钣金零件止裂孔_干正烈
- 格式:pdf
- 大小:209.61 KB
- 文档页数:3
关于设计规则设计规则是设计的指导方针。
示例包括基于零件材料和制造工艺的最小槽宽和深度。
如果需要,在设计过程中可忽略设计规则。
将特定的设计标准输入到规则表中,并将该表指定到零件。
可根据需要编制任何数量的表。
而且可随时编辑表数据。
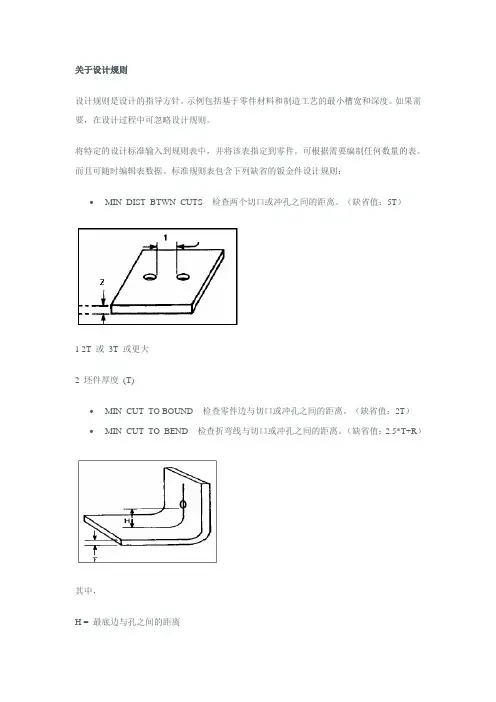
标准规则表包含下列缺省的钣金件设计规则:∙MIN_DIST_BTWN_CUTS - 检查两个切口或冲孔之间的距离。
(缺省值:5T)1 2T 或3T 或更大2 坯件厚度(T)∙MIN_CUT_TO BOUND - 检查零件边与切口或冲孔之间的距离。
(缺省值:2T)∙MIN_CUT_TO_BEND - 检查折弯线与切口或冲孔之间的距离。
(缺省值:2.5*T+R)其中,H = 最底边与孔之间的距离T = 钣金件厚度R = 折弯半径最小H = 1.5*T+R∙MIN_WALL_HEIGHT - 检查成形壁的最小折弯高度。
(缺省值:1.5*T+R)∙MIN_SLOT_TAB_WIDTH - 检查槽的最小宽度。
(缺省值:T)∙MIN_SLOT_TAB_HEIGHT - 检查槽的最小长度。
例如,MIN_SLOT_TAB_WIDTH 和MIN_SLOT_TAB_HEIGHT 如下图所示:1 槽高2 槽宽(T)∙MIN_LASER_DIM - 检查必须进行激光切割的轮廓之间的最小距离。
(缺省值:1.5*T)。
上述设计规则为标准规则。
不能添加新的规则或改变现有规则的名称。
但可通过设置Pro/ENGINEER 关系来定制设计规则。
在定义和指定设计规则表后,可根据指定的设计规则表,用“设计检查”(Design Check) 命令测试零件设计。
设计检查会将违反设计规则的情况以及规则名称、公式和尺寸值显示出来,以帮助您确定不符合标准的原因。
运用行业标准来判断这些违反设计规则的情况是否可接受。
注意:∙只可检测平面的设计规则。
∙为减小零件尺寸,Pro/ENGINEER 不存储规则表的注释。
设计规则菜单设计规则是在设计使用的一般标准。


钣金折弯开孔方法说实话钣金折弯开孔这事儿,我一开始也是瞎摸索。
我试过很多方法,走了不少弯路,今天就跟你唠唠我的这些经历。
先说折弯吧,我最开始的时候,都不知道该从哪个角度下手。
我就直接拿个钣金材料,想凭感觉折,那结果可想而知,折的歪歪扭扭的。
后来我才明白啊,得先量好尺寸,这就好比你盖房子,肯定得先把地基的尺寸量好啊。
根据你要的形状和角度,用一个样板或者在材料上先画好线。
然后要有专门的折弯工具,把材料对齐了,慢慢加力折。
这时候得小心啊,千万别一下子用力过猛,就像你给蛋糕抹奶油,太大力气奶油就抹花了,材料也可能折坏了。
再说说开孔,这也是个头疼的事儿。
我最初用的工具不合适,我拿一个很小的钻头去开那种比较厚的钣金孔,那简直就是费劲得不行,钻头还容易断。
后来我才知道啊,根据钣金的厚度要选择合适的钻头。
比如说薄一点的钣金可以用小一点锐利一点的钻头,厚的话就得换大一点的,不然就像你拿着针去戳木板,肯定是戳不动还容易把针弄断。
我还试过开孔的时候没有固定好钣金,那它一直在那晃悠,孔就开得乱七八糟的。
一定要把钣金固定稳当了,就像你在墙上钉钉子得找东西把画先固定住一样。
我后来就是把钣金夹在工作台上,然后开始打孔,而且打孔的时候速度呀也不能太快,太快的话钻头容易发烫,也影响开孔的质量。
还有就是在折弯和开孔顺序上我也纠结了好久。
