改进结构的冷轧薄板卷取机卷筒
- 格式:pdf
- 大小:261.90 KB
- 文档页数:3
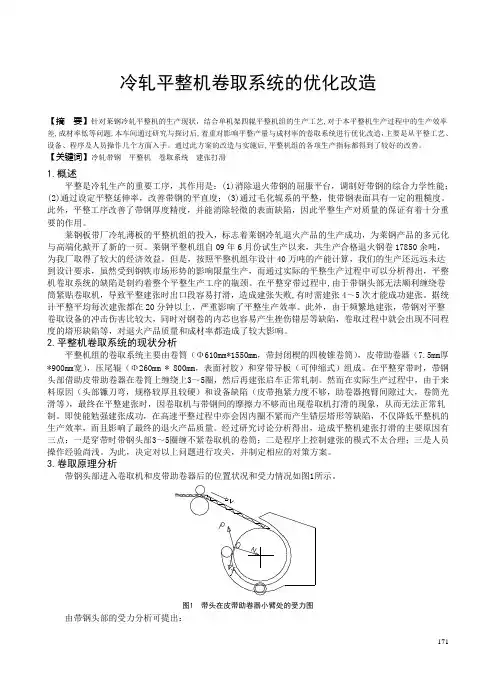
冷轧平整机卷取系统的优化改造【摘要】针对莱钢冷轧平整机的生产现状,结合单机架四辊平整机组的生产工艺,对于本平整机生产过程中的生产效率差,成材率低等问题,本车间通过研究与探讨后,着重对影响平整产量与成材率的卷取系统进行优化改造,主要是从平整工艺、设备、程序及人员操作几个方面入手。
通过此方案的改造与实施后,平整机组的各项生产指标都得到了较好的改善。
【关键词】冷轧带钢平整机卷取系统建张打滑1.概述平整是冷轧生产的重要工序,其作用是:(1)消除退火带钢的屈服平台,调制好带钢的综合力学性能;(2)通过设定平整延伸率,改善带钢的平直度;(3)通过毛化辊系的平整,使带钢表面具有一定的粗糙度。
此外,平整工序改善了带钢厚度精度,并能消除轻微的表面缺陷,因此平整生产对质量的保证有着十分重要的作用。
莱钢板带厂冷轧薄板的平整机组的投入,标志着莱钢冷轧退火产品的生产成功,为莱钢产品的多元化与高端化掀开了新的一页。
莱钢平整机组自09年6月份试生产以来,共生产合格退火钢卷17850余吨,为我厂取得了较大的经济效益。
但是,按照平整机组年设计40万吨的产能计算,我们的生产还远远未达到设计要求,虽然受到钢铁市场形势的影响限量生产,而通过实际的平整生产过程中可以分析得出,平整机卷取系统的缺陷是制约着整个平整生产工序的瓶颈。
在平整穿带过程中,由于带钢头部无法顺利缠绕卷筒紧贴卷取机,导致平整建张时出口段容易打滑,造成建张失败,有时需建张4~5次才能成功建张。
据统计平整平均每次建张都在20分钟以上,严重影响了平整生产效率。
此外,由于频繁地建张,带钢对平整卷取设备的冲击伤害比较大,同时对钢卷的内芯也容易产生挫伤错层等缺陷,卷取过程中就会出现不同程度的塔形缺陷等,对退火产品质量和成材率都造成了较大影响。
2.平整机卷取系统的现状分析平整机组的卷取系统主要由卷筒(Φ610mm*1550mm,带封闭楔的四棱锥卷筒),皮带助卷器(7.5mm厚*900mm宽),压尾辊(Φ260mm * 800mm,表面衬胶)和穿带导板(可伸缩式)组成。
冷轧卷取机卷筒工作原理冷轧卷取机,这名字听起来挺高大上的,其实它的工作原理就像我们在厨房里做菜一样,简单易懂却又颇有门道。
今天就让我带你走进这个机器的世界,看看它是怎么把一卷卷钢材变得又薄又漂亮的,嘿,别急着打瞌睡,咱们这可是个充满乐趣的过程呢!1. 什么是冷轧卷取机?冷轧卷取机,简单来说,就是把金属材料,尤其是钢铁,在室温下轧制成薄板的机器。
你可能会想,为什么要在“冷”的情况下轧制呢?这就要说到它的优点了!冷轧的金属往往比热轧的金属更坚固,表面也更光滑,像是给它穿上了光鲜亮丽的衣服,真是让人眼前一亮呀!这台机器的工作就像是在舞台上表演,钢板在这里转个圈,再转个圈,最后变成了优雅的“舞者”。
1.1 工作过程的准备在一开始,咱们得准备好材料。
先把厚厚的钢卷送到机器上,就像把食材准备好放到厨房一样。
然后机器就开始运转了。
你可以想象,轧制机就像是一位技艺高超的厨师,钢卷在它的手中被压得越来越薄,哎呀,真是“功夫下的真不少”啊!1.2 卷取环节的精彩当轧制完成后,卷筒的工作就开始了。
这个过程就像是把美食装盘,必须讲究分寸。
机器里的卷筒就像是个超级能干的助手,把轧好的薄钢卷卷起来,轻松自如,犹如在包饺子一般!你想想,若是没有这个环节,轧好的钢卷可就得乱成一团,简直是没法看。
机器在这里发挥着无可替代的作用,让一切变得整整齐齐,漂亮又实用。
2. 冷轧的好处2.1 强度与韧性冷轧的最大优势,就是它的强度和韧性。
经过冷轧处理的金属,分子结构紧密,力量十足。
这就好比一个体格健壮的运动员,力量感十足,又不会轻易受伤。
无论是在建筑、汽车,还是家电行业,冷轧钢材的需求都是一块“香饽饽”,真是让人爱不释手!2.2 表面质量冷轧出来的钢材,表面光滑得就像刚磨好的镜子,反光得让人都想多看几眼。
这种优质的表面处理,使得冷轧钢材更易于涂装和加工,减少了后续处理的麻烦。
你说,这么好的材料,谁能不爱呢?3. 注意事项与维护当然,再好的机器也得好好维护,冷轧卷取机也不例外。
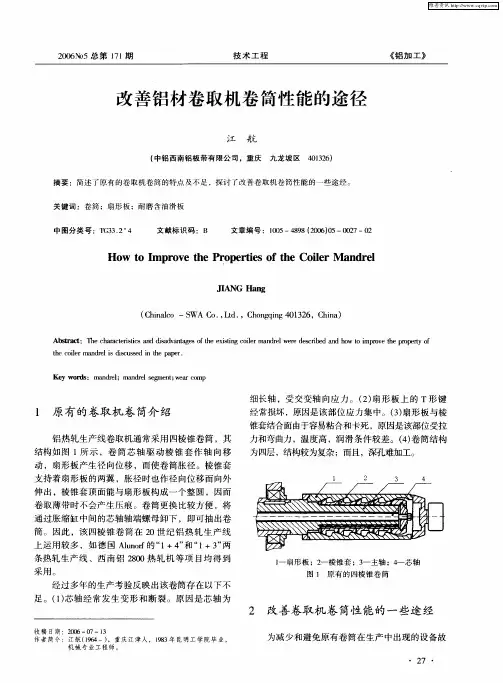
卷取机卷筒部件及其芯轴的制造工艺研究杨顺田;高焕【摘要】卷取机用途广泛.卷筒则是热轧卷取机的核心部件.根据卷筒部件的结构、工作原理和主要技术要求,深入开展了卷筒部件的制造工艺研究,重点分析了核心零件的问题——芯轴的结构及加工工艺.卷筒部件的卷曲圆采用相关零部件“组装-加工”组合式工艺的整体加工方案;芯轴加工采取“中心孔+中心堵”的技术措施,卷筒部件及其芯轴的制造一次获得成功.【期刊名称】《科学技术与工程》【年(卷),期】2013(013)028【总页数】4页(P8444-8447)【关键词】卷筒;卷筒芯轴;卷曲圆;结构分析;工艺研究【作者】杨顺田;高焕【作者单位】四川工程职业技术学院,德阳618000;四川建筑职业技术学院,德阳618000【正文语种】中文【中图分类】TH162卷取机是将产品卷成卷的机械设备[1,2]。
