各种标准对面料起毛起球的要求
- 格式:doc
- 大小:100.50 KB
- 文档页数:1
一检‰壮1表l四种检测方法试验原理和仪器设备的比较1.2对四项起球检测标准的试验分析比较选择精纺机织面料、半精纺机织面料.粗纺机织面料及针织面料四块具有代表性的织物作为测试样品进行以下试验:同一测试方法不同测试条件的;同一面料四种标准的织物起毛起球性测试。
1.2.1包含多种测试条件的两个检测标准的试验结果分析1.2.1.1GB/T4802.1—2008圆轨迹法标准试验结果依据GB/T4802.1—2008标准中的A-F六种试验条件,分别对精纺机织面料和半精纺机织面料进行测试。
具体试验条件见表2。
测试结果见表3。
表2GB/T4802.1—2008标准中的A-F六种试验条件参数表3圆轨迹法不同试验参数类别的测试结果试样名称ABCDEF精纺机织面料3.7544444.75半精纺机织面料33.53.53.753.54.75由表3可看出在六种试验条件中,A试验条件为圆轨迹法起球标准中最严重的测试条件;F试验条件为圆轨迹法起球标准中最轻的测试条件。
其他四种试验条件轻重程度居中。
同一块面料选择不同的测试条件.其起球测试结果最大相差1.5级左右。
1.2.1.2GB/T4802.2—2008马丁代尔法标准试验结果GB/T4802.2—2008标准中试验条件包括负荷质量(4159/1559I.磨料(标准羊毛织物/织物本身J和摩擦次数(评级的6个阶段)。
根据这三个因素设计三种试验.分别为l撑:负荷质量为1559.磨料为织物本身.各评级阶段均进行评定;2}}:负荷质量为415g.磨料为织物本身.各评级阶段均进行评定:3撑:负荷质量为415g,磨料为标准羊毛织物.各评级阶段均进行评定。
利用上述三种试验条件对四块样品进行测试,分析比较三个因素对测试结果的影响。
具体测试结果见图l~图4。
图l精纺机织面料试验结果图2半精纺机织面料试验结果图3粗纺机织面料试验结果2010tF1月(下)中国纤检55r检黢胁一图4试验结果(针织面料)从精纺机织面料(图1).半精纺机织面料(图2).针织面料(图4)的曲线图中可发现.2撑试验的曲线几乎处于最低位置,3群试验居中,1撑试验处于最高位置。
纺织品-织物起球、起毛或毡化性能的测定第1部分:起球箱法ISO 12945-1:2020GB/T 4802.3-2008DIN EN ISO 12945-1:2021 Document No.文件编号:xxxxxVersion Status版本状态: 1.0Issue Date 发布日期:2021-X-XImplementation Date 实施日期:2021-X-XPrepare By 编制人:AAAReviewer 审核人:BBBApproved By批准人:CCC修改记录Modify Record1.范围规定了采用起球箱法测定织物表面起球,起毛和毡化性能的方法。
2.引用标准ISO 139/GB/T 6529纺织品—调湿和试验用标准大气ISO 12945-4 纺织品-织物起毛、起球或毡化性能的测定-第4部分:起球、起毛和毡化性能的视觉评定3.定义3.1毛球:纤维缠结形成凸出于织物表面、致密的且光线不能透过并产生投影的球。
注:毛球的形成在水洗、干洗、穿着或使用过程中都可能会产生。
3.2起球:织物表面产生毛球(3.1)的过程。
3.3起毛:织物表面纤维凸出或纤维端伸出形成毛绒所产生的可见表面变化。
注:该种变化可能发生在水洗、干洗、穿着或使用过程中。
3.4毡化:起绒织物上凸出的纤维纠缠在一起形成的可见的表面变化注:该种变化可能发生在水洗、干洗、穿着或使用过程中。
4.原理把试样套在一个聚氨酯管上,在恒定速率转动的软木箱中任意翻转。
经过规定的翻转次数以后,对起毛,起球和毡化性能进行视觉描述评定。
5.仪器5.1起球箱立方体箱,加装软木前内壁每边长为(235±2)mm。
箱体的所有内表面都应加装厚度为(3.2±0.4)mm 的软木垫。
箱子应绕穿过箱子两对面中心的水平轴转动,转速为(60±2)r/min。
箱的一面应是可打开的,用于试样的取放。
起球箱应配备一个计数器。
注:附录A给出了起球试验箱的校准和对比建议。

织物起毛起球不同的测试标准纺检0801鲁瑶邹薇摘要:本文对《织物起毛起球性能的测定》中的圆轨迹法、马丁代尔法、起球箱法及随机翻滚法四种测定织物起毛起球性能的试验方法进行试验比较;并对其中包含多种测试条件的两个标准各种测试条件进行比较,从而分析各个标准中指标的合理性、试验方法的科学性,并对方法标准的改进提出一些个人的建议。