有时候先折弯后开孔,发现孔的位置容易变,因为折弯后材料的形状和应力改变了。
后来我就先开孔,这样孔就比较准确,不过有的时候也得根据具体的要求来定。
比如说如果开孔的位置在折弯之后不会有什么影响,那也可以先折弯。
我还发现啊,安全防护很重要。
在动手操作的时候材料的边角特别锋利,一不小心就可能划伤手,我就被划伤过好多次呢,所以一定要戴上手套这些防护装备。
不过我现在对于一些复杂形状的折弯开孔还是有很多不确定的地方,但就我目前的经验来讲,上面这些应该能让你少走些弯路了。
钣金腻子开裂怎么处理
钣金腻子开裂是指在钣金表面上的腻子层出现裂纹或开裂现象。
这可能由于不当的施工、温度变化、材料问题或其他因素导致。
处理开裂的钣金腻子需要以下步骤:
1. 清理:首先,用刮刀或砂纸轻轻清理开裂区域,将腻子表面上的松散部分和碎屑清除干净。
2. 补補:使用合适的腻子材料,重新填补开裂的部分。
根据开裂的深度,你可能需要进行多次补補,确保腻子层的平整。
3. 抛光:等待腻子完全干燥后,使用细砂纸轻轻打磨补補后的部分,使其与周围的表面平齐。
注意不要过度打磨,以免损坏周围的涂层。
4. 涂装:补補和抛光后,根据需要,重新涂刷钣金的涂料或喷漆。
在涂装前,确保表面干净,没有灰尘或污垢。
5. 预防措施:为了避免将来的开裂问题,建议在进行腻子施工时注意以下几点:
-使用质量好的腻子材料,确保其适用于钣金表面。
-正确地涂刷腻子,确保腻子层的厚度均匀。
-在施工过程中注意环境温度和湿度,避免过度收缩或干燥太快导致开裂。
请注意,如果你对钣金腻子施工没有经验或不确定如何处理开裂问题,最好请专业的钣金工人或装修师傅来处理,以确保腻子层能够得到有效修复并达到预期效果。

钣金断裂最简单处理方法我折腾了好久钣金断裂这事儿,总算找到点门道。
我一开始啊,真的是瞎摸索。
我就想着这断裂的地方能不能直接拿个什么东西粘上呢。
我试过用强力胶,当时觉得这胶可厉害了,在其他东西上粘得牢牢的,在钣金上应该也行。
结果呢,根本不行。
你想啊,钣金在使用过程中是要承受各种力的,粘上去的虽然当时看着是粘住了,可稍微一动弹,立马又断开了,就像用口香糖粘东西一样不靠谱。
后来我又想到点焊。
我自己搞了个简易的点焊设备,想着把断裂的地方点在一块。
可是我高估了我的手艺啊。
那点焊的时候,不是电流大了把钣金烫了个大窟窿,就是没焊牢固。
而且对于比较薄的钣金来说,点焊还容易变形,本来只是断裂的问题,这下形状都变了,真是得不偿失。
再后来我就去请教了一些老师傅。
老师傅告诉我,如果是钣金断裂不太严重的情况,磨平断裂的边缘很关键,就好比人受伤了伤口要处理平整一样。
先把断裂处的铁锈、毛刺之类的都清理掉,弄得干干净净平平整整的。
然后可以用那种专门的钣金焊接膏,这个就像是给伤口抹药一样。
之后呢,用小电流去焊接,这小电流就像是小火炒菜,不急不躁的,一点一点把断裂的地方给补上,补的时候得特别注意均匀。
每焊一点就让它稍微冷却一下,就像人累了要休息一样。
如果是裂缝特别大的情况,还可以在中间垫上一小片薄的钣金材料,再焊接。
不过我得说我在焊的时候还是会偶尔出岔子,比如说焊歪了或者焊接的地方不平整。
这时候就得用锉刀之类的把它慢慢磨平,这个步骤可不能急,就像雕刻东西一样得细致,一点点来才能保证最后修复的钣金比较好用。
这就是我试过的方法,你要是遇上钣金断裂的情况,可以试试啊。
钢结构矩形开孔止裂孔
钢结构矩形开孔止裂孔是在应力容易集中的地方防止裂纹延伸的一种操作习惯。