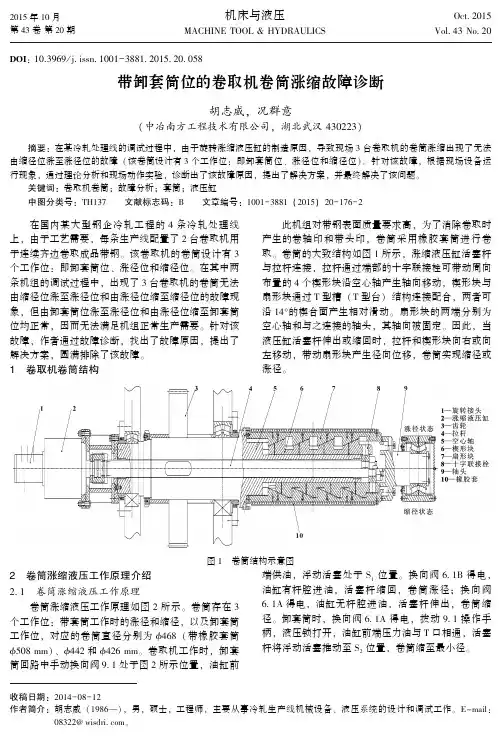
就复杂程度而言,冶金行业的1780热轧钢板地下卷取机具有代表性,如图1所示。
主要参数有:工作直径(扇形板直径)Ф762 mm,卷材最大宽度:碳钢1 630 mm;不锈钢1 600 mm,卷材厚度碳钢(1.2~12.7)mm;不锈钢(2.0~10.0)mm,钢卷最大外径Ф2 150 mm,钢卷内径Ф762 mm,钢卷最大重量30 t。
其工作原理是在高压下能实现卷筒“胀缩”以改变其直径大小,常采用斜楔式的斜面柱塞式,在液压缸(或复位弹簧)所产生的径向压力作用下,锥形芯轴可左右移动,当芯轴左移时,斜面效应使得卷筒张开变大,反之,使卷筒收缩变小,达到在高温状态下高速卷取带钢的目的。
而卷筒则是这一机构的核心部件,芯轴则是核心零件。
卷取机的卷筒结构有几种,现介绍的卷筒属于斜楔式、油缸顶出式的无极胀缩卷筒,其结构复杂,精度要求很高,同时具有较高的强度、刚度,才能保证长期稳定的工作。
其制造工艺是保证该部件加工和装配质量的关键。
若按现有的制造工艺不能满足要求[3],为了达到卷取机设计性能要求,进行卷筒部件与芯轴制造工艺研究是十分迫切的。
首钢迁钢&!-$K K 平整机组卷取机卷筒结构优化及改造刘%晗 王月月 彭铁辉 李克诚 濮维飞 王%雷!泰尔重工股份有限公司"安徽马鞍山&Z#$$$$摘%要 随着高强钢%多相钢%薄带钢等高附加值钢种的出现"热轧平整机组卷取机卷筒的性能亟待提高&针对首钢迁钢&!-$KK 平整机组卷取机卷筒难以自动卸卷的工作故障"分析了卸卷时卡钢和塔卷的形成原因"并对该卷筒钳口结构进行了改进与优化&在钳口咬合处增加了导向平台"填平了原结构中呈锐角的铰链开口"为带钢搭出了平整的插入路线&钳口夹紧时带钢不会再受到铰链开口的挤压和剪切&改造后的卷筒在便利性和可靠性方面都得到了明显改善&可作为后续卷筒设计或改造的简单参考"具有一定的指导意义&关键词 卷取机卷筒#钳口#结构优化中图分类号 (1###O &%%文献标识码 +%%文章编号 !$$!,!"-. &$&& $!,$!$-,$W*):#*:)'(,4*&3&C '*&,%'%0*)'%+-,)3'*&,%,-&!-$33-('*),((3&((#,&("),-E &'%F '%&),%'%0+*""(9,GH *0G ^N :84<"U +01d 9@7E 9@"c ?01(6@7396"^N o @7C 3@<="c :U @67R @6"U +01^@6!(46@A 8@4T E N <B9G H A E 25'"^H B'"b 4h 4<G 34<&Z#$$$"236<4$51+*)'#*'U 6H 3H 3@36=3T 4D 9@74BB@B G H @@D G G 9C 34G 36=3G H A @<=H 3G H @@D "K 9D H 6I34G @G H @@D 4<B H 36<G H A 6I G H @@D 4II@4A @B 6<A @C @<H E @4A G "H 3@I@A R 5A K 4<C @5R C 56D @A K 4<BA @D 6<35H 7A 5D D 6<=G L6<I4G G K 6D D K 9G H P@6K IA 5T @B 9A 7=@<H D E '+C C 5A B6<=H 5H 3@Q 5A L6<=PA @4LB5Q <Q 36C 36G B6R R 6C 9D H H 549H 5K 4H 6C 9<D 54B6<=5R &!-$K KG L6<I4G G K 6D D C 56D @A K 4<BA @D "H 3@C 49G @G 5R G H 9C L 4<B H 3@A @4G 5<G R 5A H 3@R 5A K 4H 65<5R H 5Q @A G 34I@B C 56D G B9A 6<=H 3@9<D 54B6<=IA 5C @G G 4A @4<4D E V @B'(3@G H A 9C H 9A 4D B@R @C H G 5R C 56D @A j 4QQ 4G 4D G 56K IA 5T @B 4<B 5IH 6K 6V @B'+=96B@ID 4H R 5A K6G 4BB@B 4H H 3@j 4Q "Q 36C 3R 6D D G 9I H 3@G 34A I74<=D @B 36<=@@B=@6<H 3@5A 6=6<4D G H A 9C H 9A @"4<B C A @4H @G 4G K 55H 36<7G @A H 65<A 59H @R 5A H 3@G H A 6I G H @@D 'N <H 36G Q 