关键词:织物;抗起毛起球性;标准;检测;比较;分析2008年全国纺织品标准化技术委员会发布了GB/T 4802.1-2008《织物起毛起球性能的测定第1部分圆轨迹法》、GB/T 4802.2-2008《织物起毛起球性能的测定第2部分改型马丁代尔法》、GB/T 4802.3-2008《织物起毛起球性能的测定第3部分起球箱法》三个检测织物抗起毛起球性能的标准,分别替代各自1997年版的标准,新标准从2009年3月1日开始实施。
GB/T 4802.4-2009《织物起毛起球性能的测定第4部分随机翻滚法》于2009年6月19日获批准,将于2010年2月1开始实施。
服装在日常生活中,服用和洗涤过程由于不断经受摩擦,织物表面会出现起毛起球现象。
这不仅影响服饰的外观,部分直接接触皮肤的面料如果起球状况严重,还会影响舒适度。
尤其是以涤纶纤维为代表的合成纤维织物的起毛起球阅题,至今仍困扰着业界和广大消费者。
对此,人们一直在努力寻求解决办法,并陆续取得了一些进展。
本文根据这四种织物起毛起球性能的不同检测方法进行试验,并对结果进行比较,同时对有多种测试条件的测试方法进行测试条件的比较,分析各测试条件对测试结果的影响,从而分析标准中指标的合理性、试验方法的科学性及新旧标准的更替对产品标准产生的影响。
一 .织物起毛起球的成因分析1.织物起毛起球概况1.1织物起毛起球的基本过程起毛起球是一个渐变过程,通常表现为三个步骤:起毛--缠结--起球--毛球脱落。
当织物受到的外界摩擦力大于纤维强力或纤维之间的摩擦力或抱合力时,纤维末梢被拉出形成圈环和绒毛,织物表面因此生成绒毛,此谓起毛;绒毛露出一定长度后,在一定距离间因揉搓摩擦,反复伸长和回缩而纠结成球,生成的毛球并不大,也不形成死结,它的一端在织物的纤维中,并连接于布面,形成球状,此谓起球。

纺织品-织物起毛、起球或毡化性能的测定第2部分:改型马丁代尔法ISO 12945-2:2020GB/T 4802.2-2008DIN EN ISO 12945-2:2021修改记录Modify Record1.范围本标准规定了采用改型马丁代尔法测定织物耐起毛,起球或毡化性能的测定方法。
2.引用标准ISO 139/GB/T 6529纺织品调湿和试验用标准大气ISO 12945-4,纺织品-织物起毛,起球或毡化的性能的测定-第4部分:起毛,起球和毡化性能的视觉评定ISO 12947-1:1998/GB/T 21196.1 纺织品马丁代尔法织物耐摩性的测定第1部分:马丁代尔耐磨试验仪3.定义3.1毛球:纤维缠结形成凸出于织物表面,致密的且光线不能透过并产生投影的球。
注:此种变化可能发生在水洗,干洗,穿着或使用过程中。
3.2起球:织物表面产生毛球的过程。
3.3起毛:织物表面纤维凸出或纤维端伸出形成毛绒所产生的可见表面变化。
注:此种变化可能发生在水洗,干洗,穿着或使用过程中。
3.4毡化:起绒织物上凸出的纤维纠缠在一起形成的可见的表面变化注:此种变化可能发生在水洗,干洗,穿着或使用过程中。
3.5起球摩擦次数:马丁代尔耐磨试验仪两个外侧驱动轮转动的圈数。
3.6起球周期:其轨迹形成一个完整的李莎茹图形所需的16次摩擦,即马丁代尔耐磨试,验仪两个外侧驱动轮转动16圈,内侧驱动轮转动15圈。
4.原理在规定压力下,圆形试样以李莎茹(Lissajous)图形的轨迹与相同织物或羊毛磨料织物进行摩擦。
试样能够绕与试样平面垂直的中心轴自由转动。
经规定的摩擦阶段后,采用视觉描述方式评定试样的起毛,起球或者毡化等级。
5.仪器5.1丁代尔耐磨试验仪试验仪由基盘和驱动装置组成。
驱动装置由两个外驱动器和一个内驱动器构成,可使试样夹具导板按李莎茹图形进行运动。
试样夹具导板在驱动装置驱动下做平面运动,导板上每一点描绘相同的李莎茹图形。
李莎茹运动是由变化运动形成的图形,从一个圆到逐渐窄化的椭圆,直到成为一条直线,再由此线反向渐进为加宽的椭圆直到圆,以对角线重复运动。
pilling标准Pilling标准。
Pilling是指织物表面因磨擦或洗涤而产生的毛球现象。
在日常生活中,我们经常会遇到这样的问题,新买的衣服经过几次洗涤后,表面就会出现一些绒球,影响了衣物的美观度。
因此,对于纺织品生产商和消费者来说,如何有效地解决pilling问题是非常重要的。
一、pilling的形成原因。
1. 纤维结构不理想,一些纤维本身就容易产生毛球,如羊毛、涤纶等。
2. 织物结构不合理,织物的密度、线密度等因素会影响pilling的产生。
3. 洗涤方式不当,过于激烈的洗涤方式会使纤维表面磨损,加速pilling的产生。
二、pilling的危害。
1. 降低产品档次,pilling会使织物失去光泽,影响整体外观。
2. 缩短服用寿命,pilling的存在会导致织物表面的纤维断裂,加速织物老化。
