设计流水线工件统计系统
- 格式:doc
- 大小:497.00 KB
- 文档页数:28

流水线平衡一、流水线的概念及其特征流水生产,又称为流水线,是指劳动对象按照一定的工艺路线,顺序地通过各个工作中心,并按照一定的生产速度(节拍)完成作业的连续重复生产的一种生产组织形成。
基本特征1、固定生产一种或少数几种产品(零件),其生产过程连续重复进行,最大限度地减少了制品的等候时间和设备的加工间歇时间。
2、工作中心的专业化程度很高,在流水线上,各个工作中心是按照产品工艺过程的顺序排列的。
在制品按单向运输路线移动,每个工作中心只固定完成一种或少数几种作业。
3、按照规定的节拍进行生产。
4、流水线上各工序的生产能力是平衡的、成比例的,即各道工序的工作中心(设备)数同各道工序单件作业时间的比例相同。
5、工艺过程是封闭的。
二、节拍所谓节拍,就是流水线上相继出产两件相同产品之间的时间间隔。
节拍是一种期量标准,是装配线组织和设计的重要数据,它决定了装配线的生产能力,以及生产的速度和效率。
确定节拍的依据是计划期的产量和有效工作时间。
三、保持流水线各工序之间平衡的条件(S、T、R关系)设流水线上各道工序的工作中心数分别为s1,s2,……,s m;各道工序的单件作业时间分别为t1,t2,……t m;流水线节拍为r。
为使流水线各工序之间保持平衡,必须是:t1 s1=t2s2=…=t m sm=r四、流水线的优越性及缺陷优越性:在流水生产条件下,生产过程的连续性、平等性、比例性、节奏性都很高,故流水线具有提高工作中心专业化水平、提高劳动生产率、降低产品成本、稳定产品质量,以及提高生产的自动化水平等。
缺陷:由于设备高度专用化,对产品的变化缺乏适应性;一旦流水线上某台设备发生故障,就可能导致整条线停工,系统的可靠性较差;从社会心理角度来看,流水线上的操作工人长时间重复简单而单调的操作,容易感到乏味、疲劳、对工作缺乏满足感。
所以如何充分发挥流水线的优越性和克服某缺陷,将是现代生产与作业管理面临的一个主要课题。
五、流水线的分类按生产对象的移动方式可以分为:1、固定流水线。

装配流水线的模拟控制一、实验目的1、用 PLC构成装配流水线的控制系统..2、了解移位寄存器指令在控制系统中的应用及编程方法..二、实验内容实验箱上框中的 A~H 表示动作输出用 LED 发光二极管模拟 ;下框中的A、B、C、D、E、F、G、H 插孔分别接主机的输出点..传送带共有十六个工位;工件从 1 号位装入;分别在 A操作 1 、B操作 2 、C操作 3三个工位完成三种装配操作;经最后一个工位后送入仓库;其它工位均用于传送工件..四、实验控制要求1、启动按钮SB1、复位按钮 SB2、移位按钮 SB3 均为常OFF..2、启动后;再按“移位”后;按以下规律显示:D→E→F→G→A→D→E→F→G→B →D→E→F→G→C→D→E→F→G→H→D→E→F→G→A……循环;D、E、F、G 分别用来传送的;A 是操作 1;B 是操作 2;C 是操作3;H 是仓库..3、时间间隔为 1S..五、实验步骤方法一:1、连线①按照以上的I/O分配表连接好主机上的输入输出点..②输出端 1L、2L、3L插孔均连到外接电源的 COM插孔..③输入端 1M 插孔连到外接电源的COM插孔..④实验区的+24V插孔连到外接电源的+24V插孔..2、程序中用到的主要指令定时器TON;移位寄存器SHRB..3、输入程序代码并对其解释说明梯形图注:说明中内数字代表网络号;如1代表网络1..说明:按下启动按钮SB1→线圈I0.01得电闭合→M0.02置位→M0.03得电并保持..此时;按下移位按钮SB3;使I0.23得电闭合→M0.13置位..复位说明:按下复位按钮SB2;I0.12→M10.02复位;即保持为失电..说明:移位按钮SB3按下后;I0.24得电闭合→M0.44置位→M0.44得电并保持→启动定时器T375;开始定时;1秒时T376闭合→M0.36得电→M0.35失电;定时器T375复位→M0.36失电→M0.35得电;再次启动定时器T375;1秒时T376闭合→M0.36得电→M0.35失电……一直循环;也就是5和6构成了一个1秒钟自复位定时器;每1秒输出一个持续时间位1个扫描周期的时钟脉冲;即T375每1秒闭合1个扫描周期→M0.36每1秒闭合1个扫描周期..