齿轮的误差及其分析
- 格式:pdf
- 大小:2.78 MB
- 文档页数:13
齿轮齿条出现误差是什么原因造成的?齿轮齿条的生产需要特定的材料,它的制造工艺包括锻造、切割和热处理。
由于材料的选择,需要注意材料的工艺性能。
面对材料的工艺性能,我们可以通过改变工艺规程、热处理方法等来改善它。
那么出现误差是怎么造成的呢?接下来我们来探讨一下。
齿轮齿条应该选择什么材料?要了解我国工业发展形式,结合我国资源和生产条件,从实际出发,综合考虑机械性能、工艺性能和经济性等问题。
只有合理选择材料才能保证货架质量,降低产品成本,提高市场竞争力,有效提升产品性能。
为了满足材料的力学性能,材料的力学性能包括强度、硬度、塑性和韧性等,反映了材料在使用过程中的性能。
齿轮啮合时,与齿面接触有接触应力,齿根弯曲应力,可能造成齿面或齿体强度断裂。
齿面上的每一点都有相对滑动,从而引起磨损。
齿轮失效的主要方式有齿面麻点、齿面粘着、齿面塑性变形和断齿。
因此,要求齿轮材料具有较高的弯曲疲劳强度和接触疲劳强度,齿面必须具有足够的硬度和耐磨性,芯部必须具有一定的强度和韧性。
例如,在确定大小齿轮的硬度时,应注意小齿轮齿的表面硬度比大齿轮高30-50HBS,因为小齿轮比大齿轮和大齿轮的加载次数更多。
小齿轮齿根较细,强度低于大齿轮。
为了使两个齿轮的齿接近相同的强度,小齿轮齿的表面比大齿轮齿的表面更硬。
另一方面,后材料的质量是由材料的特性决定的。
为了明确材料的力学性能或硬度,我们可以通过各种热处理工艺达到所需的硬度范围,从而赋予材料不同的力学性能。
如果齿轮采用40Cr合金钢,油淬840-860C,回火540-620C,调质后硬度可达28-32HRC,可改善组织,提高综合力学性能;油淬时860-880C240-280C回火时,硬度可达46-51HRC,表面耐磨性好,芯部韧性好,变形小;52-54HRC,钢材具有高表面硬度、高耐磨性、高疲劳强度、高抗腐蚀性和抗粘附性,变形小;可改善齿轮工作面的摩擦性能,提高耐腐蚀性能总结误差三种情况:1.齿轮刀具齿形误差机床是一种结合了生成运动结构和分齿轮运动结构的齿轮加工机床,如滚齿机、插齿机等。
螺旋线偏差的说明:1、螺旋线偏差的评定范围Lβ除另有规定外,系指在轮齿两端处各减去下面两个数值中较小的一个以后的“齿线长度”,此两个数值为5%的齿宽或等于一个模数的长度。
2、使偏差量增加的偏向齿体外的正偏差,必须计算入误差值。
3、除另有规定外,对于负偏差,其允许值为评定范围Lβ规定的公差的3倍数。
4、螺旋线偏差是在齿轮端面基圆切线方向测量,如果在齿面的法向测量,应将测量值除以cosβb后再与公差值比较。
5、被测齿面的平均螺旋线是设计螺旋线的纵坐标减去一条斜直线的纵坐标后得到的曲线。
这条斜直线使得在评定范围内,实际螺旋线对平均螺旋线偏差的平方和最小。
因此,平均螺旋线的位置和倾斜可以用“最小二乘法”求得。
6、除另有规定外,螺旋线偏差应在沿齿轮圆周均布的不少于三个轮齿的两侧面的齿高中部进行测量。
齿廓(齿形)的说明:1、齿廓偏差在齿轮端平面内且垂直于渐开线齿廓的方向计算,若在齿面的法向测量,应将测量值除以cosβb后再与公差数值进行比较。
2、设计齿廓系指符合设计规定的齿廓,当物其他限定时,是指端面齿廓。
设计齿廓可以设备修正的理论渐开线,包括修缘齿形。
凸齿形等。
3、被测齿面的平均齿廓是设计齿廓线的纵坐标减去一条斜直线的纵坐标后得到的曲线。
这条斜直线使得在齿廓评定范围内,实际齿廓线对平均齿廓线偏差的平方和为最小。
因此,平均齿廓线的位置和倾斜可以用“最小二乘法”求得。
4、齿廓评定范围La系指可用长度L AE中的一部分,除另有规定,其长度等于从E点开始延伸刀有效长度L AE的92%。
