尺寸链计算例题及习题
- 格式:ppt
- 大小:469.00 KB
- 文档页数:18
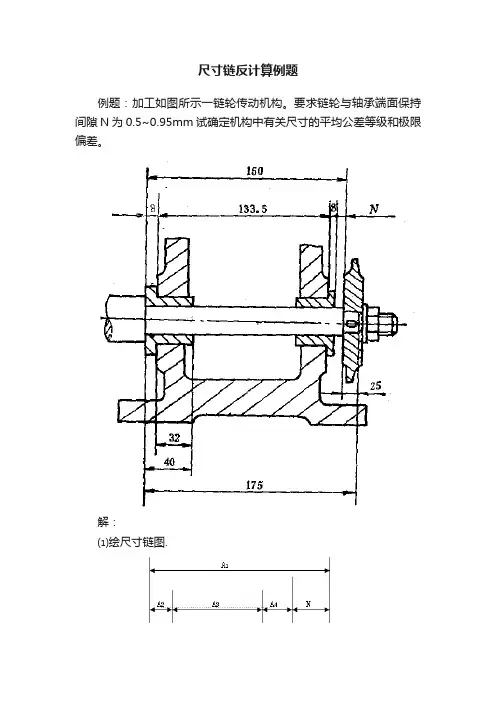
尺寸链反计算例题例题:加工如图所示一链轮传动机构。
要求链轮与轴承端面保持间隙N为0.5~0.95mm试确定机构中有关尺寸的平均公差等级和极限偏差。
解:⑴绘尺寸链图.(2)间隙N 装配后得到的,故为封闭环。
由尺寸链图中知:A1为增环、A2、A3、A4为减环。
总环数N=5(3)按平均公差法确定各组成环公差及偏差T平均=T N/N-1式中T N=(0.95-0.5)mm=0.45mmT平均=0.45/(5-1)=0.1125mm根据加工难易程度及基本尺寸大小,分配各环公差为T1=0.15mm T2=0.07mm T3=0.15mm为满足公式TN=T1+T2+T3+T4TN应进行计算:T4=TN-(T1+T2+T3)={0.45-(0.15+0.07+0.15)}mm=0.08mm 封闭环的基本尺寸及上、下偏差如下N=A1-(A2+A3+A4)={150-(8+133.5+8)}mm=0.5mmES N=N MAX-N=0.95-0.5=0.45mmEI N=N MIN-N=0.5-0.5=0为组成环公差带分布符合“向体内原则”,则按EI1=ES2=S3=ES4=0于是各组成环的尺寸为A1=150+0.150mm A2=8 0-0.07mm A3=133.5 0-0.15mm A4=8 0-0.08mm本题亦可按平均等级法确定各组成环公差及偏差。
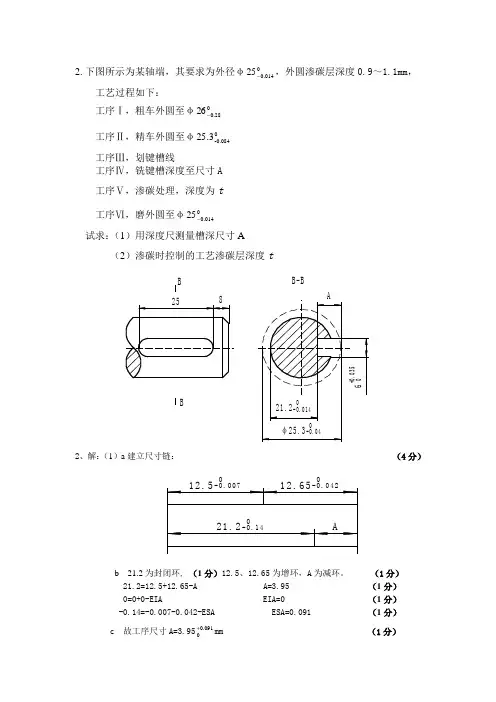
18.如图4-17所示齿轮内孔,加工工艺过程为:先粗镗孔至Ф84.8+0.070mm,插键槽后,再精镗孔尺寸至Ф85.00+0.036mm,并同时保证键槽深度尺寸87.90 +0.23mm,试求插键槽工序中的工序尺寸A及其误差。
18.解:据题意,加工最后形成的深度尺寸87.90+0.23 0㎜为封闭环尺寸,画尺寸链图(答案图4-2)。
根据公式计算计算工序尺寸A及公差、极限偏差。
由画箭头方法可判断出A、85+0.036 0mm为增环,84.8+0.07 0/2 mm为减环。
工艺尺寸链习题解(总5页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March工艺尺寸链习题解1、图示零件,在镗D= mm的内径后,再铣端面A,得到要求尺寸为 mm ,问工序尺寸B的基本尺寸及上、下偏差应为多少解:设计尺寸 mm,不便测量,是间接保证尺寸,为封闭环,建立尺寸链如图。
∵B0max =B2max+Bmax∴Bmax = B0max -B2max=540-(500+=40 (mm)又∵B0min =B2min+Bmin∴Bmin= B0min -B2min= - 500 = (mm)则:B=40 -0.35 mm 即B= -0.2 mmTI+T2=++==T0 (合格)答B的基本尺寸为-0.2 mm。
2、图示零件,成批生产时,用端面B定位加工表面A,以保证尺寸,试标注铣缺口时的工序尺寸及公差。
解:设计尺寸10为封闭环(间接保证),建立尺寸链如下:增环:A1、A3,减环:A2 。
∵A0max =A1max+A3max–A2min∴A3max = A0max– A1max +A2min=(10+ – (25++(60 )=45+(mm)又∵A0min =A1min+A3min- A2max∴A3min =A0min– A1min+ A2max =10–25+(60+=45+0.05mm答:铣缺口时的工序尺寸45为标注如下:3、下图为某零件的加工路线图。
工序1:粗车小端面外圆、肩面及端面;工序2:车大外圆及端面;工序3:精车小端外圆、肩面及端面。
试校核工序3精车端面的余量是否合适若余量不够应如何改进解:按工艺过程画初组成精车端面余量的尺寸链图,如下:Zmax= 52 + - - =1(mm)Zmin = + – 22 – 50 = - (mm)最小余量为负值,这是不允许的。