说明:M0.36每1秒闭合1个扫描周期→M0.37也每1秒闭合1个扫描周期→移位寄存器SHRB7每1秒移位一次输入数据为M0.17;即1;M10.07表示移位寄存器的最低位;21表示移位寄存器的长度为21;且为左移→首次执行SHRB7将输入数据1移入M10.07中;并移出移位寄存器的最高位..移出的数据被放置在溢出内存位SM1.1中..复位说明:M10.02复位→M10.07为0;使得所以的位全部为0;即全为失电状态;因而流水线不会工作..说明:①第一次执行移位寄存器指令使M10.07的值为1→M10.08得电→M0.18复位→M0.17也复位;同时M10.09得电→线圈Q0.39得电闭合;D灯亮..②第六次执行移位寄存器指令使M10.59的值为1→线圈Q0.39得电闭合;D灯亮..③第十一次执行移位寄存器指令使M11.29的值为1→线圈Q0.39得电闭合;D灯亮..④第十六次执行移位寄存器指令使M11.79的值为1→线圈Q0.39得电闭合;D灯亮..说明:①第二次执行移位寄存器指令使M10.110的值为1→线圈Q0.410得电闭合;E灯亮..②第七次执行移位寄存器指令使M10.610的值为1→线圈Q0.410得电闭合;E灯亮..③第十二次执行移位寄存器指令使M11.310的值为1→线圈Q0.410得电闭合;E灯亮④第十七次执行移位寄存器指令使M12.010的值为1→线圈Q0.410得电闭合;E灯亮..说明:①第三次执行移位寄存器指令使M10.211的值为1→线圈Q0.511得电闭合;F灯亮..②第八次执行移位寄存器指令使M10.711的值为1→线圈Q0.511得电闭合;F灯亮..③第十三次执行移位寄存器指令使M11.411的值为1→线圈Q0.511得电闭合;F灯亮..④第十八次执行移位寄存器指令使M12.111的值为1→线圈Q0.511得电闭合;F灯亮..说明:①第四次执行移位寄存器指令使M10.312的值为1→线圈Q0.612得电闭合;G灯亮..②第九次执行移位寄存器指令使M11.012的值为1→线圈Q0.612得电闭合;G灯亮..③第十四次执行移位寄存器指令使M11.512的值为1→线圈Q0.612得电闭合;G灯亮..④第十九次执行移位寄存器指令使M12.212的值为1→线圈Q0.612得电闭合;G灯亮..说明:①第五次执行移位寄存器指令使M10.413的值为1→线圈Q0.013得电闭合;A灯亮..②第十次执行移位寄存器指令使M11.114的值为1→线圈Q0.114得电闭合;B灯亮..③第十五次执行移位寄存器指令使M11.615的值为1→线圈Q0.215得电闭合;C灯亮..说明:①第二十次执行移位寄存器指令使M12.316的值为1→线圈Q0.716得电闭合;H灯亮..②第二十一次执行移位寄存器指令使M12.417的值为1→M0.117置位;移位寄存器进入下一次循环..4、调试运行程序5、实验结果与预期一样;符合控制要求..方法二:1、接线同方法一2、程序中用到的指令双字传送指令MOV_DW;定时器TON;双字左移指令SHL_DW..3、输入程序代码并对其解释说明梯形图说明:按下启动按钮SB1→线圈I0.01得电闭合→M0.02置位→M0.03得电并保持..此时;按下移位按钮SB3;使I0.23得电闭合→M0.13置位..复位说明:按下复位按钮SB2;I0.12→M10.02复位;即保持为失电..说明:①移位按钮SB3按下后;I0.24得电闭合→执行传送指令MOV_DW4;将立即数21传送给MD10;对MD10进行初始化;即MD10=00000001..与此同时;同方法一;5和6构成了一个1秒钟自复位定时器;每1秒输出一个持续时间位1个扫描周期的时钟脉冲;即T375每1秒闭合1个扫描周期→M0.36每1秒闭合1个扫描周期..②第二十一次执行双字左移指令使M11.44的值为1→进入下一次循环..说明:M0.36每1秒闭合1个扫描周期→M0.37也每1秒闭合1个扫描周期→字左移指令SHL_DW7每1秒移位一次→第一次移位使M13.08为1..说明:①第一次执行双字左移指令使M13.08为1;即M13.0得电→线圈Q0.38得电闭合;D灯亮..②第六次执行双字左移指令使M13.58的值为1→线圈Q0.38得电闭合;D灯亮..③第十一次执行双字左移指令使M12.28的值为1→线圈Q0.38得电闭合;D灯亮..④第十六次执行双字左移指令使M12.78的值为1→线圈Q0.38得电闭合;D灯亮..