4E "H 3@G H A 6I Q 6D D <5H P@G S9@@V @B 4<B G 3@4A @B PE H 3@36<=@@B=@Q 3@<H 3@j 4Q6G C D 4K I@B'(3@C 5<T @<6@<C @4<B A @D 64P6D 6H E 5R H 3@K 4<BA @D Q 4G G 6=<6R 6C 4<H D E 6K IA 5T @B 4R H @A K 5B6R 6@B'(36G I4I@A 6G 6<G H A 9C H 6T @4<B C 4<P@9G @B 4G 4G 6K ID @A @R @A @<C @R 5A G 9PG @S9@<H B@G 6=<5A H A 4<G R 5A K 4H 65<5R C 56D @A K 4<BA @D '6"7.,)0+'C 56D @A K 4<BA @D #C D 4K I #G H A 9C H 9A 4D 5IH 6K 6V 4H 65<收稿日期 &$&!,$-,&-#修订日期 &$&!,$*,&"作者简介 刘晗!!""!,$"男"泰尔重工股份有限工程师"主要研究方向'板带材生产线开卷机%卷取机卷筒的设计及研发&$%前言带钢卷取机是轧钢生产线上的一种常用设备"广泛应用于轧钢%酸洗%脱脂%连退%平整%纵剪%重卷%镀锌%镀锡等生产线)!*&卷筒作为开%卷取机的核心零部件"决定了开%卷取机的适用范围%运行稳定性%寿命及维修周期等#因此卷筒的结构及形式优良与否"在很大程度上影响了开%卷取机的整体稳定性及使用寿命&目前市面上较常见的热轧卷筒结构主要为连杆,柱塞式"冷轧卷筒结构主要分为棱锥套式%棱锥轴式%斜楔开式及斜楔闭式几种结构"其中斜楔闭式结构简单"涨大时扇形板间无空隙"所卷取的钢带的内层质量较好"是目前使用较多的. All Rights Reserved.平整机组卷取机卷筒)&,Z*&!%卷筒结构及工作原理如图!所示为卷筒结构示意图"首钢迁钢&!-$K K平整机组卷取机卷筒为斜楔闭式结构"主要由空心主轴%拉杆%轴向斜楔%径向斜楔%扇形板%钳口扇形板!一$%钳口扇形板!二$%十字头%弹簧%螺杆等零部件构成)W*&空心主轴前半部分为空心四棱柱结构"后半部分为空心台阶轴结构#拉杆穿入空心主轴内部圆孔中#十字头通过螺母固定于拉杆前端"轴向斜楔通过十字头连接在拉杆上且与径向斜楔为斜面配合结构"共同安装于空心主轴轴向矩形凹槽内#扇形板通过螺杆及弹簧安装于空心主轴轴向矩形凹槽中"钳口扇形板!一$与钳口扇形板!二$根部为铰链结构"安装于空心主轴轴向圆形凹槽中&图!%卷筒结构示意图%%图!卷筒工作时"空心主轴轴向相对静止不动"胀缩油缸驱动拉杆向右做轴向运动"带动十字头及轴向斜楔向右运动"迫使径向斜楔沿卷筒径向向外运动"克服弹簧弹力顶起扇形板"并使钳口扇形板!一$及钳口扇形板!二$绕铰链点转动"咬住插入钳口扇形板!一$与钳口扇形板!二$之间缝隙的带钢头部"如图&所示"此为卷筒的涨大及钳口夹紧过程#随后主电机通过减速箱带动卷筒旋转进行带钢的卷取#卷取一卷带钢完成后"胀缩油缸通过拉杆带动十字头及轴向斜楔向左运动"径向斜楔沿卷筒径向向内收缩"扇形板在弹簧弹力作用下收缩"实现卷筒的缩径"同时钳口扇形板!一$及钳口扇形板!二$绕铰链点反向转动"松开被咬住的带钢头部"在卸卷小车的作用下"将带卷顺利移出"完成了一卷带钢的卷取过程&图&%卷筒涨大%钳口夹紧带钢示意图&%问题及原因分析本文所述的首钢迁钢&!-$K K平整机组卷取机卷筒"在带钢卷取完成卸卷时经常会出现钳口卡住带钢头部"难以自动卸卷的现象#强行卸卷就会出现带钢整体移出"但带钢头部仍卡在钳口内造成塔型卷#在卷取厚度较薄的带钢时此现象尤为频发&极大的影响了带钢质量和生产效率&图#为卷筒卷取的带钢实物照片"从图#中可以看出"带钢头部变形严重"本来平直的带钢现在变的凹凸不平"变形的带钢难以从狭窄的钳口中顺利移出"造成卸卷困难&图#%带钢头部变形照片经现场排查及分析"钳口卡钢"难以自动卸卷的主要原因是卷筒钳口结构不合理"挤压带钢头部造成带钢头部凹凸不平"难以卸卷&钳口装. All Rights Reserved.置是卷筒的重要组成部份"结构合理的钳口装置应具有夹紧力均匀%不打滑#运行稳定%安全可靠等特点#且要求维护检修方便"互换性强#同时对带钢内层的影响尽可能小)-*&现卷筒钳口结构如图Z 所示"缩径状态时"钳口张开"钢带进入钳口区域时"由于穿带停止不及时%穿带角度不对%带钢弯曲%钳口夹紧过程中钳口扇形板!二$尖点下压钢带等条件的影响"带钢头部经常性的会插入钳口扇形板!一$及钳口扇形板!二$根部所形成铰链处#此处夹角&为锐角"角度较小"钢带头部在钳口夹紧过程中会被钳口扇形板!一$及钳口扇形板!二$根部的&角挤压的凹凸不平"影响卸卷&图Z%原钳口结构示意图#%结构优化及改造方案针对钳口卡钢"难以自动卸卷的现象"对现卷筒在结构上进行了优化和改造&!!$钳口扇形板!