为保证加工质量,前工序尺寸(非设计尺寸)20.5、22或52适当放大些,以留有适当的余量。

第五章 工艺规程设计例1:图示零件,2面设计尺寸为 2522.00 +mm ,尺寸60012.0-mm 已经保证,现以1面定位用调整法精铣2面,试计算工序尺寸。
解:(1)建立尺寸链设计尺寸2522.00 +mm 是间接保证的,是封闭环,A 1(60012.0-mm )和A 2为组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i A A 2 = A 1-A 0=35ES 0=∑=mi i ES 1-∑-+=11n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=mi i EI 1-∑-+=11n m i i ES ES 2=EI 1-EI 0=-0.12则:工序尺寸A 2=3512.022.0--=34.88010.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链设计尺寸8±0.1是mm 是封闭环,A 1、A 2、A 3是组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i AA 1 = A 0-A 2+A 3=18ES 0=∑=m i i ES 1-∑-+=11n m i i EI ES 1=ES 0-ES 2+EI 3=0EI 0=∑=m i i EI 1-∑-+=11n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05则:测量尺寸A 1=180 05.0-=17.9505.00 + mm 。
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
保证键槽尺寸034 0436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0198.R .+)mm ; 2)插键槽至尺寸A 1;3)淬火(变形忽略不计);4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0436..+mm 两个设计尺寸的要求。
哈⼯⼤试题库及答案---尺⼨链习题哈⼯⼤试题库及答案---互换性与测量技术基础第四章尺⼨链⽬的要求:1、了解有关尺⼨链、封闭环、组成环等的基本概念2、掌握极值法解算尺⼨链重点:极值法难点:公差设计计算习题⼀、判断题(正确的打√,错误的打×)1.尺⼨链是指在机器装配或零件加过程中,由相互连接的尺⼨形成封闭的尺⼨组。
()2.当组成尺⼨链的尺⼨较多时,⼀条尺⼨链中封闭环可以有两个或两个以上。
()3.在装配尺⼨链中,封闭环是在装配过程中形成的⼀环。
()4.在装配尺⼨链中,每个独⽴尺⼨的偏差都将影响装配精度。
()5.在确定⼯艺尺⼨链中的封闭环时,要根据零件的⼯艺⽅案紧紧抓住“间接获得”的尺⼨这⼀要点。
()6.在⼯艺尺⼨链中,封闭环按加⼯顺序确定,加⼯顺序改变,封闭环也随之改变。
()7.封闭环常常是结构功能确定的装配精度或技术要求,如装配间隙、位置精度等。
()8.零件⼯艺尺⼨链⼀般选择最重要的环作封闭环。
()9.组成环是指尺⼨链中对封闭环没有影响的全部环。
()10.尺⼨链中,增环尺⼨增⼤,其它组成环尺⼨不变,封闭环尺⼨增⼤。
()11.封闭环基本尺⼨等于各组成基本尺⼨的代数和。
()12.封闭环的公差值⼀定⼤于任何⼀个组成环的公差值。
()13.尺⼨链封闭环公差值确定后,组成环越多,每⼀环分配的公差值就越⼤。
()14.封闭环的最⼩极限尺⼨时,封闭环获得最⼤极限尺⼨。
()15.当所有增环为最⼤极限尺⼨时,封闭环获得最⼤极限尺⼨。
()16.要提⾼封闭环的精确度,就要增⼤各组成环的公差值。
()17.要提⾼封闭环的精确度,在满⾜结构功能的前提下,就应尽量简化结构,即应遵循“最短尺⼨链原则”。
()18.封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和。