说明:①第二次执行双字左移指令使M13.19的值为1→线圈Q0.49得电闭合;E 灯亮..②第七次执行双字左移指令使M13.69的值为1→线圈Q0.49得电闭合;E 灯亮..③第十二次执行双字左移指令使M12.39的值为1→线圈Q0.49得电闭合;E灯亮④第十七次执行双字左移指令使M11.09的值为1→线圈Q0.49得电闭合;E灯亮..说明:①第三次执行双字左移指令使M13.210的值为1→线圈Q0.510得电闭合;F 灯亮..②第八次执行双字左移指令使M13.710的值为1→线圈Q0.510得电闭合;F灯亮..③第十三次执行双字左移指令使M12.410的值为1→线圈Q0.510得电闭合;F灯亮..④第十八次执行双字左移指令使M11.110的值为1→线圈Q0.510得电闭合;F灯亮..说明:①第四次执行双字左移指令使M13.311的值为1→线圈Q0.611得电闭合;G 灯亮..②第九次执行双字左移指令使M12.011的值为1→线圈Q0.611得电闭合;G灯亮..③第十四次执行双字左移指令使M12.511的值为1→线圈Q0.611得电闭合;G灯亮..④第十九次执行双字左移指令使M11.211的值为1→线圈Q0.611得电闭合;G灯亮..说明:①第五次执行双字左移指令使M13.412的值为1→线圈Q0.012得电闭合;A 灯亮..②第十次执行双字左移指令使M12.113的值为1→线圈Q0.113得电闭合;B灯亮..③第十五次执行双字左移指令使M12.614的值为1→线圈Q0.214得电闭合;C灯亮..说明:第二十次执行双字左移指令使M11.315的值为1→线圈Q0.715得电闭合;H 灯亮..4、调试运行程序5、实验结果与预期一样;符合控制要求..1、接线同方法一2、程序中用到的指令3、输入程序代码并对其解释说明梯形图4、调试运行程序5、实验结果与预期一样;符合控制要求..四组抢答器设计一、实验目的1、用PLC设计一个功能齐全的抢答器..2、掌握定时器的基本方法..3、掌握PLC 构成数码显示控制系统的设计方法 ..4、掌握赋值指令的既不让你用法..5、掌握利用移位指令构成循环控制的方法..二、实验内容运用所学知识设计一个带有主持人;复位;时间限制;几号选手抢答成功数码管显示的四组抢答器..四、实验控制要求1、开始抢答按钮SB9、复位按钮 SB8常为OFF..2、主持人按下开始抢答按钮SB9;数码管显示开始倒计时;选手开始抢答;若10秒内某位选手抢答成功;那么他所对应的抢答成功指示灯亮;同时数码管倒计时结束;数码管显示成功抢答选手号数;其他选手不能再抢答;直到主持人宣布下一轮抢答开始;并按下抢答开始按钮为止;若10秒都没人抢答;数码管倒计时到0;超时警告指示灯闪烁;四位选手均不能再不抢答;即使按下抢答按钮也无效;直到主持人宣布下一轮抢答开始;并按下抢答开始按钮..4、主持人按下复位按钮;四位选手均不能抢答;即使按下抢答按钮也是无效的只有主持人宣布开始;并按下开始抢答按钮后;选手才可抢答..5、抢答限时时间为10秒;主持人按下抢答按钮开始;数码管从9倒计时到0;抢答时间到并发出警告..五、实验步骤方法一:1、连线①按照以上的I/O分配表连接好主机上的输入输出点..②输出端 1L、2L、3L插孔均连到外接电源的 COM插孔..③输入端 1M 插孔连到外接电源的COM插孔..④数码管的COM插孔连到外接电源的COM插孔..⑤实验区的+24V插孔连到外接电源的+24V插孔..2、程序中用到的主要指令双字传送指令MOV_DW;定时器TON;双字左移指令SHL_DW3、输入程序代码并对其解释说明梯形图注:说明中内数字代表网络号;如1代表网络1..说明:主持人宣布抢答开始并按下抢答开始按钮SB9后→I0.59得电→Q0.59得电闭合→Q0.51也得电闭合..此时;四位选手可按下对应按钮开始抢答..若1号抢答成功→I0.01得电Q1.51已得电;Q0.01得电并自锁使其保持;同时与其他选手互锁;即使此时其他选手按下抢答按钮也无效;并将结果存储到M0.01中;L1灯亮;若2号抢答成功→I0.12得电Q1.51已得电;Q0.12得电并自锁使其保持;同时与其他选手互锁;即使此时其他选手按下抢答按钮也无效;并将结果存储到M0.02中;L2灯亮;若3号抢答成功→I0.23得电Q1.51已得电;Q0.23得电;并自锁使其保持;同时与其他选手互锁;即使此时其他选手按下抢答按钮也无效;并将结果存储到M0.23中;L3灯亮;若4号抢答成功→I0.33得电Q1.51已得电;Q0.34得电并自锁使其保持;同时与其他选手互锁;即使此时其他选手按下抢答按钮也无效;并将结果存储到M0.34中;L4灯亮..