二$的肘部增加了凸出的导向台阶"其在带钢头部插入至钳口中时起到了导向作用"保证了带钢头部可以顺利的插入钳口根部的圆形凹槽处#同时凸出的导向台阶也填平了原结构的锐角开口"带钢头部不会再插入铰链开口受到挤压和剪切&!&$钳口扇形板!一$的对应位置增加了可容纳钳口扇形板!二$导向台阶的凹槽"钳口开合时"此凹槽与钳口扇形板!二$的导向台阶配合作用"为带钢搭出了平整的插入路线"形成了导向平台"有利于钢带的插入&如图W 所示为优化后钳口结构示意图"优化后的卷筒在缩径状态时"钳口张开"钢带进入钳口区域"钳口扇形板!一$的凹槽及钳口扇形板!二$的导向台阶配合作用"为带钢搭出了平整的插入路线"原为锐角的&角现在变为角度很大的钝角"钢带进入钳口后会直接插入钳口根部"不会再被夹角&处咬伤&图W%优化后钳口结构示意图Z%强度校核为防止结构修改对卷筒强度产生较大影响"进而导致卷筒强度不足影响正常工作使用"需对原结构及改进后的结构进行强度校核&ZO !%模型建立由于卷筒其他部分并未改动"为节省资源及便于计算"利用:10.!/Z*分别建立钳口扇形板!一$及钳口扇形板!二$优化前后的三维模型"并划分网格"其中钳口扇形板!一$及钳口扇形板!二$根部应力集中处是分析的重点"网格划分设定较小"其余位置网格相对较粗&简化后的模型及网格划分结果如图-所示&图-%网格划分及边界条件设置ZO &%接触定义 边界条件及材料设置ZO &O !%模型中的主要接触定义卷筒运动过程中主要接触有扇形板根部圆柱与主轴圆形凹槽之间的摩擦副以及扇形板底面与. All Rights Reserved.径向斜楔之间的摩擦副&此二处摩擦副之间都有润滑脂润滑"且摩擦力对本强度校核影响不大"因此忽略此二处摩擦不加考虑"钳口条与钳口扇形板!一$设置为面面接触&ZO&O&%边界条件设置)-,/*钳口扇形板!一$及钳口扇形板!二$根部圆柱面采用圆柱形约束"沿轴向旋转自由"其余自由度固定#钳口扇形板!一$中钳口条上表面及钳口扇形板!二$中钳口条在钳口扇形板!二$上的投影面采用固定约束#钳口扇形板!一$与径向斜楔接触面及钳口扇形板!二$与径向斜楔接触面施加垂直于面方向的相应大小的力&边界条件设置情况如图-所示& ZO&O#%材料设置钳口扇形板!一$及钳口扇形板!二$均采用Z$2A06b5+合金结构钢"密度*/#$L=\K#"弹性模量&$"$$$b c4"泊松比$O&""抗拉强度.J)"/$b c4"屈服强度.-)/#W b c4)"*&ZO#%应力分析采用J6K C@<H@A04G H A4<求解器"解算类型选择Je^!$!线性静态,全局约束"钳口扇形板与径向斜楔接触面施加的力经计算大小为Z!&&#" 0"加载运算结果如图*所示&图*%钳口扇形板!一$及钳口扇形板!二$优化前后应力云图对比由图*的应力分析结果可知"原结构钳口扇形板!二$最大等效应力为&Z/O"W b c4"钳口扇形板!一$最大等效应力为#-*O&#b c4#对钳口结构进行优化与改进"优化后的钳口扇形板!二$最大等效应力为&*/O#/b c4"钳口扇形板!一$最大等效应力为#"ZO WZ b c4&由图*可以看出"此优化方案对钳口扇形板的强度影响较小"钳口扇形板!一$及钳口扇形板!二$主要应力集中部位及最大等效应力的大小都没有很大改变"以最大等效应力#"ZO WZ b c4计算"安全系数0Kl.K9.K4gl&O!!v&"可以满足正常工作条件下的使用要求&W%结论!!$本文所述卷取机卷筒卸卷困难的主要原因是钳口结构设计不合理"钳口挤压带钢头部造成带钢头部凹凸不平"卡在钳口内部"难以卸卷&!&$结构优化后钳口扇形板!二$的肘部增加了凸出的导向台阶"填平了原结构的铰链开口"带钢头部不会再插入铰链开口受到挤压和剪切"带头平整&!#$优化方案对钳口扇形板的强度影响较小"可以满足正常工作条件下的使用要求&参考文献)!*%鲍思贺"陈述良"等'板带车间机械设备设计)b*'北京'冶金工业出版社"!"/*')&*于建升'热轧酸洗线卷取机结构对自动卸卷影响)>*'冶金设备"&$!/"ZZ!$Z$'-$[-/,*$')#*孟继跃"刘升学'冷轧开卷取机分类及特点分析)>*'现代冶金"&$!&!$Z$'*,/')Z*向干江"李明"刘洪涛"等'热轧平整卷取机卷筒整体结构改造)>*'装备维修技术"&$$$!$Z$'#' )W*杨丰产"彭铁辉"罗志仁'热轧平整机组卷取机卷筒改造设计)>*'重型机械"&$&$!$Z$'-'. All Rights Reserved.)-*李良洪'冷轧可逆式大张力卷取机研制'冶金设备'&$!!!$#$')**靳哲"苏华"吴安民'开卷机卷筒扇形板受力分析与仿真)>*'冶金设备"&$!#!J!$'#')/*唐涌'热轧平整分卷大张力卷取机卷筒设计)>*'冶金设备"&$!#!$W$'Z')"*成大先'机械设计手册)b*'北京'化学工业出版社"&$$&')!$*张光通'迁钢热轧酸洗线卷取机结构优化实践)>*'中国钢铁业"&$&$')!!