3. 影响舒适度,pilling的绒球会使织物表面不平整,影响穿着的舒适度。
三、pilling标准的制定。
为了解决pilling问题,纺织品行业制定了一系列pilling标准,以便生产商和消费者能够更好地评估和选择织物产品。
1. 美国ASTM标准,ASTM D3512-12是美国ASTM组织制定的pilling性能测试标准,通过对织物进行不同程度的磨擦测试,评估织物的pilling性能。
2. 欧洲EN标准,欧洲制定的EN ISO 12945-2标准也是通过磨擦测试来评估织物的pilling性能,分为5个等级,从A到E,等级越高表示pilling性能越好。
3. 中国国家标准,中国国家标准GB/T 4802.3-2008也对pilling性能进行了详细规定,包括测试方法、等级划分等内容。
四、pilling标准的应用。
1. 生产商应按照相关标准对产品进行测试,确保产品符合国际和国家标准。
2. 消费者在购买织物产品时,可以参考相关标准进行评估,选择pilling性能好的产品。
3. 相关行业协会和监管部门也可以依据pilling标准对市场上的织物产品进行监督和管理,保障消费者权益。
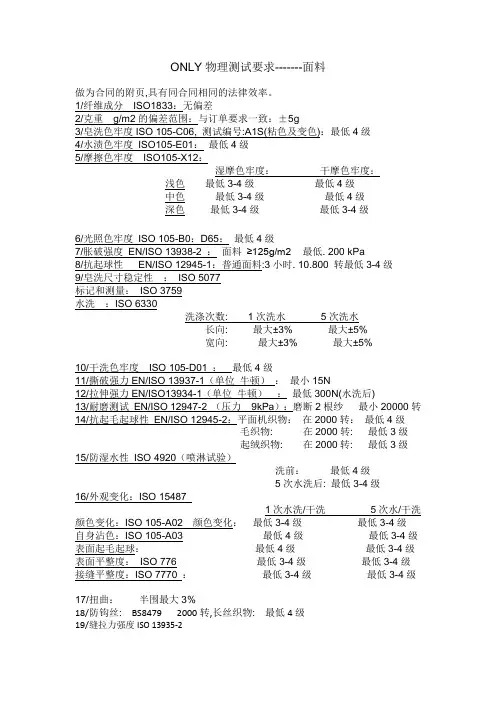
薄透面料(120g/m2 以下)最小拉力80牛厚重紧密的面料(120g/m2 以上)最小拉力100牛裤子,牛仔和西裤所使用的面料最小拉力150牛20/ 缝滑移度:ISO 13936-2面料<200g/m2 或者宽松服装,拉开3mm 纹路最小拉力80牛面料≥200g/m2 或者紧身服装,拉开3mm 纹路最小拉力120牛ONLY物理测试要求-------摇粒绒做为合同的附页,具有同合同相同的法律效率。
1/纤维成分ISO1833:无偏差2/克重g/m2的偏差范围EN12127:与订单要求一致:±5g3/皂洗色牢度ISO 105-C06, 测试编号:A1S(粘色及变色):最低4级4/摩擦色牢度ISO105-X12:湿摩色牢度:干摩色牢度:浅色最低3-4级最低4级中色最低3-4级最低3-4级深色最低3-4级最低3-4级5/光照色牢度ISO 105-B02:D65:最低4级6/胀破强度EN/ISO 13938-2 :最低. 200 kPa7/抗起毛起球性EN/ISO 12945-1:针织物:3小时. 10.800 转最低4级EN/ISO 12945-2: 梭织物:2000转最低4级8/皂洗尺寸稳定性:ISO 5077标记和测量:ISO 3759水洗:ISO 6330洗涤次数: 1次洗水5次洗水长向: 最大±3% 最大±5%宽向: 最大±3% 最大±5%9/耐磨测试EN/ISO 12947-2 (压力9kPa):针织物1根纱磨断最小8000转机织物2根纱磨断最小10000转10/外观变化:ISO 154871次水洗/干洗5次水/干洗颜色变化:ISO 105-A02 颜色变化:最低4级最低3-4级自身沾色:ISO 105-A03 最低4级最低3-4级表面起毛起球:ISO12945 最低4级最低3-4级表面平整度:ISO 7768 最低3-4级最低3-4级接缝平整度: ISO 7770 最低4级最低3-4级11/扭曲::半围最大3%12/防钩丝: BS8479 2000转,长丝织物: 最低4级13/汗渍牢度:ISO 105-E04 沾色和变化: 最低4级14/耐气候光色牢度: ISO105-B04 变色:最低4级15/缝拉力强度ISO 13935-2薄透面料(120g/m2 以下)最小拉力80牛厚重紧密的面料(120g/m2 以上)最小拉力100牛裤子,牛仔和西裤所使用的面料最小拉力150牛16/ 缝滑移度:ISO 13936-2面料<200g/m2 或者宽松服装,拉开3mm 纹路最小拉力80牛面料≥200g/m2 或者紧身服装,拉开3mm 纹路最小拉力120牛ONLY物理测试要求-------里料做为合同的附页,具有同合同相同的法律效率。
针织服装质量检验标准
针织服装作为人们日常生活中常见的服饰,其质量直接关系到穿着者的舒适度
和外观效果。
因此,对针织服装的质量检验标准显得尤为重要。
下面将从面料、裁剪、缝制、成衣整烫等方面介绍针织服装的质量检验标准。
一、面料。
1. 面料的色牢度,应检查针织服装面料的色牢度,避免出现褪色、掉色等问题。
2. 面料的牢度,应检查针织服装面料的牢度,包括干摩擦牢度、湿摩擦牢度等,以确保服装在穿着和清洗过程中不易出现起球、起毛等现象。
3. 面料的弹性,应检查针织服装面料的弹性,以确保服装的舒适度和延展性。
二、裁剪。
1. 尺寸的准确性,应检查针织服装的尺寸准确性,包括身长、袖长、肩宽、胸
围等,避免出现尺寸不合身的问题。
