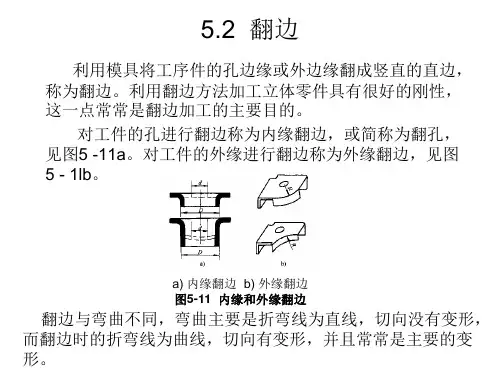
模具翻边设计
- 格式:ppt
- 大小:239.00 KB
- 文档页数:2
目录第1章概论 (2)1.1 冲压模地位及冲模技术 (2)1.2.1冲压模相关介绍 (2)1.2.2冲模在现代生产中的地位 (3)第2章冲压件的工艺分析 32.1 冲裁工艺性 32.2 翻边工艺性 42.3 工艺方案的确定 (4)2.3.1 初步确定加工方案 42.3.1 冲压方案的制定 5第3章冲压设备的确定 73.1 冲裁力的计算 73.2 计算压力中心 73.3 冲压设备的确定 8第4章模具主要工作部分尺寸的确定 84.2冲孔刃口尺寸 84.3 翻边刃口尺寸 9第5章模具结构和主要零部件设计 105.1 模架的选择 105.2冲孔凸模的设计 105.3 凹凸模的设计 115.4 翻边凹模的设计 115.5 其他部件的设计 12第六章装配图装配 126.1 装配图 13第一章概论1.1引言日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。
模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。
因为各种产品的材质、外观、规格及用途的不同,模具分为了铸造模、锻造模、压铸模、冲压模等非塑胶模具,以及塑胶模具。
随着科学技术的进步和工业生产的迅速发展,冲压加工技术的应用愈来愈广泛,模具成形已成为当代工业生产的重要手段。
1.2冲压模地位及我国冲压技术1.2.1冲压模相关介绍冷冲压:是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能的零件的加工方法。
冲压可分为五个基本工序:冲裁、弯曲、拉深、成形和立体压制。
冲压模具:在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
冲压模按照工序组合分为三类:单工序模、复合模和级进模。
复合模与单工序模相比减少了冲压工艺,其结构紧凑,面积较小;冲出的制件精度高,工件表面较平直,特别是孔与制件的外形同步精度容易保证;适于冲薄料,可充分利用短料和边角余料;适合大批量生产,生产率高,所以得到广泛应用,但模具结构复杂,制造困难。
![内孔翻边模具毕业设计说明书[管理资料]](https://uimg.taocdn.com/59d118d8915f804d2a16c101.webp)
2009届毕业设计内孔翻边模具设计论文作者姓名:__ __所在院系:__机电工程学院_____ 所学专业:数控技术指导老师:_ _论文完成时间:_2009年 5 月 6 日___目录内容摘要 ....................................................................... 错误!未定义书签。
关键词 ........................................................................... 错误!未定义书签。
Abstract .......................................................................... 错误!未定义书签。
Key word ....................................................................... 错误!未定义书签。
1 引言 (3)2 工艺分析 (3)3 工艺方案的确定 (3)4 工艺设计与计算 (4)预翻孔直径的计算及成型次数的判断 (4)凸凹模间隙大小及凸凹模的工作尺寸及公差 (5)压边力、翻孔力以及压力性能参数的计算 (5)模具结构原理与主要零部件的设计与选择 (6)模具结构原理 (6)主要零部件的设计与选择 (7)凸模和凹模的工艺设计与加工 (9)模具设计过程辅助工序 (13)5 模具总体结构与工作原理 (13)参考文献 (14)致谢 (15)内容摘要:本设计为内孔翻边(翻孔)模具的设计,其主要功能是沿冲压件内孔周围将材料翻成侧立凸缘,此工序是冲压生产中最常见的工序,尤其在汽车,拖拉机领域应用广泛。
在模具设计过程中,在预翻孔直径计算与判断可否一次成形上,凸凹模间隙的计算,凹模过渡圆弧大小的选择以及压料力、翻孔力的计算与校核、压力机的选择,模具主要零件的选择等方面上都做了详尽的分析,并设计了整套内控翻边模具。
目录1 翻边的分类.......................................................22 垂直翻边.........................................................23 水平斜楔翻边和倾斜斜楔翻边.......................................284 下平面图.........................................................385 上平面图.........................................................426 剖面图...........................................................487 向视图...........................................................498 零件图...........................................................499 模具的常用材料及与热处理要求.....................................5010 标准件的选用规则.................................................5211 图面尺寸标准规则.................................................531 翻边的分类翻边按冲压方向分可分为垂直翻边、水平斜楔、翻边和倾斜翻边。
