薄板坯连铸连轧技术
- 格式:ppt
- 大小:2.97 MB
- 文档页数:45
薄板坯连铸连轧技术及其ESP工艺陈燕才;张堂正【摘要】介绍了主要薄板坯连铸连轧工艺流程及其装备特点,分析了ESP新工艺的技术特性、工艺路线、设备参数,明确了ESP工艺在极薄带生产、"以热代冷"工艺上的显著优势.%Introducing process and equipment of the main thin slab casting-rolling, the paper analyzes the technical characteristics, process route and equipment parameters of the ESP process.The advantages of the ESP process in very thin slab production and "replacing cold with heat" technology are also discussed.【期刊名称】《武汉工程职业技术学院学报》【年(卷),期】2017(029)001【总页数】5页(P1-5)【关键词】薄板坯连铸连轧;ESP工艺;连铸连轧产线;无头轧制技术;CSP【作者】陈燕才;张堂正【作者单位】武钢研究院湖北武汉 430080;武钢研究院湖北武汉 430080【正文语种】中文【中图分类】TG162.8薄板坯连铸连轧技术自上世纪八十年末代投入工业化生产以来,由于其流程大别于此前的连铸加热连轧工艺,在不到三十年的时间里,得到了飞速地应用。
目前世界范围内薄板坯连铸连轧产线已近百条,产能接近2亿吨,形成了与传统连铸——热连轧工艺齐头并进的势头。
相比传统连铸——热连轧工艺,薄板坯连铸连轧技术将连铸、加(均)热和热连轧三大流程有机整合到一条产线内,优势十分明显:投资省,占地少,能耗低,成材率高,运行成本低,且通过无头轧制技术可生产传统热连轧工艺无法生产的薄材、极薄材,实现部分品种规格的“以热代冷”。
钢的连续浇铸连续铸钢是用连铸机浇铸、冷却、切割而直接得到铸坯的工艺,它是连接炼钢和热轧的环节。
主要设备由钢包、中间包、结晶器、结晶振动装置、二次冷却和铸坯导向装置、拉坯矫直装置、切割、出坯装置等组成的。
1 、浇铸过程:将盛钢水的钢包吊到连铸机上部,钢水通过钢包底部的水口流到中间包,钢水进入结晶器内,钢水从四周逐步冷却凝固,温度下降,当钢水开始进入结晶器时,在结晶器下段用引锭杆塞住,当出结晶器时,有二次冷却装置靠许多喷头喷出雾壮水进行冷却。
在用夹紧辊拉出,完全凝固后,切割成板坯,送热轧厂。
设备:A 、钢包。
是用于盛放钢水并进行精炼的容器。
B 、中间包。
位于钢包与结晶器之间,起到稳流、减压、储钢、分流等作用。
它的容量为钢包的20 一40%。
C 、结晶器是连铸的“心脏”,钢水在结晶器内冷却初步凝固成一定厚度的铸坯外形,并被连续从结晶器下口拉出,进入二冷区。
D ,二次冷却。
铸坯出结晶器到完全凝固的过程称二次冷却,通过喷水或喷雾气冷却。
E ,拉坯矫直装置。
对板坯矫直。
F ,切割。
把板坯切割成规定的尺寸。
2 、薄板坯连铸连轧技术薄板坯连铸连轧是20 世界80 年代末开发成功的技术,特点是:A ,板坯厚度小。
厚度在20 一80mm ,冷却快。
B ,拉速快,一般在sm / min 。
C ,流程短。
传统的厚板坯一般是热送或冷却后送热轧板坯库,编组后进加热炉加热后再轧制,由于炼钢和热轧是二个独立的部门,生产不连续。
而薄板坯连铸连轧,是将连铸机与连轧机连成一条线,钢水由薄板坯连铸机生产一定规格的板坯,随即进入在线的加热炉进行少量的加热,即可进入连轧机轧制。
这样缩短了生产周期、减少设备投资。
但比表面积大,散热快,•缺陷的产生几率高。
主要工艺有:德国西马克(SMS )的CSP (漏斗形结晶器)技术,德国德马克(MOH )的ISp (平板直弧形结晶器)技术。
我国从西马克引进了CSp 生产线,分别在珠江钢厂、邯郸钢厂、包钢、唐钢、本钢的企业。
第一章绪论1.1 连铸连轧技术的简介1.1.1 连铸连轧的概念“连铸连轧”这个词包括如下概念:由连铸机生产出的高温无缺陷无须清理和再加热(但需经过短时均热和保温处理)而直接轧制成材,这样把“铸”和“轧”直接连成一条生产线的工艺流程就成为连铸连轧。
1.1.2 连铸连轧的优越性1)生产周期短,从钢水到产品的生产流程从几天或5~6小时缩短到0.5小时;2)占地面积少;3)固定资产投资少,尤其是薄板坯连铸连轧厂固定资产投资优势明显,越为常规流程的五分之一;4)金属的收的率高,尤其是无头轧制技术的长材率超过了99%;5)钢材性能好,由于铸坯过程的快速冷却,钢坯铸态组织致密,钢水的冷却强度很大,改善了钢材质量。
6)能耗少,由于采用热送热装,感应加热等技术,能耗仅为常规生产方式的35%~45%;电耗仅为常规流程的80%~90%;生产成本降低20%~30%。