对于L AE剩下的8%为靠近齿顶处的L AE与La之差。
在评定齿廓总偏差和齿廓形状偏差时,应遵守下述规则:①、使偏差量增加的偏向齿体外的正偏差,必须计算入误差值。
②、除另有规定外,对于负偏差,其允许值为评定范围La规定的公差的3倍数。
5、有效长度L AE系指可用长度对应于有效齿廓的那部分。
对于齿顶,其有与可用长度同样的限定(A点)。

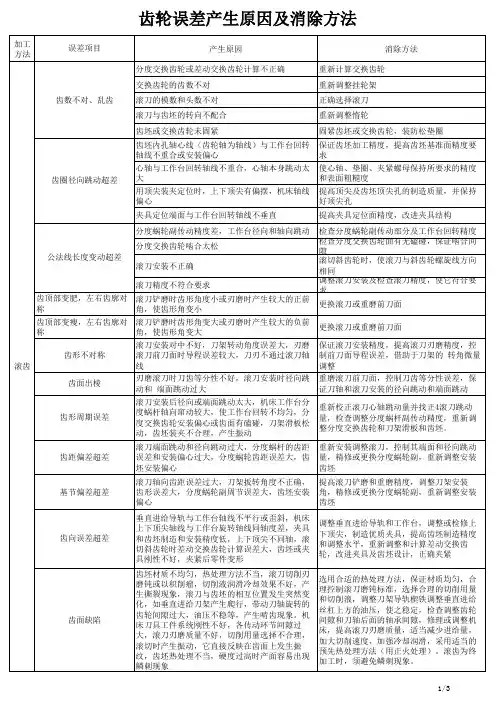
齿轮精度出现偏差的5大原因来源:机械论坛()1.齿圈径向跳动误差(即几何偏心)齿圈径向跳动是指在齿轮一转范围内,测头在齿槽内或轮齿上,与齿高中部双面接触,测头相对于轮齿轴线的最大变动量。
也是轮齿齿圈相对于轴中心线的偏心,这种偏心是由于在安装零件时,零件的两中心孔与工作台的回转中心安装不重合或偏差太大而引起。
或因顶尖和顶尖孔制造不良,使定位面接触不好造成偏心,所以齿圈径跳主要应从以上原因分析解决。
2.公法线长度误差(即运动偏心)滚齿是用展成法原理加工齿轮的,从刀具到齿坯间的分齿传动链要按一定的传动比关系保持运动的精确性。
但是这些传动链是由一系列传动元件组成的。
它们的制造和装配误差在传递运动过程中必然要集中反映到传动链的末端零件上,产生相对运动的不均匀性,影响轮齿的加工精度。
公法线长度变动是反映齿轮牙齿分布不均匀的最大误差,这个误差主要是滚齿机工作台蜗轮副回转精度不均匀造成的,还有滚齿机工作台圆形导轨磨损、分度蜗轮与工作台圆形导轨不同轴造成,再者分齿挂轮齿面有严重磕碰或挂轮时咬合太松或太紧也会影响公法线变动超差。
3.齿形误差分析齿形误差是指在齿形工作部分内,包容实际齿形廓线的两理想齿形(渐开线)廓线间的法向距离。
在实际加工过程中不可能获得完全正确的渐开线齿形,总是存在各种误差,从而影响传动的平稳性。
齿轮的基圆是决定渐开线齿形的惟一参数,如果在滚齿加工时基圆产生误差,齿形势必也会有误差。
基圆半径R=滚刀移动速度/工作台回转角速度x cos ao (ao为滚刀原始齿形角),在滚齿加工过程中渐开线齿形主要靠滚刀与齿坯之间保持一定速比的分齿来保证,由此可见,齿形误差主要是滚刀齿形误差决定的,滚刀刃磨质量不好很容易出现齿形误差。
同时滚刀在安装中产生的径向跳动、轴向窜动(即安装误差)也对齿形误差有影响。
常见的齿形误差有不对称、齿形角误差(齿顶变肥或变厚)、产生周期误差等。
4.齿向误差分析齿向误差是在分度圆柱面上,全齿宽范围内,包容实际齿向线的两条设计齿向线的端面距离。
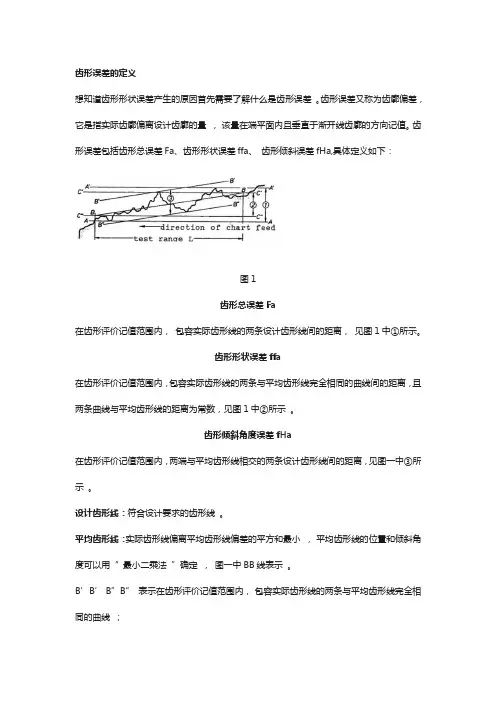
齿形误差的定义想知道齿形形状误差产生的原因首先需要了解什么是齿形误差。
齿形误差又称为齿廓偏差,它是指实际齿廓偏离设计齿廓的量,该量在端平面内且垂直于渐开线齿廓的方向记值。
齿形误差包括齿形总误差Fa、齿形形状误差ffa、齿形倾斜误差fHa,具体定义如下:图1齿形总误差Fa在齿形评价记值范围内,包容实际齿形线的两条设计齿形线间的距离,见图1中①所示。
齿形形状误差ffa在齿形评价记值范围内,包容实际齿形线的两条与平均齿形线完全相同的曲线间的距离,且两条曲线与平均齿形线的距离为常数,见图1中②所示。
齿形倾斜角度误差fHa在齿形评价记值范围内,两端与平均齿形线相交的两条设计齿形线间的距离,见图一中③所示。
设计齿形线:符合设计要求的齿形线。
平均齿形线:实际齿形线偏离平均齿形线偏差的平方和最小,平均齿形线的位置和倾斜角度可以用“最小二乘法”确定,图一中BB线表示。
B’B’B”B”表示在齿形评价记值范围内,包容实际齿形线的两条与平均齿形线完全相同的曲线;C’C’C”C”表示在齿形评价记值范围内,两端与平均齿形线相交的两条设计齿形线;AA A ’A’表示在齿形评价记值范围内,包容实际齿形线的两条设计齿形线。