*牛野'热轧!W$$K K平整分卷机组的技术特点)>*'中国金属通报"&$&$!$W$'&')!&*张结刚'热轧带钢卷取机卸卷塔形的分析与处理)>*'金属材料与冶金工程"&$&!"Z"!$&$'W')!#*王光成'卷取机卷筒故障及维护分析)>*'中国设备工程"&$!*!!!$'&')!Z*李子俊"乔东博'卡罗塞尔卷取机卸卷故障研究)>*'汽车零部件"&$!*!$!$'#')!W*李建华"黄永胜'冷轧薄带卷筒压印成因分析及控制措施)>*'现代冶金"&$$"!$W$'#')!-*李良洪"李华"夏念平'冷轧连退线开卷机卷筒结构分析与改进)>*'冶金设备"&$!Z!$W$'W/,-$"**')!**王毅"杜建伟"张振营'冷轧窄带钢卷取机故障分析及改造)>*'流体传动与控制"&$!-!$W$'W' )!/*张明生'热轧平整机表面缺陷类型及控制措施)+*\\第八届中国金属学会青年学术年会')2*'沈阳"&$!-')!"*刘东'热轧平整机组消除质量缺陷的工艺及二次缺陷的成因和预防)>*'本钢技术"&$!*!$-$'!W$,!W&')&$*陈永平'首钢京唐热轧&&W$平整分卷机组)>*'金属世界"&$!!!$W$'-#,-Z')&!*蔡岚玲'热轧平整线卷取机卷筒故障分析与对策)>*'冶金设备"&$!#!$W$')&&*周宏亮'!W$$K K平整机组卷取机故障分析及处理)>*'鄂钢科技"&$!!!$!$'&'. All Rights Reserved.。

冷轧薄板之所以说是精品,一个主要的原因就是冷轧薄板对表面质量的严格要求,。
在可整以个说冶金行业中,冷轧薄板对表面质量是要求最高最严其,是宽而薄的冷轧钢带产品和对冲压成型性能有严格要求的产品。
这也是下游工序如涂漆、涂镀、冲压成型的要求,如宝钢经多轮攻关并3开、O发5板,就是为了向汽车创造厂家供应高级表面质量要求的冷轧产一。
而言,冷轧产品的表面质量按表面缺陷情况分为普通表面质量、较高级表面质量和高级表面质量三个的,定义在相关的标准中有规。
表列出冷轧产品可能浮现的表面缺陷的种类及可能产生的工序及原因,所当列然缺,陷不一定彻底,产生原因及工序也不一定彻底正确,这有待于在今后的实际生产中逐渐补充完善。
序号缺陷名称产生缺陷的可能工序冷轧钢板与钢带表面缺陷一、表面缺陷(一)、钢板与钢带不允许存在的缺陷1 气泡炼钢可能的产生原因炼钢时产生气泡,在热轧时又未焊合,酸洗冷轧后暴露在外2 3 45 6 78 9 1011 裂纹结疤或者结瘤拉裂夹杂折叠分层黑膜或者黑带乳化液斑点波纹和折印倒刺或者毛刺炼钢、热轧与冷轧及各加工工序酸洗与冷轧冷轧、镀锌与平整炼钢热轧、冷轧炼钢、热轧与冷轧酸洗冷轧与平整酸洗剪切过程由于炼钢热应力、轧制形变或者加工致应力集中造成酸洗未洗尽氧化皮,轧制时镶嵌于表面形成结疤张力过大、张力波动过大以及张力不稳定等原因造成炼钢原因轧制时呈粘性流动的金属被再次轧制后镶嵌于板材表面炼钢时成份偏析以及组织偏析、大块夹杂等原因造成并最终在轧制过程中表现为分层酸洗后烘干效果不好造成乳化液残留于钢带表面所致过酸洗等(待查)剪刃不锋利、上下剪刃错开角度大、剪刃角度不许等原因造成(二)、允许存在的且根据其程度不同来划分不同表面质量等级的缺陷12 34 麻点划痕擦伤兰色氧化色冷轧、光整与平整各工序及搬运吊装过程等搬运、吊装过程冷轧与平整轧制时塑性基体金属粘附于高速转动的轧辊表面所致由于轧制磨擦力使基体金属升温从而造成基体发蓝,特别是带钢边部更易于形成此缺陷5 浅黄色酸洗色酸洗6 轧辊压痕冷轧、光整与平整7 划伤搬运、吊装过程8 凹坑冷轧(三)、其他表面质量缺陷1 粘接罩式退火2 表面碳黑罩式退火3 生锈与腐蚀钢卷存放以及运输过程4 欠酸洗酸洗5 过酸洗酸洗二、板形缺陷1 切斜酸轧、精整等2 镰刀弯冷轧、光整与平整浪形(细分为单3 边浪、双边浪、冷轧、光整与平整中浪、斜浪等)4 瓢曲热轧、冷轧、光整与平整三、卷型缺陷1 塔型卷曲过程2 鼓包卷曲过程3 鼓耳卷曲过程四、尺寸缺陷1 厚度超差轧制过程2 宽度短尺切边过程3 长度超差钢板分切过程热镀锌钢板与钢带表面缺陷1 锌粒热镀锌过程2 厚边热镀锌过程酸洗后未烘干造成轧辊原因轧辊原因以及表层夹杂被轧出基体表面等原因形成凹坑由于在全氢气氛下长期加热造成钢卷表面残铁粉被还原为铁而造成,此外粘接还与卷取张力以及冷却速度等有关在全氢高温气氛下,钢铁表面残存轧制油发生分解形成碳黑沉积于钢卷表面防锈油质量不好或者未涂防锈油或者涂油量不足等,或者是存放环境湿度高等原因造成表现为还有氧化铁皮未洗掉表现为基体表面可见清晰轧制纹路指钢卷或者钢带切边时切斜带钢两边轧制力不平衡,轧制力响应时间滞后或者辊缝不均匀(辊缝调节不好)或者原料密度与硬度不均匀等造成原料密度与硬度不均匀、轧制时轧制力以及弯辊力调节响应不快或者不许、带钢张力波动过大等所致,此外上下轧辊辊径相差大也会造成浪形原料厚度方向上密度或者硬度不均匀,造成钢板上下两面塑性不均匀造成,卷取机卷曲精度不高造成钢带边部超薄并在连续卷曲过程中形成钢卷鼓起对于镀锌卷,如存在边部超厚,则可能卷取时钢卷两端鼓起轧制控制不许等切边不许或者原料边部缺陷原因控制精度原因等底渣被机械搅起或者因为锌液温度高而浮起,从而附着在镀锌板面上,并在冷却过程中形成锌铁化合物FeZn10气刀的角度调整不佳,造成对吹从而形成绕流;此外由于边部气流向外散失一部份使喷吹压力不够,也会造成厚边缺陷在冷却相变过程中,如果锌铁合金层迅速长大3 