()19.尺⼨链的特点是它具有封闭性和制约性。
()20.⽤完全互换法解尺⼨链能保证零部件的完全互换性。
()⼆、选择题(将下列题⽬中所有正确的答案选择出来)1.如图4-1所⽰尺⼨链,属于增环的有____。
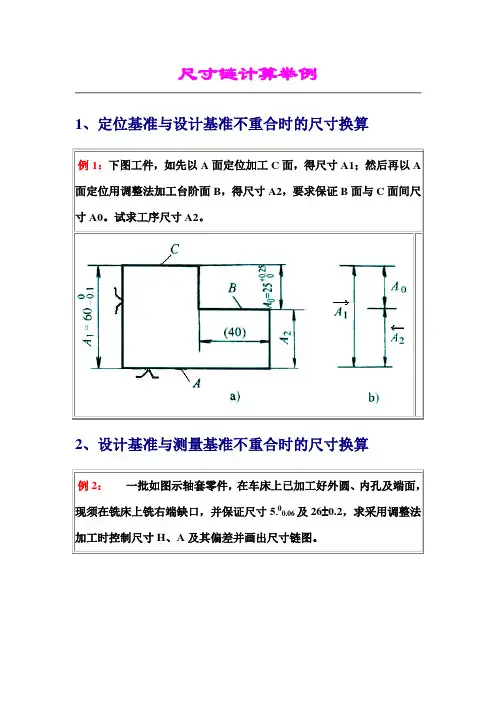
尺寸链计算举例1、定位基准与设计基准不重合时的尺寸换算例1:下图工件,如先以A面定位加工C面,得尺寸A1;然后再以A 面定位用调整法加工台阶面B,得尺寸A2,要求保证B面与C面间尺寸A0。
试求工序尺寸A2。
2、设计基准与测量基准不重合时的尺寸换算例2:一批如图示轴套零件,在车床上已加工好外圆、内孔及端面,现须在铣床上铣右端缺口,并保证尺寸5-00.06及26 0.2,求采用调整法加工时控制尺寸H、A及其偏差并画出尺寸链图。
3.多次加工工艺尺寸的尺寸链计算例3:如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工。
试求:①当以A面定位钻直径为φ10mm孔时的工序尺寸A1及其偏差(要求画出尺寸链图);②当以B面定位钻直径为φ10mm孔时的工序尺寸B1及其偏差。
4.保证渗碳、渗氮层深度的工艺尺寸链计算例4:一批小轴其部分工艺过程为:车外圆至φ20.6-00.04 mm,渗碳淬火,磨外圆至φ20-00.02 mm。
试计算保证淬火层深度为0.7~1.0mm 的渗碳工序的渗入深度。
解:根据题意可画出工序尺寸图(见上左图):(1)按工序要求画工艺尺寸链图:(见上右图)。
2)确定封闭环和组成环:由工艺要求可知,要保证的淬火层深度尺寸为封闭环,即尺寸链中的尺寸A0。
其它尺寸均为组成环。
用箭头法可确定出A1、A2为增环,A3为减环。
(3)根据工艺尺寸链的基本计算公式进行计算:因为:A0= A1+A2-A3所以:A1= A0+A3-A2(按入体偏差标注)故: A1= A0+A3-A2=1+10.3-10 =1.3又: ES0=ESp1+ESp2-EIq3则: ESp1= ES0-ESp2+EIq3 =0-0-0.02 =-0.02又: EI0=EIp1+EIp2-ESq3则: EIp1= EI0-EIp2+ESq3 =-0.3+0.01-0.02 =-0.04所以得渗碳工序的渗碳深度为:。
例题1图示零件加工时,图样要求保证尺寸10±0.1,但这一尺寸不便直接测量,要通过测量尺寸L来间接保证,试求工序尺寸L及其上、下偏差。
解:⑴画尺寸链图550-0.05L±0.054010±0.1图中:10±0.10-----------------封闭环。
40±0.05、L--------------增环。
55 0-0.05-------------------减环。
⑵根据定义计算:①∵ 10=(40+L)- 55∴工序尺寸L=10+55-40=25②∵ +0.10=(+0.05+ES L)-(-0.05)∴其上偏差ES L=+0.10-0.05-0.05=0③ ∵-0.10=(-0.05+EIL )-0 ∴其下偏差EIL=-0.10+0.05=-0.05答:工序尺寸及其上下偏差为25 0-0.05 。
例题2 如图所示零件,镗孔前表面A 、B 、C 已加工好。
镗孔时,为了使工件装夹方便,选择了A 面为定位基准,此时通过测量尺寸L 来间接保证20±0.15,试求工序尺寸L 及其上、下偏差。
-0.06解:⑴ 画尺寸链图100-0.06L50+0.1020±0.15图中:20±0.15------------封闭环L 、100-0.06------------增环 50+0.10----------- 减环⑵根据定义计算:①∵ 20=(10+L)- 50∴工序尺寸 L = 20+50–10=60②∵ +0.15=(0+ ES L)- 0∴其上偏差 ES L=+0.15③∵ -0.15=(-0.06+EI L)-(+0.10)∴其下偏差EI L=-0.15+0.10+0.06=+0.01答:工序尺寸及其上下偏差为60+0.15+0.01。
例题3 如图所示的箱体零件需要加工孔D,面底面A、孔B和孔C均已加工,各设计尺寸如图示。