齿形形状误差分析我公司在实际生产过程中使用的是进口数控成型磨齿机,其采用的是成型法磨削,即把砂轮修整成和工件轮廓相吻合的形状进行磨削。
砂轮的轮廓形状精度决定了齿形形状误差值的大小,通过对齿形形状误差(ffa)定义的理解,齿形的形状误差值来自于齿形波纹的深度,标准设计齿形理论上是一直线,那么在生产过程中实际齿形线上的波纹是如何产生的呢?波纹的大小又受哪些因素的影响呢?我将从以下几个方面去进行分析和探讨:砂轮在成型法磨削中,磨齿机所使用的刀具是砂轮。
砂轮的选用主要取决于齿轮材料的可磨削性及其所要求的表面质量、修整滚轮和可修整砂轮的耐用度及所要求的磨削功率。
砂轮的材质将影响着砂轮的磨削能力,也影响着所磨齿轮齿面的表面特性,其中齿面粗糙度大小决定了齿形波纹度的大小从而影响着齿形的形状误差值。
齿形误差的定义-回复齿形误差是指齿轮的实际轮廓和理论轮廓之间的偏差,是机械传动中常见的一种误差。
齿形误差会导致齿轮之间的不匹配和运动不平顺,进而影响机械传动的精度和可靠性。
本文将逐步回答关于齿形误差的定义及其影响的问题,详细探讨其成因以及常见的衡量方法。
最后,将提出一些常见的齿形误差纠正措施。
一、齿形误差的定义齿形误差是指理论齿轮轮廓与实际齿轮轮廓之间的偏差。
理论齿轮轮廓是指按照设计要求和几何原理计算得到的轮廓,而实际齿轮轮廓则是制造和加工过程中产生的轮廓。
齿形误差分为两种类型:径向齿形误差和周向齿形误差。
径向齿形误差是指齿轮齿面的径向高度误差,周向齿形误差是指齿轮齿面的周向高度误差。
二、齿形误差的影响齿形误差会影响齿轮传动的运动和传动特性,主要影响包括以下几个方面:1. 运动不平顺:齿形误差会导致齿轮传动中齿与齿之间的不匹配,从而引起传动过程中的震动和噪声。
特别是在高速、高负荷和精密传动中,齿形误差会更加明显地表现出来。
2. 动力特性降低:齿形误差会导致齿轮传动中的摩擦和损耗增加,从而降低传动效率和动力输出。
这会导致能量损失和传动效率的下降。
3. 精确性降低:齿形误差会导致齿轮传动的精确度降低,进而影响整个机械系统的精度和性能。
在需要高精度和高可靠性的应用中,齿形误差需要得到有效控制和管理。
三、齿形误差的成因齿形误差的产生是由多个因素综合作用的结果,其中一些常见的成因包括:1. 制造误差:齿轮的制造过程中,如切削、滚齿等加工操作会引入一定的误差。
制造误差包括切削工具和切削机床的精度、切削参数的控制等因素。
2. 材料误差:齿轮的材料本身存在一定的不均匀性和变形性。
这将导致齿轮的形状和尺寸发生变化,产生齿形误差。
3. 热变形:在齿轮传动的工作过程中,由于传动过程中的摩擦、热量和载荷等因素的作用,齿轮可能会发生热变形,导致齿形误差的产生。
四、齿形误差的衡量方法为了评估和衡量齿形误差的大小和影响,工程师们开发了一系列的测量和分析方法。
2012—2013学年第一学期课程论文论文题目:浅析精密机械齿轮传动中的误差及计算方法课程名称:误差理论与数据处理学院:机电学院专业:机械工程班级:姓名:学号:2013年1月8日目录0 引言 (3)1 齿轮误差来源 (3)1.1 齿轮制造误差 (4)1.1.1 几何偏心e的影响 (4)r1.1.2 运动偏心e的影响 (5)k1.1.3 齿形误差、周节偏差、齿向误差等因素的影响 (5)1.2 齿轮装配误差 (6)2 齿轮传动计算方法 (6)2.1绝对值法 (6)2.2概率法 (6)3误差源的分布 (7)4传动链精度计算 (8)5结语 (9)参考文献 (10)浅析精密机械齿轮传动中的误差及计算方法摘要:齿轮传动是机械传动中最重要的传动形式之一,在精密传动中的应用也很广泛。