2. 印花、绣花的位置准确性,应检查针织服装上印花、绣花的位置准确性,避
免出现偏移、歪斜等现象。
三、缝制。
1. 线迹的牢固度,应检查针织服装的线迹牢固度,避免出现线头、跳线等问题。
2. 线迹的整洁度,应检查针织服装的线迹整洁度,避免出现线头、断头、漏线
等现象。
3. 线迹的平整度,应检查针织服装的线迹平整度,避免出现拗皱、卷边等问题。
四、成衣整烫。
1. 成衣的整烫效果,应检查针织服装的整烫效果,避免出现褶皱、翘边等现象。
2. 成衣的包装,应检查针织服装的包装,避免出现污渍、破损等问题。
以上就是针织服装质量检验标准的相关内容,通过对面料、裁剪、缝制、成衣整烫等方面的检验,可以确保针织服装的质量达到标准要求,为消费者提供优质的服装产品。
纺织品起毛起球的解决方案纤维原料选择在进行纺织品设计时,要依照成品的最终用途进行原料选择,在符合设计要求的前提下,选择不易起毛起球的纤维材料。
在涤纶纤维大分子中引入第三单体能够制造抗起球纤维,如加入第三单体聚乙二醇、聚丙二醇、邻位或间位苯二甲酸、脂肪族二元酸共聚可取得抗起球纤维,可制成专门好的西服面料,也可作运动衣、便服、衬衫、床上用品和装饰用品等;通过制造强力较低的涤纶或异形截面丝也能够给予涤纶纤维抗起毛起球的成效。
另外,在进行纺纱之前合理配棉,综合考虑纤维的细度、长度、卷曲度等各项因素,合理把握配棉比例,也能够减少织物的起毛起球。
改善纺纱织造工艺纱线采纳喷气纺的抗起毛起球性能要比环锭纺好。
环锭纺纱,较长的纤维偏向于集中在纱线中间,而较短的那么在外侧,从而致使起球。
在精梳之前的工序,对棉花或棉条进行充分的梳理,减少棉花或棉条中的杂质和棉通过操纵纱线支数、纱线捻度,改变织物组织结构,提高紧密度等等来提高织物的抗起毛起球性能,有必然成效,但织物手感、外观等会受阻碍。
棉织物烧毛和生物抛光,生物抛光是一种用纤维素酶改善棉织物表面的整理工艺,以达到持久的抗起毛起球性并增加织物的光洁度和柔软度的目的。
生物抛光是去除从纱线表面伸出的细微纤维。
酶的水解和机械的冲击一起去除织物表面的毛绒和纤维的末梢,使织物组织变得更清楚,色泽更敞亮,运用生物抛光降低织物起毛起球趋势的成效持久。
树脂整理,关于棉织物的抗起毛起球,可要紧采纳生物抛光,有时能够结合烧毛和树脂整理,但烧毛不耐久,重在治表,树脂整理会阻碍织物手感。
羊毛织物氧化法氧化法的机理是采纳各类氧化剂结合树脂,剥除羊毛纤维表面的鳞片,去除定向摩擦效应,加上树脂整理,操纵纤维向外滑移。
该种方式的缺点是假设操纵不妥,纤维强力损失过量,因此要紧应用于羊毛纤维。
还原法还原法的机理与氧化法类似,只是通过还原剂来达到目的。
氯化法氯化法又称为氯氧化法,实质上是氯化与氧化反映一起作用的结果,其中氧化反映起关键作用。
![GBT4802.1与GBT4802.2在不同种类机织物检测中的应用探讨[权威资料]](https://uimg.taocdn.com/71605ff40875f46527d3240c844769eae109a35f.webp)
GB/T 4802.1与GB/T 4802.2在不同种类机织物检测中的应用探讨本文档格式为WORD,感谢你的阅读。
摘要:本文通过对日常机织物采用GB/T 4802.1与GB/T 4802.2两种试验方法进行起毛起球性能的测试并评定其结果差异,得出GB/T 4802.2 在机织物本身作为磨料,负荷质量为(415±2)g,摩擦次数为125次时,可以替换GB/T 4802.1;通过对麻类机织物采用GB/T 4802.1与GB/T 4802.2两种试验方法进行起毛起球性能的测试并评定其结果差异,得出GB/T 4802.1中参数类别D(压力490cN,起毛10次,起球50次)更适合麻类织物。
关键词:机织物;起毛起球;检测方法;标准;探讨1 引言织物起毛起球现象是指织物在服用过程中,不断受到各种外力的作用,使织物表面的绒毛或单丝逐渐被拉出,当毛茸的高度和密度达到一定值时,外力摩擦的继续作用使毛茸纠缠成球并凸起在织物表面[1]。
织物表面的毛球不仅影响织物的外观,而且对织物的穿着舒适性也造成一定的影响。
因此,织物起毛起球性能是生产和贸易中一项测试织物质量的重要指标[2]。
目前,织物起毛起球性能测试的标准有GB/T 4802.1―2008《织物起毛起球性能的测定第1部分:圆轨迹法》[3]、GB/T 4802.2―2008《织物起毛起球性能的测定第2部分:改型马丁代尔法》[4]、GB/T 4802.3―2008《织物起毛起球性能的测定第3部分:起球箱法》[5]和GB/T 4802.4―2008《织物起毛起球性能的测定第4部分:随机翻滚法》[6]共四项标准,且我国大多数机织物产品标准中起毛起球性能的测试方法采用的是GB/T 4802.1与GB/T 4802.2两项标准。
