.5,二者之和除以2,正好为自起刀点开始的第一段螺距3。
二、牙变槽不变螺纹在车削过程中,由于切削深度不断加大,刀具与牙侧的接触面越来越大,切削力也越来越大,很容易引起刀具或工件的损坏。
因此,在螺纹加工时一定要采用分层车削法,并且每一层的切削深度不断减少,从而降低切削力,顺利完成螺纹加工。
牙变槽不变的变螺距螺纹车削程序就是采用这种原理编写。
o 0321 *g21 g40 g97 g99 t0100 *t0101 *(螺纹刀)s300 m03 *g00 x28 z3 * 螺纹自起刀点第一段螺距f=2.5+0.5=3,所以切削起点距端面3mm#1= 0.5 * 第一刀切深#2= 2.6 * 牙型高度(半径值)n1 #2=#2-#1 * 每次切深后的剩余牙高if [#2 le 0.05 ] goto2 * 如果剩余牙高≦0.05,则转移到n2程序段g00 x[26.8+2*#2] * 26.8为螺纹底径g34 z-43 f2.5 k1 *g00 x36 *z3 *#1=0.8*#1 * 每次切深为上次的0.8 倍if [#1 ge 0.05 ] goto1 * 如果切深≧0.05,则转移到n1程序段。

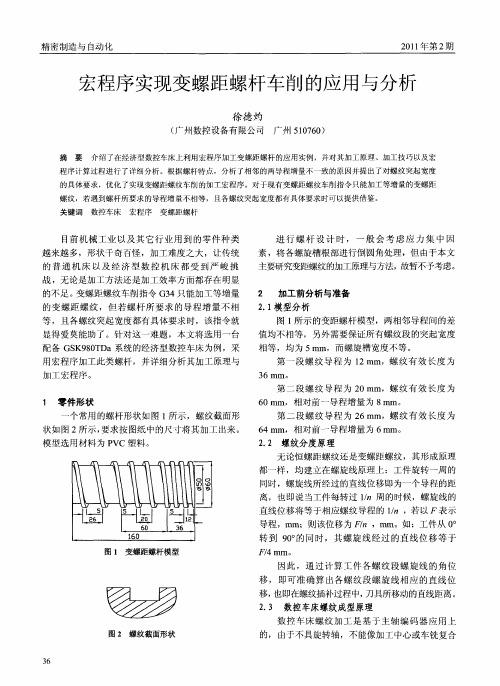
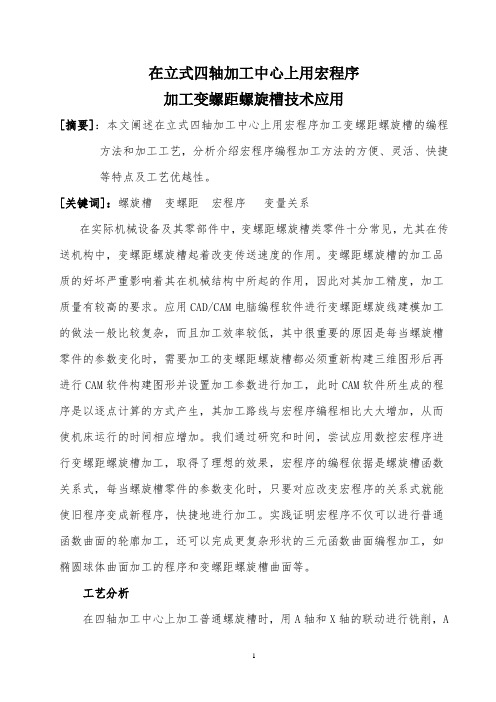
在立式四轴加工中心上用宏程序加工变螺距螺旋槽技术应用[摘要]:本文阐述在立式四轴加工中心上用宏程序加工变螺距螺旋槽的编程方法和加工工艺,分析介绍宏程序编程加工方法的方便、灵活、快捷等特点及工艺优越性。
[关键词]:螺旋槽变螺距宏程序变量关系在实际机械设备及其零部件中,变螺距螺旋槽类零件十分常见,尤其在传送机构中,变螺距螺旋槽起着改变传送速度的作用。
变螺距螺旋槽的加工品质的好坏严重影响着其在机械结构中所起的作用,因此对其加工精度,加工质量有较高的要求。
应用CAD/CAM电脑编程软件进行变螺距螺旋线建模加工的做法一般比较复杂,而且加工效率较低,其中很重要的原因是每当螺旋槽零件的参数变化时,需要加工的变螺距螺旋槽都必须重新构建三维图形后再进行CAM软件构建图形并设置加工参数进行加工,此时CAM软件所生成的程序是以逐点计算的方式产生,其加工路线与宏程序编程相比大大增加,从而使机床运行的时间相应增加。
我们通过研究和时间,尝试应用数控宏程序进行变螺距螺旋槽加工,取得了理想的效果,宏程序的编程依据是螺旋槽函数关系式,每当螺旋槽零件的参数变化时,只要对应改变宏程序的关系式就能使旧程序变成新程序,快捷地进行加工。
实践证明宏程序不仅可以进行普通函数曲面的轮廓加工,还可以完成更复杂形状的三元函数曲面编程加工,如椭圆球体曲面加工的程序和变螺距螺旋槽曲面等。
工艺分析在四轴加工中心上加工普通螺旋槽时,用A轴和X轴的联动进行铣削,A轴旋转360°,铣刀沿X轴进给一个螺距,程序较为简单。
但对于变螺距螺旋槽,其加工程序就较为复杂。
所谓变螺距螺旋线就是相邻螺距不等的螺旋线,如图1所示,相邻螺距不等的螺旋槽,起始螺距L0=10mm,终止螺距L5=50mm,螺距变量ΔL=10mm。
图1如图2所示,相同螺距沿圆周展开为一直线段,每个螺距展开直线段斜率都不同。
对于此类变螺距螺旋线在四轴加工中心上编程加工较简单。
即A 轴每进给360度,铣刀沿X轴进给相应的螺距就可以。

52文章编号:1673-887X(2019)11-0052-03大螺距三角形螺纹分层车削的宏程序编程方法彭 正(江苏省江阴中等专业学校,江苏 无锡 214433)摘 要 文章介绍了采用分层左右切削法车削大螺距三角形螺纹加工程序的设计与编写过程。