精密机械传动对传动精度要求很高,所以,在精密传动中,我们必须要充分考虑齿轮传动中的误差的影响。
本文给出了误差来源、误差分布及相关计算方法。
文中主要分析了传动误差,并给出了空程误差的计算式,没有考虑齿轮传动中的温度、受力变形的影响。
计算方法采用了常用的概率法,这种方法简单,但算出的误差较大,具体计算时应结合实际情况,看此法是否能满足精密传动机械的精度要求。
若不能满足,则需另寻他法。
关键词:齿轮传动精度传动误差A Brief Analysis Of Error And Computing Method InGear Transmission Of Precise MachineryAbstract: Gear transmission is one of the most important mechanical transmission in the form of transmission and is widespread in precision machinery. It requires a high transmission accuracy in Precision mechanical transmission[]1. To meet the requirements, we must fully consider the influence of gear transmission error in precise transmission. In this paper, it gives the source of error, error distribution and computing method. This paper mainly analyzes the transmission error and gives the error calculation of empty-range without considering the influence of temperature and stress deformation. We use the mostly-used probabilistic method to get the result[]2. This method is brief, but the error is too high. In the specific calculation, we should consider the actual situation to see whether this method can meet the demands of thetransmission accuracy in precise machinery. If not, we have to look for other methods. Key words: gear transmission error analysis transmission accuracy.0 引言齿轮传动是机械传动中最重要的传动形式之一,它形式多,应用广泛,传递功率可达数十万千瓦,圆周速度可达300m/s。
阐述渐开线齿轮齿形误差的分析方法1.前言渐开线齿轮是机器中常用的一种零件,它的用途是传递动力或运动。
齿轮之间的传动,是依靠主动轮的牙齿依次推动被动轮的牙齿来实现的。
牙齿两侧面的形状(齿面形状,即齿形)对于齿轮的传动和工作平稳性都有重要影响。
因此,必须了解渐开线齿轮齿形误差产生的原因及分析方法。
2.渐开线齿轮齿形特点所谓渐开线,是一根切线在基圆(作为描绘渐开线基础的一个圆)上纯滚动(即没有滑动的转滚运动)时,画出该切线滚动边缘上任意一点的运动轨迹。