本文通过探讨研究不同种类机织物分别在GB/T 4802.1与GB/T 4802.2两种试验方法下进行起毛起球性能的测试并评定其结果的差异,比较两种方法能否互换;通过对GB/T 4802.1与GB/T 4802.2两种试验方法的试验参数逐一进行试验,对麻类机织物测试起毛起球和评定其结果的差异,看哪种参数类别更适合麻类机织物。
织物起毛起球仪测试标准在现实生活中,经常会遇到服装产品穿着及护理过程中出现的起毛起球现象,严重影响服装外观,由此引发的消费者投诉、退货,不但给消费者造成了麻烦,也影响了商家的信誉。
起毛起球是在服装质量中的投诉比例非常高的项目,不同的消费者对起毛起球的可接受程度有不同的理解,同样的服装被不同的人穿也会产生明显不同的起毛起球效果,甚至一些起毛起球指标合格的产品也会出现严重的起毛起球现象,不但消费者烦恼,服装厂商也困惑,起毛起球这个普通的检测项目却成为服装质量控制的难题。
一、起毛起球形成服装的起毛起球是指服装在穿着时受到机械摩擦作用,纤维露出织物表面形成起毛,继续摩擦后,纤维缠结继而成球的现象。
起毛起球是一项动态性能,起球速度经常随着穿着时间变化而变化。
影响起毛起球的因素很多,包括纤维种类、纤维细度、纱线捻度、组织结构、面料风格、整理工艺、穿着习惯等等。
由于影响起毛起球的多因素性,目前还没有一个统一的检测方法能准确反应出不同面料在使用过程中的起球倾向性,此外,服装面料起毛起球性能又和手感、穿着舒适度等存在一定的矛盾,很多时候为了追求手感、舒适而牺牲起毛起球性能,这些都为服装的起毛起球质量控制带来难度。
二、起毛起球标准目前常用的起毛起球检测方法包括圆轨迹法、起球箱法、马丁代尔法、随机翻滚法。
这四种方法分别采用不同的设备,按照不同的原理,有针对性的对不同面料的起毛起球性能进行测试,涉及的检测方法标准、原理、应用范围见表1。
三、产品标准产品标准是指对某类产品结构、规格、质量和检验方法所做的技术规定。
对于服装产品来说,中国制定的国家及行业层面的产品标准最多,几乎包含常用的各类服装,而欧美日等发达国家则很少,或几乎没有,都是各买家或商家制定的符合自身要求的企业标准。
另外还有一些知名组织机构,如国际羊毛局(IWS)、美国材料与实验协会(ASTM)等,也会制定一些服装及面料方面的产品标准,但同他们制定的方法标准来比较,产品标准比例很小。
面料检验判定标准第A版受控状态编制:审核:批准:为有效控制面料检测力度,将根据国家标准对面料质量的需求,使公司产品达到国家指定性产品质量,公司将严格按照质量管理体系实施,经技术/品质管理研究决定,现按国家面料检验标准为依据,制定面料检验判定标准具体条款如下:1、目的:1.1、规范面料检验操作程序;1.2、提供面料检验依据,有效控制入库面料质量;2、检验范围:规定面料的外在质量及理化检测标准;3、工作程序和操作流程:3.13.2.1、外观质量实行目视全检;3.2.2、面料理化需初步由供方提供,公司根据条件实行监督抽查包含送外检; 3.3、各种面料外观严重瑕疵种类:3.3.1、平织布的重大瑕疵有:粗节、破洞、漏纱、显著横路、断纱、污渍纱、稀纱、色差等;3.3.2、针织布的重大瑕疵有:错经、横路、漏针、直条针路、横条、粗节、破洞、脱套等;3.3.3、印染布重大瑕疵有:脱版、色斑、色档、色差、色花、颜色污迹、色条痕等;3.4、各类面料理化检验种类:3.4.1、理化要求:3.4.1.1、面料干洗、水洗、干湿摩擦、耐汗渍等沾色、变色牢度以及日晒变色牢度;3.4.1.2、面料要符合服装强制性安全标准要求:A、禁用可分解芳香胺染料;B、甲醛含量;C、PH值要求;D、无异味;E、色牢度参3.4.1.1要求;3.4.1.3、起毛起球要求;3.4.1.4、缩率要求;3.4.1.5、扭曲度测试;3.4.1.6、纰裂及强度要求;3.4.1.7、成份含量分析;3.4.2、外观要求:3.4.2.1、面料规格要求:幅宽、纱线细度、克重、组织结构;3.4.2.2、色差情况;3.4.2.3、格子是否有大小经纬斜要求;3.4.2.4、疵点项要求;3.4.3、其他要求:3.4..3.1、及氯漂可行性、耐酸碱程度和特殊服装耐火要求;3.4.3.2、特殊产品符合性检测;棉衣跑棉、羽绒钻绒情况检测3.4.3.3、钩纱、车缝针洞、印花面料翻色等服装生产和使用易出问题项检测;4、面料外观验收具体规定:4.1、验收的面料疵点分布如下:合格点数:每百米面料疵点数在20个以内,即为合格产品,超出此范围的;让步接收,面料质量问题超出标准10%内,要求与供应商协调达成一致索赔金额,供应商同意,接收;超出10%以外的退货处理;疵点在20个疵点中允许出现2个;长度在10cm以上及断头每百米允许2个;4.2、面料幅宽限差:4.2.1、针织面料:每匹内幅宽限差±1.5㎝;整批布料幅宽限差为±2.5㎝;4.2.2、梭织面料:每匹内幅宽限差±1㎝;整批布料幅宽限差为-1,+6㎝;4.3、面料纬斜规定按幅宽对折计纬斜尺寸:4.3.1、色织格子面料纬斜限1.5㎝以内;印花格子面料纬斜限4cm以内;4.3.2、针织类面料纬斜外观不明显的限10cm以内; 