着重介绍利用宏程序编制该种螺纹的粗、精加工数控程序方法。
关键词 大螺距;角形螺纹;宏程序编程中图分类号 TG62 文献标志码 A doi:10.3969/j.issn.1673-887X.2019.11.020Macro Programming Method for Large Pitch Triangular Thread LayerTurningPeng ZhengAbstract: This paper introduces the design and preparation process of turning large pitch triangular thread machining program by layered left and right cutting method.Emphasis is placed on the use of macro programs to program the coarse and fi ne NC programs of this type of thread.Key words: large pitch, angular thread, macro programming普通三角形螺纹是一种使用很广的机械紧固螺纹,根据使用功能的不同,螺纹的直径和螺距尺寸各有差异,其生产加工方法也不同。
机械工程上使用的单件和小批量件上的大尺寸紧固螺纹,大部分采用车削的方法进行加工。
对于小螺距(直径小于5 mm)螺纹,通常在普通车床或数控车床上采用直进法或斜进法车削;而对于大螺距(直径大于 5 mm)螺纹,牙型尺寸大,加工时存在切削余量多、吃刀深、切削力大、铁屑难排出等难题,容易导致刀具损坏,产生不良后果。
浅析应用A类宏程序车削特殊螺纹的方法摘要:本文从刀具几何角度选择、车削方法、宏程序的编制等方面,阐述了在教学实践中应用A类宏程序车削特殊端面螺纹和变螺距螺纹的方法。
关键词:端面矩形螺纹变螺距螺纹车削方法宏程序编制在机械制造工业中,带螺纹的零件应用广泛,且种类多,因此螺纹的加工方法也较多。
在数控车床编程与操作教学中,如何用现有的GSK980TD数控系统车床编程和加工各种特殊螺纹呢?下面介绍笔者在教学实践中应用A类宏程序车削特殊端面矩形螺纹和变螺距螺纹的方法。
一、宏程序车削端面矩形螺纹的方法如图1所示端面矩形螺纹零件图,该图左边是锥体,用来加工锥齿轮,右边是螺距8mm的端面矩形螺纹,材料为45钢。
图1 端面矩形螺纹零件图从图1可知,如果在普通车床上或在专用机床上加工,难度在于加工螺距8mm的端面矩形螺纹。
故笔者利用GSK980TD数控系统车床G32指令可车削端面螺纹的功能,从工艺性分析、刀具几何角度选择、车削方法、宏程序编制等方面综合考虑,加工出特殊的端面矩形螺纹。
1.零件工艺性分析和难度分析由图1可看出,难度在于车削端面矩形螺纹,螺距P=8mm,ac取0.2mm,根据矩形螺纹的计算公式可得,牙型深度:h=0.5P+ac=4.2mm;牙槽宽:b=0.5P+(0.02~0.04)=4.03mm;牙宽:a=P-b=3.97mm。
2.刀具材料和几何角度选择(1)刀具材料。
车削端面矩形螺纹时,宜选高速钢W18Cr4V车刀,主轴转速采用50r/min。
(2)刀具几何角度。
在刃磨端面矩形螺纹车刀时,既要考虑矩形螺纹车刀的几何角度,又要考虑端面螺纹车刀的几何角度,才能车削出正确的端面矩形螺纹。
①矩形螺纹车刀的几何角度。
为了使刀头有足够的强度,刀头长度L不宜过长,L=0.5P+(2~4),应取6~8mm。
刀头宽度:粗车刀一般比螺纹牙槽宽尺寸小,故刀头宽度取3.5mm。
车刀纵向前角。
因为加工材料为钢件,故取12°~15°;车刀纵向后角取为8°。