2 垂直翻边垂直翻边分为平板类翻边和拉延成形类翻边。
2.1 平板类翻边(压弯)平板类翻边(压弯)分为平板直线压弯,曲线翻边和翻孔。
2.1.1平板直线压弯平板直线压弯的展开计算: L=e1+e2+e3+en+R1e+R2e+Rne 式中:L :展开长度;e1、en :各段走线段长度;R1e :压弯圆角的中性层展开长度。

板孔翻边模具课程设计一、课程目标知识目标:1. 学生能够理解板孔翻边模具的基本结构及其工作原理。
2. 学生能够掌握模具设计的基本流程,包括图纸分析、参数计算、结构设计等。
3. 学生能够了解板孔翻边模具在制造业中的应用和重要性。
技能目标:1. 学生能够运用CAD软件进行板孔翻边模具的设计与绘制。
2. 学生能够通过实际操作,掌握模具的组装和调试技巧。
3. 学生能够运用所学知识解决板孔翻边模具在实际应用中遇到的问题。
情感态度价值观目标:1. 培养学生对模具设计与制造的浓厚兴趣,激发其创新意识。
2. 培养学生团队合作精神,提高沟通与协作能力。
3. 增强学生对于国家制造业发展的责任感,树立正确的职业观。
课程性质分析:本课程为实践性较强的课程,以模具设计与制造为核心,结合实际应用,培养学生具备一定的工程实践能力和创新意识。
学生特点分析:高二年级学生已经具备一定的机械基础知识,具有较强的动手能力和探究欲望,对于实际操作和工程应用有较高的兴趣。
教学要求:1. 教学内容与实际应用紧密结合,注重培养学生的实践操作能力。
2. 教学过程中注重启发式教学,引导学生主动探究、积极思考。
3. 教师要关注学生的个体差异,因材施教,提高教学质量。
二、教学内容1. 板孔翻边模具结构及工作原理:介绍模具的组成、功能及其在冲压加工中的应用,结合教材相关章节,让学生理解模具的关键技术参数。
- 教材章节:第三章 冲压模具设计基础2. 模具设计基本流程:讲解图纸分析、参数计算、结构设计等步骤,使学生掌握模具设计的方法和技巧。
- 教材章节:第四章 冲压模具设计流程与实例3. CAD软件应用:教授CAD软件的基本操作,以板孔翻边模具为例,进行设计与绘制实践。
- 教材章节:第五章 计算机辅助设计(CAD)4. 模具组装与调试:指导学生进行板孔翻边模具的实际操作,包括组装、调试及优化。
- 教材章节:第六章 冲压模具的组装与调试5. 模具应用案例分析:分析板孔翻边模具在实际生产中的应用案例,使学生了解模具在制造业中的重要性。
本文根据端盖的结构特点与技术要求通过对各工艺方案,进行比较设计了落料拉深复合模和翻边冲孔复合模,并利用proe cad软件对其进行三维的分析。
对工件进行了工艺计算确定了各零件的尺寸与结构。
其中详细介绍了凸模、凹模、固定板、垫板、卸料板等零部件的设计与制造、以与压力机的选择和模架的选择。
关键词:冲压模具工艺方案复合模零件压力机冲压是高效的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料幵卷、矫平、冲裁到成形、精整的全自动生产。
生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。
1.3冲压工艺的种类冲压主要是按工艺分类,可分为分离工序和成形工序两大类。
分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。
成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所需形状和尺寸的工件。
在实际生产中,常常是多种工序综合应用于一个工件。
冲裁、弯曲、剪切、拉深、胀形、旋压、矫正是几种主要的冲压工艺。
冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度精确、均匀;表面光洁,无斑、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。
在实际生产中,常用与冲压过程近似的工艺性试验,如拉深性能试验、胀形性能试验等检验材料的冲压性能,以保证成品质量和咼的合格率。
模具的精度和结构直接影响冲压件的成形和精度。
模具制造成本和寿命则是影响冲压件成本和质量的重要因素。
模具设计和制造需要较多的时间,这就延长了新冲压件的生产准备时间。
模座、模架、导向件的标准化和发展简易模具(供小批量生产)、复合模、多工位级进模(供大量生产),以与研制快速换模装置,可减少冲压生产准备工作量和缩短准备时间,能使适用于减少冲压生产准备工作量和缩短准备时间,能使适用于大批量生产的先进冲压技术合理地应用于小批量多品种生产。
冲压设备除了厚板用水压机成形外,一般都采用机械压力机。