外观明显的限4cm以内;4.3.3、单色雪纺类面料纬斜限8cm以内;4.3.4、定位花面料纬斜限差按4.3.1格子面料要求;4.3.5、梭织常规面料纬斜限2.5cm以内,5、检验程序及判定标准:5.1、确定受检数量;5.2、选择收检卷数;5.3、将布卷置于检验机器或其它观察装置上;5.4、剪下一块全幅宽20㎝的布条,标注记号,使检验人员可以看出左右边,再用此布条在布卷的中间以及另一端检核一次,便于检查左右上下是否有染色不良;5.5、采用慢速行走法可查出瑕疵的速率,从而目测检验各种瑕疵;5.6、核对布卷数是否与布料原厂家所述相符;5.7、检查到位各卷幅宽是否一致;5.8、检查织物是否有纬斜、偏位及弓纬等瑕疵;5.9、将瑕疵登记在表格上,报仓库主管签署确认意见;6、织物瑕疵的判定:6.1、重大瑕疵的定义及判定:重大瑕疵是指在成品上甚为显著,致使其变为次级品的瑕疵;次级品指具有显著瑕疵,会影响其产品的外观效果和销售情况;6.2、轻微瑕疵的定义及判定:轻微瑕疵是指因为程度或位置关系而不至让产品变为次级品的瑕疵;6.3、在裁剪前验布时须将有瑕疵问题的面料先列为重大瑕疵;7、织物瑕疵的分类、成因及严重程度:7.1、平织物瑕疵的分类、成因及说明:7.1.1、粒结:粗节或过多的纱线织入织物内,常用去结工具修整,往往会在织物上留下一个开松之处;按其实际情况可分为严重瑕疵或一般瑕疵;7.1.2、另经抽丝:某种异常限制逐渐施加的过度织机拉力所造成,当限制解除时,过度的空隙即会织入织物内,通常经纱会断裂;按其实际情况可分为严重瑕疵或一般瑕疵;7-1-3、部分缺陷:无梭织机的纬纱档不能稳位纬纱,致使纬纱在被纺织时无拉力所造成,纬纱常常会“扭结”,有些部位也可能断纱;按其实际情况可分为严重瑕疵或一般瑕疵;7.1.4、断纱:纱线断裂而织机仍在连续运转所致,此为稀弄瑕疵;按其实际情况可分为严重瑕疵或一般瑕疵;7.1.5、飞花:通常是由纺纱过程所造成,纺入另一批纱线中的细小织缝,往往是因缺乏防污措施所造成;通常属轻微瑕疵,但尺寸或色污程度严重时,也可能变成重大瑕疵;7.1.6、落综档害:一般织机上的另线皮带断裂所致,会使织纩组织起变化;按其实际情况可分为严重瑕疵或一般瑕疵;7.1.7、紧纱:梭子在半路上过多的纬纱带入织物中,此瑕疵条出现在布边;属重大或轻微瑕疵要端视切去的版纹组织离布边的远近而定;7.1.8、结箍:纱筒连接在一起所致,通常属轻微瑕疵;7.1.9、错经纱:不同纤维混纺的纱线被用在整经架上而使织物出现条痕,通常属一般瑕疵;7.1.10、错纬:轻重量纱线或不同纤维混纺的筒紧纱用在维纱中所致,会出现明显的色纬档,属于较严重的瑕疵;7.1.11、箍节:箍片弯曲促使经纱分离而露出纬纱所致;经轴及梭如用不同色的纱线时,会在织物上明显看出;此类属于严重瑕疵;7.1.12、粗节:通常是因多的纱线被织入织物中所致,纱线中如有较厚部位也可能引起,经常是在纺纱过程中将飞花纺入纺线中所造成;按其实际情况可分为严重瑕疵或一般瑕疵;7.1.13、轧梭:由若干经过修补的断裂经纱所致,按其实际情况可分为严重瑕疵或一般瑕疵;7.1.14、污经或污纬:经纱或卷装染色纱线上出现油污状的斑点;按其实际情况可分为严重瑕疵或一般瑕疵;7.1.15、停车档:织机停动时,纱线因为拉力关系而伸长,等织机再次起动时,松隙即被织入织物中,可视为重轻微瑕疵;7.1.16、稀弄:往往是因纬纱断裂而在作业员发现之前织机仍连续运转所致,按其实际情况可分为严重瑕疵或一般瑕疵;7.2、针织物瑕疵的分类、成因及说明:7.2.1、纬档:环形针织物一把纱圈系统上的纱线混入针织机中所致,织物会出现横条;通常属重大瑕疵;7.2.2、鸟眼:故障针无意间弄成的平行条,通常是成网条并排的双形针路,视其具体情况可分为重大或轻微瑕疵;针织物时则为横向圈横成弓形,建立认可标准:对条纹或格子织物而言此点甚为重要,对单色织物而言则不是很重要;7.2.3、脱浆:印花机器浆槽内的色料不足所致,视其具体情况可分为重大或轻微瑕疵;7-2-4、拖浆:印花机时印色受污所致,视其具体情况可分为重大或轻微瑕疵;7.2.5、折痕:与皱折条花瑕疵不同,后者可能会在整卷布上出现条花,折痕是指织物在整理加工过程中折叠所致,如起毛织物,最后的压呢工作可能无法使