如图1所示:图中的aa1和bb1就是切线纯滚动时a1和b1两点所画出来的渐开线。
显然,因为是同一个基圆,所以这两条渐开线是完全一样的,仅仅是它们的起点不同。
渐开线齿轮传动时,具有在任何瞬时的转速比都不改变,并且在相互啮合的齿轮的齿轮副中心距发生变化时传动比仍保持不变的特点。
在加工时,可以用模数、压力角相同的齿轮刀具加工模数、压力角相同而齿数不同的齿轮,因此,在机械制造行业中渐开线齿形齿轮应用得最为普遍。
3.渐开线齿轮齿形误差的分类及产生原因齿形误差是指在齿轮工作部分容纳实际齿形的两理论齿形间的法向距离,其△f只允许偏向齿体内。
在渐开线齿轮加工过程中,容易产生以下几种齿形误差:a.齿形角误差:即不是标准压力角的齿形,而是压力角大于或小于标准值的齿形,产生这种情况是由于磨齿时砂轮磨削角调整偏大或偏小,以至使所磨齿轮的基圆半径发生了变化。
b.齿形不对称:即齿歪现象,一面齿形的压力角大于标准值,而另一面齿形的压力角小于标准值。
齿形不对称的原因往往是由于采用锥面砂轮时,砂轮两边锥面磨削角修整得大小不同所致。
c.齿形曲率改变:即实际齿形曲率大于或小于理论齿形曲率,曲率的改变是由齿轮加工时的安装误差引起的。
d.齿形根切:即齿根部的渐开线齿形被切去,它的形成多数是由于所磨齿轮齿数较少,而磨削角又太小以及砂轮外圆无圆角引起的。
e.齿根圆角和齿顶特粗误差:即齿根过渡曲线部分的圆角太大,或接近齿顶的一部分齿形特别粗大。
滚齿机:主要用滚刀按展成法加工圆柱齿轮,蜗轮,链轮等齿面的齿轮加工机床。
滚齿机校正机构常见种类:行星式,复式偏心式,凸轮摆杆式,附加回转工作台式等。
决于齿轮机床的精度、刚度、刀具和齿轮毛坯的质量及其安装精度。
所以针对滚齿机工作台误差的滚齿机主要用滚刀按展成法加工圆柱齿轮、蜗轮、链轮等齿面的齿轮加工技术,在机械加工中占有重要地位。
因为在齿轮加工中出现了分度蜗轮的周节累计误差和周期误差,而齿轮加工精度取来源这一问题,本文使用滚齿机行星摆杆机构对其进行校正,用以减少分度蜗轮的周节累计误差和周期误差,使加工出来的齿轮达到满足加工精度的要求。
国内采用的滚齿机校正构,在机床制造行业中, 一开始制造精密机床, 由于各厂的设备条件差, 在滚齿机上不能加工精度较高的蜗轮, 分度精度满足不了产品的要求。
因而, 各厂先后在各型滚齿机上采用了各种类型的校正机构, 大都取得了不同程度的效果, 制出了精密分度蜗轮。
当时, 着重引进国外现成为结构, 近几年来, 无论在结构型式上, 或在简化结构, 或校正效果等方面均有较快的发展。
我国共采用了行星式、复式偏心式、凸轮摆杆式、和附加回转工作台式等多种类型的校正机构。
RS2 型滚齿机校正机构,只能能校正分度蜗轮副的周期误差。
但结构不够紧凑,校正机构在机床的外边,需要另置地基,并将机床的罩壳也换掉。
5355M型滚齿机校正机构也属于行星式,但没有周期误差校正凸轮, 机构是封闭的。
其结构复杂, 构件将近85 种, 使用不方便, 需将机床的双蜗杆传动改成单蜗杆传动, 此时, 必需拆除一根蜗杆。
由于校正机构安装位置不够妥当,使得一部分齿轮外露。
这种结构不太适用于大型滚齿机。
FO-10滚齿机行星式校正机构,该机构有一定的简化, 它省去了四根摆杆和一根长套筒, 结构就比较紧凑一些。
它装在机床分度挂轮箱处, 不需另置地基, 但其构件的种数仍然较多, 达45种, 放大比为0.182毫米每秒。
这种机构的轮廓尺寸较大。
齿轮传递误差概述齿轮传递误差是指在齿轮传动过程中由于加工误差、装配误差、变形误差等原因引起的传动误差。
齿轮传递误差会导致传动系统的性能下降、振动和噪声增加,甚至可能引发故障。