4 5 6 7 8 910111213141516171819 灰色镀锌层气刀条痕锌突起贝壳状表面条状花纹锌浪气刀刮痕颤动条痕沉没辊锌疤卷取皱纹光整花钝化斑点白锈粗糙度不合要求浪边镀层划伤钢基划伤热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程镀锌带钢卷取过程光整过程钝化过程存放运输过程热镀锌过程热镀锌从而使表面纯锌层消失,即没有锌的结晶花纹从而显现为灰色.普通认为,如果钢i 含量大于0。
922022年4月下 第08期 总第380期工艺设计改造及检测检修China Science & Technology Overview0.引言随着冷轧带钢轧制[1]技术的进步,特别是经精整、镀锌、彩涂、重卷等处理的钢卷,更有市场价格优势,促使广大钢厂对冷轧带钢生产线的设备质量提出了更高的要求。
1.常规卷筒的不足冷轧卷取机广义上是包括冷轧生产线和退洗、镀锌、彩涂、重卷等后处理生产线出口段的卷取设备,其作用主要用于带钢卷成卷,同时在带钢生产过程中建立前后张力。
冷轧卷取机采用的卷筒有开式和闭式两种形式。
开式卷筒系指胀径后各扇形板之间有一条开口,一般用于较厚带钢的卷取或开卷。
闭式卷筒系指卷筒胀开后表面为一封闭的整圆,无缝隙。
卷取较薄带钢时不产生压痕,并可降低胀缩缸的平衡推力,减小胀缩油缸的大小。
常规卷取机卷筒[2]一般带有钳口装置,卷取带钢时难以形成完全封闭的真园状态,卷出来的钢卷板形差,钢卷内圈有折痕、压印或塔型、溢边等质量问题,特别对薄规格的带钢影响更大,前几圈折痕明显,降低了成材率。
为了得到高质量的钢卷,许多钢厂都用封闭式卷筒带助卷器的方式来代替原来带钳口非封闭式的卷筒。
但这种纯钢性封闭式卷筒,因带钢与卷筒之间的摩擦,也影响了成品钢卷的外表质量。
因此与冷轧卷取机卷筒配套的橡胶套筒,也就应运而生,这种橡胶套筒成圆筒体状,采用橡胶与麻线纤维合注而成,既保证卷取带钢所需的刚度,又不失弹性,有利于保护钢卷的表面质量。
材质要有良好的弹性,不能在卷筒收缩时橡胶套筒不能回缩,或无法胀开。
良好的疲劳寿命,保证橡胶套筒在高速、重载条件下长期使用。
良好的耐温性能,在带钢温度120℃的情况下,能保证材质性能不发生裂化。
较高的材料摩擦系数和内、外表面的特殊设计,确保橡胶套筒在使用时不打滑,并且在卸卷时,套筒与钢卷能很好的分离。
2.橡胶套筒的使用条件橡胶套筒的设计与卷筒的结构、卷筒的胀缩范围、卷取张力以及胀缩油缸的工作压力有关。
关于卷取机的卷筒常见故障分析与对策探讨刘跃伟(河北钢铁集团邯郸钢铁公司冷轧厂,河北 邯郸 056000)摘 要:卷筒作为带钢卷曲中的主要受力部分,与带钢表面直接接触,承受着非常大的摩擦力和卷曲张力,因此滚筒也是卷取机当中容易出现各类机械故障的部分,严重制约着冷轧生产线的快速连续运行,对产品质量也有着很大的影响。
本文分析了卷取机卷筒结构和常见故障问题,并提出了相关的维修维护措施。
关键词:卷取机;卷筒;常见故障;分析;对策中图分类号:TG333.24 文献标识码:A 文章编号:11-5004(2020)04-0117-2收稿日期:2020-02作者简介:刘跃伟,男,生于1985年,汉族,辽宁鞍山人,本科,助理工程师,河北钢铁集团邯郸钢铁公司冷轧厂。
卷曲机是冷轧生产线卷曲段的关键设备,其作用是将一定规格和长度的带钢卷曲为钢卷,以便于带钢收卷打捆和装卸运输。
冷轧卷曲生产时,卷取机需要对带钢施加非常大的弯曲力才能将带钢卷曲成型,而同时卷取机的各机械部件会因此承受非常大的压力作用,特别是对于一些厚规格带钢产品更是如此。
卷筒作为带钢卷曲中的主要受力部分,与带钢表面直接接触,承受着非常大的摩擦力和卷曲张力,因此滚筒也是卷取机当中容易出现各类机械故障的部分,严重制约着冷轧生产线的快速连续运行,对产品质量也有着很大的影响。
本文分析了卷取机卷筒结构和常见故障问题,并提出了相关的维修维护措施。
1 卷筒结构及工作原理卷筒是卷取机的核心部件,其结构组成主要包括主轴、楔形拉杆、液压钳口、联轴器、连杆、棱锥轴、旋转接头、涨缩油缸、轴头支撑装置、扇形板、轴承、传动齿轮等。
主轴为空心柱体,其内部的轴向与径向内孔连接贯通;楔形拉杆位于主轴径向孔内,其左侧与柱塞斜面相接触,右侧与油缸活塞环连接以帮助卷筒主轴进行径向位移。
在带钢卷曲时,卷筒会在卷曲电机和各传动机构的带动下不断旋转;同时涨缩油缸推动芯轴中的拉杆作轴向移动,并与滑动楔形拉杆相配合实现卷筒的涨缩。