一般情况,使用在各种板材、型材的边角,细小裂缝由外向里延伸的端部,例如两板甚至更多钢结构的焊缝两端附近的板材、钢结构倒过圆角的部分等。
止裂孔孔径一般取为板厚,止裂孔中心距裂缝尖端的距离取0.5至1倍的板厚,并且止裂孔的圆心位置应该位于裂缝扩展路径前方。
止裂孔法应该是各种疲劳裂缝修复方法中实施最简单的一种,但也是效果最差的之一。
以上内容仅供参考,如需更全面准确的信息,可以咨询资深的钢结构工程师。
同时,在操作过程中要严格遵守安全规范,确保止裂孔设置合理有效。
民用航空器维修执照考试:飞机机体结构修理考试试题(强化练习)1、问答题什么叫公差带?公差带用什么表示?正确答案:由代表上偏差和下偏差,或最大极限尺寸和最小极限尺寸的两条直线所限定的区域称为公差带。
公差带用基本偏差的字母(江南博哥)和公差等级数字表示。
2、单选蒙皮边缘5mm以内的裂纹,应钻()止裂孔。
A.(Φ1.5~2)㎜B.(Φ3.5~4)㎜C.(Φ4~5)㎜D.(Φ5~6)㎜正确答案:A3、单选《空军航空装备大修许可规定》是中国人民解放军空军装备部规范什么的法规性文件。
()A.工厂生产活动B.大修生产技术活动C.航空装备大修活动D.装备部大修活动正确答案:C4、单选需要修理的燃油舱的机身和外翼().A.必须臵于单独的工作间内有抽风进风设备B.任何工作间均可以C.必须再外边D.必须臵于封闭工作间内正确答案:A5、问答题在飞机修理过程中,铝合金热处理的主要手段有哪些?正确答案:退火、淬火、时效。
6、填空题在骨架上划出钉窝,一般钉窝深(),δ——外部蒙皮的厚度。
正确答案:0.4δ7、填空题外蒙皮与骨架连接固定,放铆钉后,用铆枪直接()出钉窝并完成铆接。
正确答案:冲压8、单选裂纹长度大于()㎜或破损时,可加强、挖补、切割或换新蒙皮。
A.2B.3C.4D.5正确答案:D9、单选在有条件的情况下,按()计算法进行计算。
求出的铆钉数,比较接近实。
A.强度B.刚度C.大小D.设计载荷正确答案:D10、问答题燃油舱清洗的顺序是什么?正确答案:1.清洗1号燃油舱。
2.清洗2号油箱舱。
3.清洗4号燃油舱。
4.清洗3号油箱(右).5.清洗3号油箱(左).11、填空题顶铁的选择应尽量根据结构修理的(),选择顶铁的形状。
根据铆钉的大小选择顶铁的重量。
正确答案:可达性12、单选()㎜以上的外蒙皮应采用划窝法。
A.1B.0.5C.2D.0.8正确答案:A13、单选下列襟翼形式中,增升效果最好的是().A.简单襟翼B.开裂襟翼C.开缝襟翼D.开缝后退式襟翼正确答案:D14、填空题中心法铆接大张蒙皮时,在进行钻孔,安装紧固用具和铆接等工序时,先从()开始,按次推向四周。
DKBA 华为技术有限公司内部技术规范DKBA0.450.0040 REV C钣金冲压件质量要求Specification For Sheet-metalPunching Part2012年07月30日发布 20012年09月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部基础平台部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无目录1.技术要求 (7)1.1.外观及表面状态一般要求 (7)1.1.1.零件的毛刺面朝向要求 (7)1.1.2.冲裁类平板零件圆角要求 (7)1.1.3.零件上止裂孔、工艺槽要求 (7)1.1.4.弯曲零件未注圆角R要求 (8)1.1.5.翻边攻丝质量要求 (8)1.1.6.自铆质量要求 (10)1.1.7.零件表面的外观要求 (11)1.2.