因此,对于减小或控制齿轮传递误差具有重要意义。
影响齿轮传递误差的因素1.齿轮加工误差:齿轮在加工过程中会存在齿形偏差、公差偏差等误差,这些误差会直接影响到传动误差的大小。
通常情况下,加工误差越小,传动误差就越小。
2.齿轮装配误差:齿轮的装配过程中,由于拆装、对心等原因,会产生齿轮轴线不对中、齿轮齿距不均匀等误差,这些误差会使得传动误差增大。
3.齿轮变形误差:在传动过程中,由于载荷作用,齿轮会产生变形,变形误差会导致传动误差的增加。
齿轮变形主要包括弯曲变形、挤压变形、弹性变形等。
齿轮传递误差的测试方法1.齿轮传递误差的测试方法主要有静态法和动态法两种。
2.静态法是通过测量齿轮摆动角度或摆动距离来评估传动误差的大小。
静态法的优点是测试简单、成本低,但无法直接反映传动系统的动态性能。
3.动态法是通过测量齿轮传动系统的扭转振动来评估传动误差的大小。
动态法的优点是能够反映传动系统的动态性能,可以更全面地评估传动误差。
减小齿轮传递误差的方法1.加强齿轮加工工艺控制:通过提高齿轮加工精度、减小加工误差,可以有效减小齿轮传递误差。
采用先进的加工设备和加工工艺,如数控加工、磨削加工等,有助于提高齿轮加工精度。
2.控制齿轮装配误差:对齿轮的装配过程进行合理设计和控制,严格按照装配要求进行操作。
采用先进的装配技术,如精密对心、装配夹具等,有助于减小齿轮装配误差。
3.优化齿轮材料和热处理工艺:选择适用的齿轮材料,根据工作条件进行热处理,可提高齿轮的强度和硬度,减小齿轮变形,从而减小传动误差。
4.采用补偿传动方案:在设计齿轮传动系统时,可以采用补偿传动方案,通过在传动系统中增加预紧装置、弹性元件等,补偿传动误差,减小传动误差对系统性能的影响。
结论齿轮传递误差是一个影响传动系统性能的重要因素。
实验九齿轮齿距偏差及齿距累积误差测量一、测量原理及器具齿轮的齿距偏差Δfpt是分度圆上任意两同侧齿面间的实际弧长与公称弧长之差(允许在齿高中部测量)。
Δfpt影响齿轮传动的平衡性。
齿轮的齿距累积误差ΔFp是分度圆上任意两同侧齿面间的实际弧长之差的最大绝对值(允许在高分子高中部测量)。
ΔFp影响齿轮传动的运动精度。
齿轮的齿距偏差和齿距累积误差可采用绝对法或相对法进行测量。
绝对测量法的实质是直接将分度圆上一个齿距的实际弧长与相就的公称弧长进行比较,测出每一个实际的齿距角偏差Δfpt i,通过数据处理求出齿距偏差Δfpt和齿距累积误差ΔFp。
相对测量法所依据的是角度测量的圆周封闭原则,即:闭合的圆周角为360°。
测量时先以任意一个齿距作为初始基准(为便于计算,将仪器的指示表调至零位),然后沿着整个齿圈逐齿测量出各齿距的相对偏差。
根据四周封闭原则,若第一个初始基准的齿距角误差为零,则各齿的相对偏差的累计之和必为零,若不为零,则说明初始基准的齿距角存在误差,并将这一误差代人了各齿的相对偏差值中。
经过数据处理,可消除这一系统误差,得到齿轮的实际齿距偏差Δfpt和齿距累积误差ΔFp。
二、测量器具主要技术指标齿距测量仪:指示表分度值:0.001mm可测齿轮模数范围:2~16 mrn可测齿轮精度:7~11级三、测量步骤:1、将指示表6装在仪器的表座中,使批示表测头与杠杆相接触,然后用螺钉7固紧(如图)。
2、将固定量爪8按被测齿轮模数调整到模数标尺的相应刻度线上,用螺钉5固紧。
3、将仪器置于检验平板上,注意必须使仪器底面上的三个支点均与平板表面相接触,使固定量爪3、活动量爪4分别与分度园附近的两相邻同名齿廓相接触,并使批示表具备一定的压缩量。
然后调整两定位支脚1,使其末端与齿顶圆相接触,用螺钉2固紧,旋转指示表壳,使指针对零,以调零的这个实际齿距作为测量基准。