织物恢复原状,常有褪色的问题,视其具体情况可分为重大或轻微瑕疵;7.2.6、皱折条花:管状针织物在深色加工过程中皱折的织物通过压浆拉所致,视其具体情况可分为重大或轻微瑕疵若在时装上通常为重大瑕疵,在内上则属轻微瑕疵;7.2.7、印花干条:弯折腾或受损的刮刀未予适当的清理所致,在操作人员发现以前,常会造成一条长长的条痕,视其具体情况可分为重大或轻微7.2.8、双色:印花时印色不均所致,视其具体情况可分为重大或轻微瑕疵;7.2.9、针孔:加工递过拉幅机时,由固定织物之针沿着布边造成的针孔,严重与否视针孔伸入布体的深度而定,在成品上有可能用肉眼看出;7.2.10、印花横停机:印花横停机所致,染料将会沿着整幅织物污染,属于严重瑕疵;7.2.11、脱版:各印花拉未正确同步动作所致,各种花色未在正确位置,视其具体情况可分为重大或轻微瑕疵;7.2.12、褶边:常因整理加工时拉伸布边或在防缩加工过程因湿润度不均所致,视其具体情况可分为重大或轻微瑕疵;7.2.13、防缩皱痕:防缩整理时因湿润不均所致,通常是起因于喷头有瑕疵;织物铺在裁剪台时,会显出波纹或起皱;在罗拉拉紧情况下用检验机检验该织物时,或许看不到这类问题;视其具体情况可分为重大或轻微瑕疵;7.2.14、褶皱脱印:织物通过印花机时打折或起皱所致,有些地方会印不到,属严重瑕疵;7.2.15、破边:通常是因为通过拉伸机时拉力过度所致,属严重瑕疵;7.2.16、水渍:通常是因为让湿的织物在干燥前维持太久所致,颜色斜挥散而留下斑渍,属严重瑕疵;8、理化判定标准:8.1、色牢度要求:8.1.1、服装单色产品的面料各项常规沾色/变色色牢度要达到3级及以上,8.1.2、服装撞色产品与非白色面料相撞的面料各项常规沾色/变色色牢度达到3--4级及以上,8.1.3、服装撞色产品与白色面料相撞及白底印花面料各项常规沾色/变色色牢度要达到4级及以上;8.2、PH值要求:8.2.1、B类产品夏装及贴身穿产品要求为4.0-7.5;8.2.2、C类产品外套类非贴身穿产品要求为4.0-9.0;8.3.1、B类产品夏装及贴身穿产品要求为小于75mg/kg;8.3.2、C类产品外套类非贴身穿产品要求为小于300mg/kg;8.4、面料经纬纱向扭曲率≤2.5%;8.5、梭织面料出现滑移现象,需经技术及计划部门判定是否接收生产;8.6、针织、梭织面料起毛起球要求达到3—4级及以上;8.7、面料纰裂要达到≤0.6CM;对棉袄和皮革等特殊类型的款式,需按内部标准作首件样衣检测,并对材料进行与款式相结合的性能检测.如防止跑棉等检测8.8、缩率:按抽检检测平均值计包含自然回缩缩率、汽缩缩率和水洗缩率:8.8.1、针织面料缩率:经-6CM,纬-6CM以内可接收;经-10CM,纬-10CM及以内与供应商协商可让步接收;经纬各超出-10CM做退货处理;8.8.2:梭织面料缩率:经-3CM,纬-3CM以内可接收;弹力面料经-7CM,纬-7CM及以内与供应商协商可让步接收成衣允差值;经纬各超出-7CM做退货处理;8.9、牛仔面料、水洗棉等较特殊品种或面料按国家及行业规定标准判定;附录:让步接收办法:1、标质量损耗推算方法外观质量问题:A、疵点0.5-1cm以内计算损耗:衣长折中为60cm,裁片宽为35cm,60cm÷3片面料幅宽可裁片数=每个疵点增加20cm用料;长裤110cm÷4片面料幅宽可裁片数=每个疵点增加27.5cm;风衣,长裙130cm÷3片面料幅宽可裁片数=每个疵点增加43cm;短裙60cm÷3片面料幅宽可裁片数=每个疵点增加20cm;B、疵点3-10cm直径×损耗2倍,10cm以上及接断头×4倍,以此类推;例:100m面料中在0.5-1cm内有10个疵点,3-10cm内有5个疵点,10cm以上及断头4个;则0.5-1cm内超出规定疵点5个上衣20cm×5,3-10cm内超出规定疵点2个上衣20cm×2×2倍,10cm以上及断头超出2个疵点上衣20cm×2×4倍,共计340cm损耗面料,排面料损耗另计约需220cm,共需赔560cm,按100米计损耗率达到5.6%;C、对超标疵点的面料,公司实行裁片全检×面料损耗的1.5倍为人工费用;2、布边过紧:剪除布边能使布边平整,因此而增加的损耗由供方承担;3、色牢度让步接收范围:经核实单组面料只做一个款,且此款无其它配料时,客户负责人签字后,可让步接收,接收沾色牢度限2.5级及以上;部分可选择先固色后生产,固色所产生的费用由面料供应商承担;4、起毛起球让步接收范围:核对面料起毛起球3级在款式摩擦较少部位生产时,客户负责签字后,可让步接收;5:缩率:让步接收范围内:经纬向超出量累计计索赔数量,超1%按索赔1%计;例:A针织面料经检测缩率为经-8%,纬-9%,计算索赔为:8-6+9-6=5,按索赔5%计;。