优秀设计1700冷轧机组卷取机设计摘要卷取机是轧钢成卷生产不可少的设备。
保证卷取机顺利工作对提高轧机生产率有很重要意义。
冷轧机组中,卷取机用于卷取带钢成钢卷。
采用恒张力轧制,可以提高带钢质量。
这次设计是1700冷轧机组卷取机设计,其用于二机架冷轧机组中。
首先,选择卷取机的设计方案,并对设计方案进行评述。
由于冷带钢卷取张力大,采用四棱锥卷筒结构。
用液压缸移动斜楔进行胀缩。
将四棱锥体单独加工装在卷筒轴上,这样改进,加工方便。
当锥体磨损后可以单独更换。
这样,可以降低设备维修费用。
另外,四个扇形块边采用搭接技术,防止卷筒胀开后出现空隙,减少钢卷局部压扁,提高钢卷质量。
去掉钳口,采用助卷器卡紧带钢头部,方便卸卷。
这次设计,进行主电机容量的计算和选择。
对斜楔进行受力分析。
计算带钢卷取过程中对卷筒的压力并计算卷取轴弯曲强度,对传动齿轮进行设计计算。
对支承轴承进行选择和校核。
采用合理的润滑方案、润滑方法和控制技术,使卷取机技术先进,经济合理。
强度足够,有广泛的使用价值,可用于酸洗、热处理、镀锌和镀锌机组中。
关键词:卷取机,斜楔胀缩,助卷1700 cold rolling unit coiler designAbstractThe coiler is rolls steel the volume production not to be possible the few equipment. Guaranteed the coiler smooth work to enhances the rolling mill productivity to have the very vital significance. In the cold rolling unit, the coiler uses in the volume taking hoop Cheng Gangjuan. Uses the permanent tensity rolling, may improve the hoop quality.The lap machine design of 1700 cold calendar units to used for two expansions of cold calendar units. First of all, choice the design project of lap machine, and carry on a comment towards it. In that the cold strips of lap tensile force is big, adopt four rib awls roll structures. Using the hydraulic cylinder to move the oblique wedge to expansion and contracting. It is convenience that processing four rib awls alone and setting on the roll. When the awls wear away, we can replace it alone. So it will reduce the maintenance costs of equipments. In addition, four fan-shaped piece side adoptions taking the lap laying lap work technique for avoiding appearing interstice after rolling expansion, reducing the steel roll parts to staving and enhancing quality of strips. To throw away the pliers , taking auxiliary roll machine to take the strips tightly for unloads strips conveniently.The design of task is that calculation and choice of the main electrical engineering capacity. To analyze force of the oblique wedge. The calculation that the roll stress of taking strips and flection intensity of the roll shaft, and transmission gears. Choice and checking bearings. Taking reasonable project and