钣金冲压件毛刺的要求 (11)1.2.1.毛刺的高度定义 (11)1.2.2.结构件的毛刺区域分类 (11)1.2.3.钣金冲压件毛刺质量要求 (15)1.2.4.钣金冲压件的熔渣要求 (16)1.2.5.钣金冲压件的接刀痕的要求 (16)1.3.钣金冲压件公差要求 (16)1.3.1.公差要求 (16)1.3.2.钣金件冲压公差等级代号及数值 (17)1.3.3.其它说明 (20)2.检验规则 (22)2.1.检验类别 (22)2.1.1.一般检验 (22)2.1.2.补充检验 (22)2.2.检验原则 (22)2.3.检验规定 (22)图目录图 1 折弯件毛刺方向示意图 (7)图 2 平板件的尖角示意图 (7)图 3 止裂孔直径示意图 (8)图 4 工艺槽口示意图 (8)图 5 翻边攻丝示意图 (9)图 6 薄板连接用带锥台翻边攻丝孔结构示意图 (9)图 7 自铆连接示意图 (10)图 8 钣金件毛刺示意图 (11)图 9 户外机柜类A、B类区域判断示意图 (13)图 10 室内机柜类A、B类区域判断示意图 (14)图 11 插箱类A、B类区域判断示意图 (14)图 12 拉手条及面板等小五金类A、B类区域判断示意图 (15)图 13 盒式类A、B类区域判断示意图 (15)图 14 倒角高度示意图 (16)表目录表 1 平板件圆角半径r值 (7)表 2 普通翻边高度H值和螺纹最少反复打入次数 (9)表 3 薄板连接用带锥台翻边攻丝孔翻边高度H值和螺纹最少反复打入次数 (9)表 4 自铆参数表 (10)表 5 自铆连接点最小承力表 (10)表 6 毛刺高度的极限值 (15)表 7 钣金公差数值表 (17)钣金冲压件质量要求Specification For Sheet-metal Punching Part范围Scope:本规范规定了华为的钣金冲压件(表面处理前)的质量要求、检验规则。
对现行铸件裂缝焊初方法的研究
顾佩芝
【期刊名称】《石油工程建设》
【年(卷),期】1991(017)006
【摘要】当前采用较多且比较统一的铸件焊补方法是在铸件表面裂缝两端钻出止
裂孔,然后将裂缝边缘切成V型坡口。
实践及理论分析表明,现行方法可能导致
铸件出现裂缝延伸现象。
文章将铸件可能出现的所有裂缝形式归结为三种简单模式,建议焊补前务必用探伤仪器差别裂缝模式。
对于归属第I种模式的裂缝,应增钻两个保险孔,然后再钻止裂孔,即可避免出现裂缝延伸现象;对第Ⅱ、Ⅲ种模式的裂缝仍可按现行方法焊补。
【总页数】4页(P25-28)
【作者】顾佩芝
【作者单位】上海交通大学
【正文语种】中文
【中图分类】TG457
【相关文献】
1.钢纤维混凝土轴拉初裂强度的计算方法 [J], 高丹盈;徐磊;李趁趁
2.有关压缩机铸件裂缝焊补规范的研究 [J], 顾佩芝
3.辽宁省裂叶垂枝桦适宜栽培区研究初报 [J], 任凤伟
4.离心铸造自生初晶Si、Mg2Si颗粒增强Al基复合材料铸件工艺研究 [J], 翟彦博;刘昌明
5.基于截面应力法的钢-UHPC组合板初裂荷载计算方法研究 [J], 卜一之;刘欣益;张清华
因版权原因,仅展示原文概要,查看原文内容请购买。
裂纹维修方法(总14页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--金属结裂纹维修的方法及其止裂金属结构裂纹维修的方法及其止裂原理分析摘要:目前,金属结构均面临着普遍的疲劳问题以及产生疲劳裂纹带来的维修问题。