起毛起球标准起毛起球是指织物表面出现毛发或球状纤维,给人造成不美观的感觉。
在纺织品生产中,起毛起球是一个常见的问题,也是影响产品质量的重要因素。
因此,制定起毛起球标准对于纺织品行业至关重要。
首先,起毛起球标准应当明确纺织品的等级划分。
根据纺织品的用途和材质特性,可以将纺织品分为不同的等级,对于不同等级的纺织品,其起毛起球标准也应有所区别。
比如,对于高档的羊毛大衣,其起毛起球标准应当更加严格,而对于日常生活中的T恤衫等休闲服装,其标准可以适当放宽。
其次,起毛起球标准应当明确起毛起球的评定方法。
对于不同材质的纺织品,其起毛起球的评定方法也会有所不同。
一般来说,可以通过肉眼观察和手感摸索的方式来评定起毛起球的情况。
此外,还可以借助专业的测试仪器来进行定量评定,从而更加客观地判断起毛起球的程度。
另外,起毛起球标准还应当明确起毛起球的允许范围。
在制定标准时,需要明确规定不同等级的纺织品对于起毛起球的允许程度。
比如,可以规定在一定面积内允许出现一定数量的毛发或球状纤维,同时也可以规定不同等级的纺织品对于起毛起球的允许次数。
最后,起毛起球标准应当明确起毛起球的改善措施。
一旦纺织品出现起毛起球的问题,需要有相应的改善措施来解决。
可以通过改变纺织品的材质、提高生产工艺水平、加强质量管理等方式来减少起毛起球的发生。
总的来说,起毛起球标准的制定对于纺织品行业具有重要意义。
通过明确纺织品的等级划分、起毛起球的评定方法、允许范围和改善措施,可以有效提高纺织品的质量,满足消费者对于优质纺织品的需求,促进纺织品行业的健康发展。
因此,各相关部门应当加强合作,共同制定和执行起毛起球标准,为纺织品行业的发展保驾护航。
1. 控制撕破强力,拉伸强力,接缝强力这些强力指标,还是从要原纱的强力上来控制。
碳磨,金刚磨,抓毛,抗绉等特殊整理都会对强力指标有一定的损伤,有一定幅度的降低,所以如果是做这些特殊整理的面料,一定要从用纱的强力上考虑、控制好。
另外,磨毛的轻重,抗绉配方也一定要控制好,因为一旦大货出来强力损伤太大,基本是无解的。
硅油,强力保护剂其实都不能保证所有大货的强力都能大幅度提高。
2. 所有色牢度的原始控制要从染化料上控制。
除了黑色,藏青等深色的色牢度会稍微差一点之外,另外如果颜色拼色中含有大红色和翠兰色,
也会比较差,色牢度要特别注意。
3. 针织面料还有一个胀破强力(Bursting Strength)的指标,通常要求是40磅。
4. 甲醛含量不能超过75PPM。
5. 面料成分测试,100%原料的,一定是100%,没有公差,混纺、交织的面料,允许+/-3%的公差,注意一定要在范围里,超出范围,一定要重测
或跟客人沟通确认,或者改洗标。
织物起毛起球性能导读织物的抗起毛起球性能是影响服装性能的一个重要因素,服装面料起毛起球后会严重影响织物的外观性能。
起毛起球的机理织物表面的纤维因摩擦作用会产生毛茸,毛茸间相互纠缠并加剧纤维的抽拔,纠缠越来越紧形成球粒,若强力不足以抗衡受到的力则会脱落,否则留在布面上。
起毛起球考核方法:国内标准主要涉及4种方法。
1、圆轨迹法(GB/T 4802.1-2008)方法概述:取直径为113mm的圆形试样,测试面朝外安装在夹头上,磨台有两种材质的磨料,其中织物与尼龙刷摩擦起毛,与标准织物磨料摩擦起球。
根据织物类型选择相应的试验参数,列表如下:摩擦后,在规定光照条件下对照视觉描述对样品进行评级,可评半级。
1级最差,5级最好。
2、改型马丁代尔法(GB/T 4802.2-2008)多用于床上用品的起球试验方法概述:在规定的压力下,圆形试样以李莎茹图形的轨迹与织物本身或标准羊毛磨料进行摩擦,试样能够绕与试样平面垂直的中心轴自由转动。
不同织物选用相应的参数:经规定的摩擦阶段后,采用视觉描述的方式评定等级。
可评半级,1级最差,5级最好。
3、起球箱法(GB/T 4802.3-2008 )多用于含毛织物或仿毛织物的起球试验。
方法概述:将试样安装在聚氨酯管上,在具有恒定转速、衬有软木的木箱内任意翻转。
在没有协议或规定的情况下,建议粗纺织物翻转7200转(即2小时),精纺织物翻转14400转(即4小时)。
经过规定的翻转次数后,对起毛和(或)起球性能进行视觉描述评定。
可评半级,1级最差,5级最好。
4、随机翻滚法(GB/T 4802.4-2009)方法概述:将沿经纬向45°裁剪的正方形试样用粘合剂封住边缘后放入铺有软木衬垫的随机翻滚式起球箱中,并填有少量灰色短棉的圆筒状试验仓中,受叶轮和气压的作用随意翻滚摩擦,摩擦的过程涉及到试样与试样之间的摩擦以及试样与衬垫的摩擦。
30分钟后,在规定光源条件下,对起毛起球性能进行视觉描述评定。