4、顺序逐齿测量各实际齿距相对于基准齿距的偏差,记下读数。
齿轮精度报告分析1. 引言齿轮是一种常用的传动装置,用于将动力从一个轴传递到另一个轴,同时改变转速和转矩。
在齿轮传动系统中,齿轮的精度对系统的性能和寿命起着至关重要的作用。
本文通过分析齿轮精度报告来评估齿轮的制造质量和性能。
2. 齿轮精度报告内容一份典型的齿轮精度报告通常包括以下内容:2.1 齿轮尺寸测量结果齿轮的尺寸是评估齿轮精度的重要因素。
在齿轮精度报告中,通常会列出齿轮的模数、齿数、齿轮宽度等尺寸指标,并给出测量结果。
这些数据可以用于评估齿轮的尺寸精度是否满足设计要求。
2.2 齿形误差测量结果齿形误差是齿轮精度的重要指标之一。
在齿轮精度报告中,通常会列出齿形误差的测量结果。
齿形误差描述了齿轮表面的几何形状和偏差,常用的指标有齿距误差、齿厚误差和齿形相对偏差等。
这些数据可以用于评估齿轮的齿形精度是否满足设计要求。
2.3 齿向误差测量结果齿向误差也是齿轮精度的重要指标之一。
在齿轮精度报告中,通常会列出齿向误差的测量结果。
齿向误差描述了齿轮齿槽的位置和偏差,常用的指标有齿槽间距误差、齿槽方向误差和齿槽曲线误差等。
这些数据可以用于评估齿轮的齿向精度是否满足设计要求。
2.4 齿面粗糙度测量结果齿面粗糙度是齿轮精度的另一个重要指标。
在齿轮精度报告中,通常会列出齿面粗糙度的测量结果。
齿面粗糙度描述了齿轮表面的光滑程度和表面质量,常用的指标有Ra、Rz等。
这些数据可以用于评估齿轮的齿面精度是否满足设计要求。
2.5 其他相关信息除了以上列举的内容,齿轮精度报告还可能包括其他相关的信息,如材料测试结果、硬度测试结果等。
这些数据可以用于综合评估齿轮的制造质量和性能。
3. 齿轮精度报告分析通过对齿轮精度报告的分析,可以评估齿轮的制造质量和性能,并找出可能的问题和改进的方向。
3.1 尺寸精度分析首先,我们可以分析齿轮的尺寸精度。
如果齿轮的尺寸与设计要求相差较大,可能会导致传动效果不佳或故障。
我们可以计算齿轮的尺寸误差,并与设计要求进行对比,以确定是否需要调整制造参数或改进工艺。
双圆弧齿轮轴线平行度误差对传动误差影响的分析及应用摘要:应用圆弧齿轮的啮合原理,研究了双圆弧齿轮传动的轴线平行度误差和其传动误差之间的关系,据此分析了不同方向的轴线平行度误差、螺旋角等对其传动的影响情况,进而指导实际应用。
关键词:双圆弧齿轮传动误差轴线平行度误差螺旋角1 造过程中产生的齿轮传动误差分析原理及其一般表达式从理论上讲,一对刚性的、没有制造、安装误差的、符合定传动比传动的(即理想的)共轭合齿廓才能够传递准确、均匀的角度运动。
而在生产实际中,由于各种误差和齿轮运转过程中齿面的磨损、变形等的影响,导致啮合齿轮副不再共轭,从而在运转过程中产生非均匀的角度运动。
在理论上通常用传动误差来描述齿轮传动偏离均匀角度运动的情况。
在分析过程中,根据所考虑因素的不同,通常是把传动误差分为两类:其一是制造过程中引起的传动误差,它是在齿轮没有负载传动时产生的。
实际上是考虑由于机械加工、安装等误差所导致的齿轮传动过程中的传动误差。
其二是承载之后产生的传动误差,从理论上来讲它和制造过程产生的传动误差是应该相似的,但还应该考虑受载后轮齿产生的变形问题。
因此,本文重点分析研究制造过程产生的传动误差,而对于承载后产生的传动误差,可以在制造过程产生的传动误差研究的基础上,考虑轮齿受载变形后产生的传动误差即可得到。
圆弧齿轮传动对制造过程提出的要求比较高,因此对制造过程中产生的传动误差进行分析是非常必要的。
按照有关的理论,制造过程产生的传动误差可以定义为在驱动过程为理想准确且为刚性的条件下,从动齿轮的实际动态位置与其理论位置之间的差值。