说明:四位选手任意一位抢答成功;立刻让M10.05开始的32位置0..说明:主持人按下复位按钮SB8;I0.46得电→Q0.4得电闭合→复位指示灯L8亮;同时使M10.06开始的32位置0..说明:SM0.1初次扫描为1;此网络用于对MD107开始的32为地址初始化全部为0..说明:主持人按下开始抢答按钮SB9;I0.58得电;把1赋给MD10..说明:主持人按下开始抢答按钮SB9;I0.59得电→启动限时定时器T379;定时为10秒;同时Q1.59得电闭合;开始抢答指示灯L9亮..当复位按钮SB8按下时; Q1.59得电闭合;开始抢答指示灯L9灭;复位..说明:Q1.510得电闭合时;将其存储到M0.5中..说明:M0.510为1;即主持人宣布开始抢答→M0.511也为1;启动定时器T3811;定时为1秒..说明:T3811定时时间到→T3812打开并存储到M0.412;同时双字左移指令XHL_DW12开始执行..同时;M0.411失电→T3811复位→T3812失电→M0.412失电→T3811复位……一直循环;也就是构成了一个1秒钟自复位定时器;每1秒输出一个持续时间位1个扫描周期的时钟脉冲;即T3811每1秒闭合1个扫描周期→M0.412每1秒闭合1个扫描周期..说明:限时定时器T379定时到10秒时;T3713闭合;并将结果存储到M1.0;与四位选手抢答成功线圈互锁..说明:限时到10秒时;M1.014得电闭合;通过SM0.514输出到Q1.614;使超时警告等L8闪烁..说明:网络18到网络21是数码管显示情况;当某位选手抢答成功时显示对应的选手号;具体显示方法是点亮数码管对应的段;如:1号选手抢答成功;显示1;需要点亮数码管的B段和C段;即使Q0.6和Q0.7得电即可;主持人宣布开始抢;还没有选手抢答;数码管需显示倒计时数字;同样的方法;需要点亮数字几;就将其是对应的段都点亮;如:显示9;需点亮A、B、C、D、F、G段;只需让Q0.6 、Q0.7、Q1.1、Q1.2、Q1.4、Q1.5得电即可;所不同的是每隔1秒要显示当前显示数字减1的数;这个是通过1秒自复位定时器T3811和双字左移指令SHL_DW完成的;每隔1秒通过双字左移指令SHL_DW使MD10开始的32位地址得到新的值;也就对应点亮数码管不同的段;达到显示的目的..4、调试运行程序5、实验结果与预期一样;符合控制要求..。


物料搬运机械手系统PLC 编程设计课程名称:可编程控制器原理及应用 任课教师:冯治国老师 班级:机制102班 学号: 姓名:一、设计题目及概述(一) 设计题目如图1所示为一简易物料搬运机械手的工艺流程图。
该机械手是一个水平/垂直位移的机械设备,其操作是将工件从左工作台搬运到右工作台,由光耦合器VLC 来检测工作台上有没有工件。
机械手通常位于原点,它的动作全部由气缸驱动,而气缸则由相应的电磁阀控制。
其中,上升/下降和左移/右移分别由双线圈二位电磁阀控制,放松/夹紧由一个单线圈二位电磁阀(称为夹紧电磁阀>控制。
成绩图1 简易物料搬运机械手(二)设计概述PLC控制系统的设计包括3个重要的环节,其一是通过控制任务的分析,确定控制系统的总体设计方案;其二是根据控制要求确定硬件构成方案;其三是设计出满足控制要求的应用程序。
二、对设计任务的深入调查研究(一)机械手的工作方式此系统需要具备多种工作方式,如既能自动的循环运行一个过程,也能进行手动操作运行一个工作步等。
常见的工作方式有联系、单周期、单步和手动。
1.单周期方式机械手在原位压左限位开关和上限位开关。
按一次操作按钮机械手开始下降,下降到左工位压动下限位开关后自停;接着机械手夹紧工件后开始上升,上升到原位压动上限位开关后自停;接着机械手开始右行直至压动右限位开关开关后自停;接着机械手下降,下降到右工位压动下限位开关<两个工位用一个下限位开关)后自停;接着机械手放松工件后开始上升直至压动上限位开关后自停<两个工位用一个上限位开关);接着机械手开始左行直至压动左限位开关后自停。
至此一个周期的动作结束,再按一次操作按钮则开始下一个周期的运行。