阐述了金属疲劳损伤问题产生的机理,提出可能的维修方法及其优缺点,为金属结构的的设计与维修提供依据。
关键词:疲劳损伤裂纹维修前言起重机金属结构常见的故障有裂纹、变形、严重锈蚀、刚度不够等。
其中裂纹是门机最为常见的故障,占金属机构故障的80%以上。
虽然金属结构的设计都符合常规设计的强度要求,但往往还是不可避免有裂纹产生。
这是因为材料内部总难免在夹渣、气孔,加工的过程中可能有毛刺、划伤,焊接过程中存在未焊透等。
在变应力的作用下,存在缺陷的部位或者应力最大部位往往最先出现疲劳裂纹,随着应力循环次数的增加,裂纹缓慢扩展直至达到临界尺寸而破坏。
工程断裂力学认为,裂纹体存在一个临界裂纹长度ac。
当存在的裂纹长度a< ac时,表示该裂纹体可以继续使用,如果a≥ ac,表示该裂纹体不可使用。
ac是可通过材料的断裂韧性常数KIC和材料应力场的分布数据求得2minmax22c)(aσσπ-⨯⨯=fKIC在计算ac时,可近似的采用σmin= 0,即不吊重时,构件裂纹处的应力为0。
这样计算值ac小于实际值,同时也有利于作出更安全的判断。
σmax可通过应力测量测出或者有限元法算出, f表示修正系数。
断裂力学的判断标准是在能量平衡理论中称为裂纹扩展阻力GIC的断裂韧性,它是材料固有的力学性能,表示裂纹体抵抗断裂的能力。
当裂纹的推动力G1达到裂纹的扩展阻力的时候,裂纹就会扩展。
推力曲线与阻力曲线的关系见图1。
图1 推动力与阻力曲线示意图从图1中可以看出,裂纹扩展阻力GIC随着裂纹推动力G1增大而增大。
当推动力G1< G″1,裂纹是不会扩展的。
当推动力增长到G1= G″1,裂纹扩展了Δa后, GIC的增长速度快于G1增长的速度,裂纹就会停止扩展。
图1 钣金件冲压中的应力变化图2 钣金件暗裂、开裂示意图
图3 零件成型工艺容纳度
设备的正常稳定运行,对于班组除了开班点检以外,我司要求供方班组长每2 h确认1次。
日常的维护保养至少需要1月一次,根据设备的负荷、故障频次等还需要及时调整频次。
设备发生异常后需要重点关注,需要通报到生产、质量等领域共同确认,设备维修后,需要连续确认50件以上,以确保稳定性。
4 工艺管理
参数的变化往往是导致冲压零件出现问题的主要因素。
压力的变化会导致材料受力发生变化,从而导致部分区域走料量变动,最终造成暗裂及开裂的发生。
压力参数在量产初期就需要定下来,品质基准、生产点检和设备测量值中的压力参数要求要保持一致。
用局部强冷的方法防止孔类件的淬裂
刘建军
【期刊名称】《机械工人:热加工》
【年(卷),期】1995(000)005
【摘要】带有孔类且不易淬透的工件,在整体的快速冷却淬火时,内孔易发生开裂。
人们容易将开裂的原因归于冷却过激,在相应的防裂措施中,采用整体预冷、擦水或油、堵孔等方法。
但这往往是适得其反。
通过实践认为,对这类工件的孔实施强冷,能够防裂,效果良好。
例1 某厂产品件,导柱,材料为GCr15钢,淬前主要尺寸如图1所示。
要求整体硬度≥58HRC,热处理工艺为830℃加热,水冷15s。
【总页数】1页(P18)
【作者】刘建军
【作者单位】陕西汉中汉川机床厂723003
【正文语种】中文
【中图分类】TG156.35
【相关文献】
1.防止零件局部淬硬并减小其变形的热处理工艺方法 [J], 王仲珏
2.40Cr叉类件的淬裂原因分析 [J], 刘发顺
3.45钢零件的淬裂分析和防止 [J], 杨炳儒
4.防止大型筒类薄壁件冷裂的工艺措施 [J], 邢振国
5.一种防止45零件淬裂的方法 [J], 黄锐彬
因版权原因,仅展示原文概要,查看原文内容请购买。