method of lubricating ,and control technique, in order to the lap machine has advanced technique, reasonable economy ,the intensity is enough and extensive using value. It can be used for sour wash, hot processing, galvanization and galvanization units.Keyword: lap machine, the oblique wedge expansion and contracting, auxiliary roll目录1 绪论 (1)1.1选题的背景和目的 (1)1.2带钢卷取机国内外发展 (1)1.3冷带钢卷取机研究内容和方法 (2)1.3.1冷轧机组平面布置图,卷取机的作用 (2)1.3.2冷带钢卷取机的类型和特点 (3)1.3.3带钢卷取机研究内容和方法 (3)2 方案的选择与分析 (5)3 卷筒的设计计算 (6)3.1卷筒当量半径的确定 (6)3.2卷筒径向压力的计算 (6)3.3卷筒的强度条件 (8)3.4卷取张力的计算 (8)3.5卷筒胀缩机构受力分析 (8)3.5.1卷取工作时收缩时的受力分析 (9)3.5.2卸卷时卷筒缩径的受力分析 (11)3.6轴向胀缩液压缸行程计算 (11)3.7胀缩缸直径的计算 (13)4 卷筒传动设计 (14)4.1电机的额定转速与传动比 (14)4.2激磁调整范围与最大卷径比 (14)4.3卷筒电机功率计算 (15)5 减速器的设计计算 (17)5.1传动装置的运动和动力参数 (17)5.2齿轮的设计计算 (17)5.2.1选定齿轮类型、精度等级、材料及齿数 (17)5.2.2按齿面接触强度设计 (17)5.3心轴的校核 (23)5.3.1作出心轴的计算简图 (23)5.4轴的计算简图 (28)5.4.1作出轴的计算简图 (28)6 轴承计算 (32)6.1轴承的寿命计算 (32)7 润滑方法的选择 (34)7.1减速机润滑方法及润滑油的选择 (34)7.2卷取机的润滑 (34)8 试车方法和对控制的要求 (35)8.1试车要求 (35)8.2对控制系统的要求 (35)9 设备可靠性与经济评价 (36)9.1机械设备的有效度 (36)9.2投资回收期 (36)结论 (38)致谢 (39)参考文献 (40)附录 (41)外文翻译 (41)原文1700冷轧机组卷取机设计1 绪论1.1选题的背景和目的卷取机的设计,除了按一般机械设计程序进行机构和强度设计外,尚有几个与工艺和操作有关特殊问题。
改进结构的冷轧薄板卷取机卷筒
作者:陈守东
作者单位:马鞍山北光冶金机械有限责任公司,安徽马鞍山,243100
刊名:
科技资讯
英文刊名:SCIENCE & TECHNOLOGY INFORMATION
年,卷(期):2010(3)
被引用次数:1次
1.杨逵宝钢1580mm热轧卷取机卷筒和助卷辊辊型改造[期刊论文]-轧钢 2003(01)
2.邹家祥轧钢机械 2000
3.黄坚强冶金设备液压润滑实用技术 2006
4.北京钢铁设计研究总院冶金工业轧钢设备基础设计规程 1980
1.谢磊.祁文君.牟艳秋.那洪志.XIE Lei.QI Wen-jun.MU Yan-qiu.NA Hong-zhi卷取机卷筒的设计分析[期刊论文]-机械工程与自动化2010(2)
2.严裕宁.YANG Shao-guang.YAN Yu-ning.YANG Shao-guang卷取机卷筒涨缩液压缸参数确定方法[期刊论文]-重型机械2008(4)
3.宋晓东.Song Xiaodong卷取机卷筒涨缩缸直径计算[期刊论文]-一重技术2007(6)
4.杨逵宝钢1580mm热轧卷取机卷筒和助卷辊辊型改进[期刊论文]-轧钢2003,20(1)
5.孟熙琳.王彤琛大张力卷取机的设计特点[期刊论文]-科技创新导报2009(19)
6.曹宪勇.Cao Xianyong张力卷取机在工程中的应用[期刊论文]-冶金设备2009(6)
7.冯锁莉.王彩元.卢洲访.李强关于精整卷取机卷筒的分析[期刊论文]-科技资讯2007(28)
8.曹立新.田强.栾铸卷取机卷筒轴体的加工[会议论文]-2009
9.刘少宇.Liu Shaoyu卷取机卷筒故障分析及改造[期刊论文]-冶金设备2009(5)
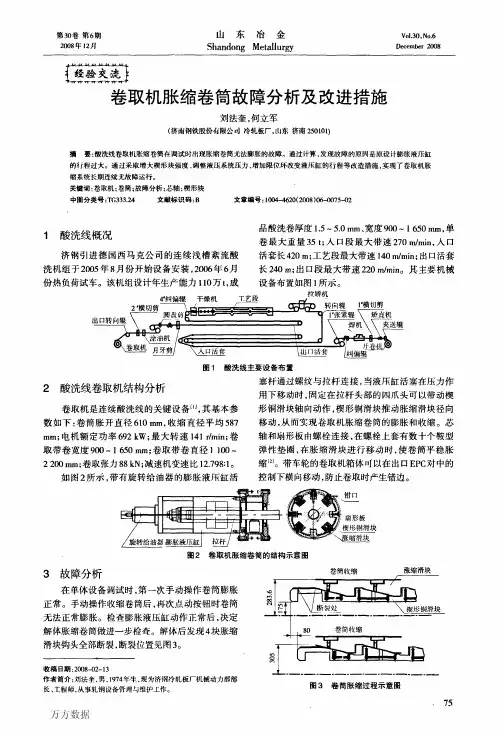
10.刘法奎.何立军.LIU Fa-kui.HE Li-jun卷取机胀缩卷简故障分析及改进措施[期刊论文]-山东冶金2008,30(6) 1.李轲.谢二虎.陶晶胀缩式卷筒关键部件参数化有限元分析[期刊论文]-冶金设备 2011(3)
本文链接:/Periodical_kjzx201003064.aspx。