2.连续方式启动后机械手反复运行上述每个周期的动作过程,即周期性连续运行。
3.单步方式每按一次操作按钮,机械手完成一个工作步。
例如,按一次操作按钮机械手开始下降,下降到左限位压动下限位开关自停,欲使之运行下一个工作步,必须再按一次操作按钮等。

自动生产流水线自动生产流水线是工业生产领域中非常重要的设备,旨在提高生产效率和质量。
它是一条自动化程度较高的装备,通过设定好的程序,工件能够有效地在其中进行加工、组装、包装等工艺过程,从而实现高效率、高品质、低成本的生产。
自动生产流水线可以运用于传统制造领域,如汽车制造、电子制造、纺织制造和食品加工等,也可以用于新兴制造领域,如光伏制造、新能源制造等。
自动生产流水线的构成和运行原理自动生产流水线是由许多不同的系统构成,如机电装置、传感器、计算机、控制器等。
一般流水线由进料系统、各处理系统、最终的成品出料系统等三大部分组成。
进料系统通过给定信号控制原材料进入流水线,而每个处理系统实现一项或多项加工或组装任务,最终成品出料系统完成包装和成品仓储,流水线完成整个生产任务。
自动生产流水线的运行原理就是通过编程在大型控制系统中固定时间控制各处理设备的协调运行和停止。
自动生产流水线的优势增加生产效率自动生产流水线可以保持生产效率的稳定性和一致性,大雨大暴雪,也可以一直持续生产。
同时由于其全自动化,无需工人持续参与,可以在一个大范围内加快生产速度。
降低人工成本自动生产流水线可以降低生产的人工成本。
相较于传统手工生产,机器自动加工可以完成多个工人的工作。
此外生产中无需大量工人参与,不仅能够降低风险和事故率,还能够减少工人雇佣费用。
减少产品损坏率手工生产会有不可避免的失误和错误,而自动化生产则减少了这种人为的错误。
自动生产流水线采用精密的控制程序,能够确保每个生产步骤都按计划进行,从而减少产品损坏率。
提高生产质量自动生产流水线能够实现高品质的生产,自动化的工艺流程可以更精确地控制每个产品的生产过程。
流水线中配置了大量的传感器,可以及时监测和识别生产中的变形、缺陷和瑕疵问题,及时处理,从而大大提高生产的质量。
增强环境保护自动生产流水线的自动化阶段,自动化的工作流程,会减少工业废气、工业噪音、以及消耗大量的自然资源等,有效地保护环境。
目录1.序言………………………………………………………………………………2.现有机电系统分析………………………………………………………………2.1 现有机电系统全面介绍……………………………………………………3.改进方案…………………………………………………………………………3.1 M06装配单元现有问题分析……………………………………………………3.2M06装配单元改进方案分析……………………………………………………4.机械系统设计………………………………………………………………………4.1传动系统的设计…………………………………………………………4.2 通用零部件的选择……………………………………………………………4.3 关键零部件有限元分析…………………………………………………5.控制系统设计………………………………………………………………………5.1控制系统方案………………………………………………………………5.2 控制系统元器件的确定………………………………………………………5.3控制系统设计………………………………………………………………6.机电系统动画展示…………………………………………………………………7.总结…………………………………………………………………………………参考资料………………………………………………………………………………1.序言机电系统实践课程是学习以电子技术特别是微电子技术为主导、多重新兴技术与机械技术交叉、融合而形成的综合性高技术,通过实现机电一体化不断提高劳动生产率,减轻人们的体力劳动,逐步代替部分脑力劳动。
通过这种技术生产出来的是种类繁多的机电一体化产品,这些产品被广泛地应用到国民经济、科技活动、国防建设和人民生活等各个领域。
这次课程设计是学生完成本专业教学计划的一个极为重要的实践性教学环节,是使学生综合运用所学过的基本理论、基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。