用角度表示为:TE=¢2-¢1/i12(弧度) (1)式中:i12=Z2/Z1;¢1为主动齿轮的转角;¢2为从动齿轮的转角;Z1、Z2分别为主动齿轮、从动齿轮的齿数。
双圆弧齿轮传动的轴线平行度误差及其传动误差的分析从式(14)和式(18)可以看出,Δφ2均是由两大项组成的。
结合这两个式子分析如下。
螺旋线偏2、使偏差3、除另有4、螺旋线6、除另有齿廓(齿①、使偏②、除另6、可用长6、至少测1、螺旋线偏差的评定范围L β除另有规定外,系指在轮齿两端处各减去下面两个数值中较小的一个以后的“齿线长度”,此两个数值为5%的齿宽或等于一个模数的长度。
5、被测齿面的平均螺旋线是设计螺旋线的纵坐标减去一条斜直线的纵坐标后得到的曲线。
这条斜直线使得在评定范围内,实际螺旋线对平均螺旋线偏差的平方和最小。
因此,平均螺旋线的位置和倾斜可以用“最小二乘法”求得。
1、齿廓偏差在齿轮端平面内且垂直于渐开线齿廓的方向计算,若在齿面的法向测量,应将测量值除以cosβb 后再与公差数值进行比较。
7、除另有规定外,齿廓偏差应在齿宽中间位置测量。
当齿宽大于250mm时,应增加两个测量部位,即在距齿宽每侧15%的齿宽处测量。
2、设计齿廓系指符合设计规定的齿廓,当物其他限定时,是指端面齿廓。
设计齿廓可以设备修正的理论渐开线,包括修缘齿形。
凸齿形等。
3、被测齿面的平均齿廓是设计齿廓线的纵坐标减去一条斜直线的纵坐标后得到的曲线。
这条斜直线使得在齿廓评定范围内,实际齿廓线对平均齿廓线偏差的平方和为最小。
因此,平均齿廓线的位置和倾斜可以用“最小二乘法”求得。
4、齿廓评定范围La系指可用长度L AE 中的一部分,除另有规定,其长度等于从E点开始延伸刀有效长度L AE 的92%。
对于L AE 剩下的8%为靠近齿顶处的L AE 与La之差。
在评定齿廓总偏差和齿廓形状偏差时,应遵守下述规则:5、有效长度L AE 系指可用长度对应于有效齿廓的那部分。
对于齿顶,其有与可用长度同样的限定(A点)。
对于齿根,有效长度延伸刀与配对齿轮有效啮合的终止点E(即有效齿廓的起始点)。
如果不知道配对齿轮,则E点为与基本齿条相啮合的有效齿廓的起始点。
齿轮的齿向偏差
齿轮的齿向偏差是指在齿轮齿宽上,齿高中部至齿端末部的渐开线齿廓偏离理论渐开线位置的偏差。
以下是关于齿轮齿向偏差的具体信息:
产生原因:由于齿轮制造过程中存在各种误差和缺陷,如机床调整不当、齿坯热处理变形、刀具磨损、磨削过程中的热变形等,都会导致齿轮的齿向偏差。
分类:根据国家标准规定,齿向偏差分为一、二、三、四级,其中一级最高,四级最低。
不同级别的齿向偏差适用于不同的场合和精度要求。
测量方法:测量齿轮齿向偏差的方法有多种,其中常用的有:齿向仪测量法、光干涉法、弦齿厚测量法等。
根据不同的测量方法和精度要求,可以采用不同的测量仪器和工具。
纠正方法:针对齿轮齿向偏差的问题,可以采取以下措施进行纠正:
1.机床调整:在制造齿轮时,要确保机床的调整精度,特别是对于影响齿向精度的机床部件要进行定期检查和调整。
2.优化工艺参数:通过优化切削参数、降低切削温度等措施,减少工艺系统热变形对齿向精度的影响。
3.提高齿坯质量:采用高精度齿坯、控制原材料质量等方法,提高齿坯的加工精度和稳定性,从而减小齿轮齿向偏差。
4.采用先进刀具:选用精度高、刚性好的刀具,如硬质合金刀具、涂层刀具等,可以提高切削精度和减小齿轮齿向偏差。
5.误差补偿:通过误差补偿技术,对机床、刀具等进行误差补偿,提高制造精度和稳定性,从而减小齿轮齿向偏差。
总之,控制齿轮的齿向偏差对于保证齿轮传动的平稳性和精度至关重要。
在实际生产中,要根据具体情况采取相应的措施进行纠正,以提高齿轮的制造精度和稳定性。