2010 慧鱼培训模型和工业模型目录2006慧鱼创意组合模型培训模型介绍 (3)三自由度机械手3-D-Robot (505005) (4)带传送带的冲床Punching Machine with Conveyor Belt (505006) (5)双工作台操作流水线Indexed line with 2 Machining Stations (505007) (6)气动加工中心Pneumatic Processing Center (505008) (7)2006 德国慧鱼创意组合模型工业模型介绍 (8)包裹翻转模型Parcel turnover model (502030) (8)升降台Lifting table (502029) (10)带三轴门架的传送与分类流水线Transport and sorting line with 3-axis-portal(502027) (11)柔性加工流水线Flexible process line (502025) (12)带三轴门架的柔性加工流水线Flexible process line with 3-axis-portal (502024) (13)三轴门架3-axis-portal (502023) (14)加工中心Production unit with shuttle (502021) (15)加工单元SIDAC配套Processing units SIDAC matching (502018) (16)冲压机西门子兼容Ram machines SIEMENS compatible (502017) (17)装配流水线西门子兼容Assembly line SIEMENS compatible (502016) (18)立体仓库Midule high level storage warehouse (502015) (19)洗车线Car wash line (502014) (20)传送与分类流水线Transport and sorting line (502013) (22)五自由度机械手5-D-robot (502012) (23)可翻转传输带,旋转台和滑台Conveyor Belts, Turntable and Roll Line (502009) (24)气动分选机Pneumatic Picking (502007) (25)吸盘搬运机Converter Suck Gripper (502006) (26)小型立体仓库Compact -High-Level-Storage-Warehouse (502005) (27)小型洗车线Compact -Car Wash Line (502004) (28)小型柔性加工线Compact -Flexible Process Line with 2 Machine Tools (502003) (29)小型传送分类流水线Compact -Transport and Sorting Line (502002) (30)小型传输带Compact -Conveyor Belt (502001) (31)综合仓储加工系统Integrated Storage Processing System (502037) (32)三自由度机械手3-D-Robot (502036) (33)双工作台操作流水线Indexed line with 2 Machining Stations (502034) (34)焊接加工流水线Welding Processing Line (502032) (35)堆垛流水线Stow Processing Line (502031) (36)2010 慧鱼创意组合模型培训模型介绍----慧鱼创意组合模型创新教育的理想学具1964年,慧鱼创意组合模型(fischertechnik)诞生于德国,是技术含量很高的工程技术类智趣拼装模型,是展示科学原理和技术过程的理想教具,也是体现世界最先进教育理念的学具,为职业院校创新教育和创新实验提供了最佳的载体。
计算机硬件技术基础课程设计 流水线工件统计系统设计
姓 名: 蒋坤婷 学 号: 20105095 姓 名: 彭永红 学 号: 20105007 姓 名: 王经造 学 号: 20105116 姓 名: 汤乾锋 学 号: 20104990
重庆大学自动化学院 二O一三年九月 目录 引言 .................................................................................................................................................. 1 1.设计的重要内容和方案 .............................................................................................................. 1 1.1 设计的主要内容............................................................................................................... 1 1.2 设计方案 .......................................................................................................................... 1 2.任务分工 ...................................................................................................................................... 2 3.操作说明 ...................................................................................................................................... 2 4.优化系统功能及设计方案 .......................................................................................................... 2 5.软件设计功能流程 ...................................................................................................................... 3 6.主程序及子模块流程图 .............................................................................................................. 4 7.程序清单 .................................................................................................................................... 10 8.每个人的心得体会 .................................................................................................................... 22 9.参考文献 .................................................................................................................................... 26 1
引言 随着社会的快速发展,越来越多的自动化设施设备代替了人的劳动,这带来了更高的效率和经济价值,也为人类大大减少了危险状况的发生。 其中流水线技术也占据了提高劳动效率和经济价值领域的很重要的部分。流水线技术环节中有很多情况下会对工件进行计件处理等,这为管理流水线的工作状态提供了重要依据。因此我们对一个简单的流水线工件统计系统进行了设计。这对我们了解流水线技术是有很大帮助的。 1. 设计的重要内容和方案
1.1 设计的主要内容 设计一个工件统计系统,用计算机硬件实验系统设备完成统计系统的基本功能,并在此基础上自行完善和优化系统功能。基本功能具体要求如下: 1. 统计流水线上完成的工件总个数(<10000),计算当前工作速度(工件个数/分钟),并在三色LED上显示总个数和当前的工作速度。 2. 用脉冲信号模拟流水线上的工件,每按一次表示一个工件。 3. 流水线有启停信号,启动后开始统计工件个数,停止后工件个数清零。 4. 设置基本工作速度和优秀工作速度,每隔5分钟计算一次最近5分钟的平均工作速度。低于基本工作速度让蜂鸣器叫3秒,达到优秀工作速度使每分钟工件数闪烁3秒以示鼓励。 5.利用4×3小键盘和单色LED在线修改基本工作速度和优秀工作速度,即修改设置时流水线不停工。 1.2 设计方案 我们经过小组讨论,将基本功能分为了几个小模块。如下: 1. 初始化芯片、初始化显示、初始化数据段、中断向量填充模块。 2. 等待启动、显示基本及优秀速度、定时、中断模块。 3. 计数、计算当前工作速度、显示总数及速度模块。 4. 扫描按键、转换按键、送显、速度比较模块。 5. 设计报告的编写模块。 我们小组四人分别将这5个子模块进行分工合作。然后共同进行主程序模块的设计,以2
上各个模块的思路请看流程图。 2. 任务分工 汤乾锋:进行按键扫描程序、显示基本速度最优速度程序,编写程序流程图以及报告论文。 蒋坤婷:进行判断起动程序、显示程序、定时程序以及中断程序的编写,并共同完成论文。 王经造:编写计数程序,显示总数及速度程序,并共同完成论文。 彭永红:编写初始化程序、转换程序以及速度比较程序,同时对各部分程序进行阅读找错并共同完成论文。 3.操作说明 系统按键操作说明 在程序开始运行后,系统的初始状态是工件总数显示为0,工作速度为0,基本工作速度可设为10,优秀工作速度可设为20,具体操作方式如下: 1.实验板的上升沿开关模拟工件到来; 2.第五片8255A的PA6口接启停开关K8; 3.基本速度用4×3键盘数字键设置,A键为确认键; 4.优秀速度用4×3键盘数字键设置,B键为确认键。 操作方法说明 1.程序下载完毕,如果拨上拨码开关K8,系统进入开启; 2.按动上升沿开关,总数随着按键次数加1,模拟工件个数,工件总数在三色LED前四位上面显示; 3.在 4×3键盘上可以设置基本速度和优秀速度并分别按A、B键确认,单色LED灯随即显示设置的速度; 4.系统每隔1分钟更新一次工作速度,在三色LED灯从左到右第5、6位上显示; 5.当每隔5分钟到时,如果速度低于基本速度蜂鸣器会响3秒钟;如果达到优秀速度工件数会闪烁3秒钟; 6.在以上步骤中如果拨下拨码开关K8,系统则回到起始状态。 4.优化系统功能及设计方案 鉴于三色LED灯的后两位还没有用,我们因此考虑利用它们。 3
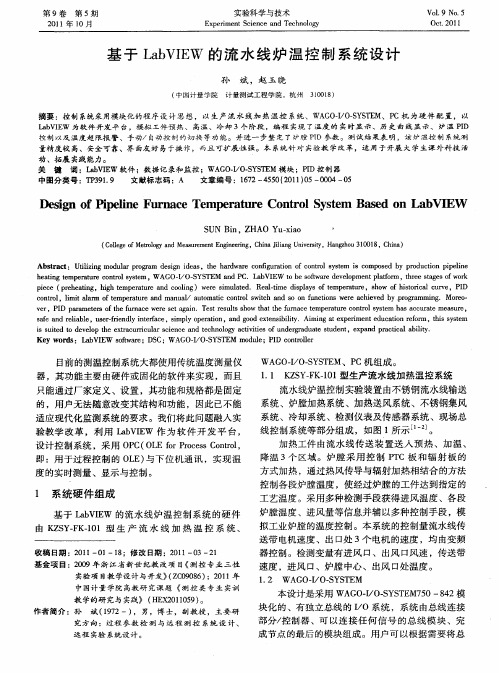
因为题设中要求的速度有基本速度、优秀速度、当前工作速度。在实际生产过程中,往往需要了解一下总的平均速度。以此,我们利用已有的工件总数,在这个基础上,我们对总时间进行统计,用工件总数除以总时间就得到总的平均速度。 再对这个速度进行每一位拆分,利用字型码表进行查表显示,再加以颜色区分即可。 以上就是我们扩展的设计方案。 5.软件设计功能流程
图一 功能流程图 该功能流程图,是依据设计任务规定而设计的,这个基本的概念性功能流程图描述了各
N Y Y
N
Y N
N Y
① 是否启动?
是否中断?
设置初始条件
中断服务程序 计数开始
是否启动? 比较速度执行
相应程序
显示当前数量和工作速度
是否按键? 转换显示
返回①位置 4
个功能模块之间的逻辑关系。一目了然的概括了本次程序设计的基本思想。进入该程序时首先设定初始状态。然后判断是否停止计数,并且还要判断中断请求的到来与否。在进行计数的时候主要是判断脉冲的跳沿的变化,有了跳沿变化还要检测是否停止,因为这个是最强的条件,一旦停止就得跳到程序的开始从新计数。接着就进行计数,这就需要对其进行统计数据的显示操作以及当前速度的显示操作。因为还涉及到按键设置,故接着要检查按键是否按下,如果按下就需要把输入信号转换为速度值,并对其进行显示。这个过程如果中断到来,则需要把当前速度和基本速度、最优速度进行比较并做出相应操作。 根据以上的情景分析得到功能流程图如上图。 根据功能流程分析,系统需要判断外部输入(启动、设置等按键)进入不同算法,划分基本模块:1.主程序模块2.键盘中断模块3.显示模块4. 扫描模块。组员们分工合作,任务明确。
6.主程序及子模块流程图 系统硬件连接
主程序流程图