1.2 连续铸钢设备连续铸钢生产所用的设备,实际上包括在连铸作用线上的一整套机械设备。
连铸设备通常可分为主体设备和辅助设备俩大部分。
主体设备包括浇铸设备—钢包运载设备,中间包及中间包小车或旋转台,结晶器及振动装置,二次冷却支撑导向装置;拉坯矫直设备-拉坯机、矫直机、引锭机、脱锭与引锭存放装置;切割设备—火焰切割机与机械剪切机(摆式剪切机、步进式剪切机等)。
辅助设备主要包括:出坯及精整设备—辊道、拉(推)钢机、翻钢机、火焰清理机等;工艺设备—中间包烘烤装置、吹氖装置、脱气装置、保护渣供给与结晶润滑装置等;自动控制与测量仪表—结晶器液面测量与显示系统、过程控制计算机、测温、测重、测长、测速、测压等仪表系统。
在连续铸钢的生产线上,出拉坯矫直机脱锭后的连铸坯需按用户或下部工序的要求,将铸坯切成定尺或倍尺。
因此在所有的连铸设备中,切割设备是非常重要的一种设备。
由于连铸坯必须在连续的运动过程中实现切割,因而连铸工艺对切割设备提出了特殊的要求,既不管采用什么型式的切割设备都必须与连铸坯实行严格的同步运动。
第一章模铸与连铸的比较⏹模铸:钢水→整模→浇铸→脱模→均热→初轧→成品轧制⏹连铸:钢水→连铸→成品轧制⏹液态铸轧:钢水→铸轧成品模铸铸锭的凝固⏹将炼成的钢水浇注到铸铁或砂型制成的钢锭模内,凝固后形成的锭子称为钢锭。
钢锭经轧制或锻压成为钢材后方能使用,所以钢锭是半成品。
⏹根据浇注方法的分为上注钢锭和下注钢锭。
下注锭的表面质量优于上注锭。
⏹根据脱氧程度的不同又有沸腾钢钢锭、半镇静钢钢锭和镇静钢钢锭三种。
沸腾钢是脱氧不完全的钢,镇静钢是脱氧完全的钢,半镇静钢的脱氧程度介于前两者之间,接近于镇静钢。
钢锭的应用现状⏹模铸锭与连铸坯相比,所占比例逐年减少,最终将减少到约占10%,其中合金钢和不锈钢将减少到20%,工具钢和特殊钢将减少到40%。
这是由于连铸坯可以多炉连浇、收得率高、不需初轧或开坯、能耗低,质量甚至优于模铸锭。
⏹但模铸镇静钢不可能完全被淘汰,因为锻造用钢、一些小批量生产的高级合金钢及VAR(真空电弧重熔)和ESR(电渣精炼)用的坯料仍需用模铸镇静钢来生产。
钢锭的质量⏹钢锭的质量有表面质量和内部质量之分。
⏹表面质量:结疤、裂纹、表皮的纯净度和致密度。
⏹内部质量:钢锭内部的纯净度、致密度、低倍非金属夹杂物数量和宏观偏析的程度。
⏹沸腾钢的表面质量好,但由于锭心偏析大,内部质量不如镇静钢。
连铸:使金属液由中间包经浸入式水口不断地通过水冷结晶器,凝成硬壳后从结晶器下方出口连续拉出,经喷水冷却,全部凝固后切成坯料的一种铸造工艺。
连铸的设备以弧形连铸机为例,主要有钢包支承装置、盛钢桶(钢包)、中间罐、结晶器(一次冷却装置)、结晶器振动装置、铸坯导向和二次冷却装置、引锭杆、拉坯矫直装置(拉矫机)、切割设备和铸坯运出装置(见辊道和横向移送设备)等连铸的优点变间断生产为连续生产,产量↑(连铸比,连浇炉数)冷却强度大,铸造组织比较细密,偏析小切头切尾率少,成才过程烧损和切损少,成材率提高8~12%工艺过程缩短,生产周期短,能耗、运输成本降低,能耗降低30~60%(视是否热装、热送、直接轧制而定)环保条件好,无整、脱模时的污染便于自动化,提高技术水平连铸的好处在于节能和提高金属收得率。
连铸连轧知识点一、连铸工艺的发展连铸是钢铁生产中重要的工艺环节,其发展历程与钢铁工业的整体发展密切相关。
自20世纪50年代初连铸技术诞生以来,它一直是提高钢铁生产效率和降低成本的重要手段。
随着科技的进步和环保要求的提高,连铸工艺也在不断发展和改进。
二、连铸工艺的基本原理连铸是一种连续铸造的工艺,其基本原理是将熔融的钢水通过结晶器冷却并形成凝固的铸坯,然后将铸坯连续地从结晶器中拉出,通过轧机进行轧制,最终得到所需的钢材。
三、连铸工艺的特点1、高效性:连铸工艺可以实现连续生产,提高生产效率,降低能耗。
2、节能性:相比传统的模铸工艺,连铸工艺可以节约能源,降低生产成本。
3、灵活性:连铸工艺可以根据市场需求生产不同规格、不同种类的钢材。
4、环保性:连铸工艺可以减少废弃物的产生,降低环境污染。
四、连铸工艺的应用范围连铸工艺广泛应用于各种钢铁产品的生产,包括板材、带材、型材、管材等。
随着技术的发展,连铸工艺也逐渐应用于有色金属、稀有金属等领域。
五、连铸工艺的未来发展方向随着科技的不断发展,连铸工艺的未来发展方向主要集中在以下几个方面:1、智能化:利用先进的自动化技术和智能化设备,提高生产过程的自动化水平和生产效率。
2、绿色化:进一步降低能耗和废弃物排放,实现生产过程的环保和可持续发展。
3、高效化:研发更高效的连铸技术,提高生产速度和产品质量。
薄板坯连铸连轧轧制区组织模拟薄板坯连铸连轧是一种高效、节能的钢材生产工艺,具有较高的生产效率和产品质量。
在轧制过程中,钢材的组织形态和性能特点对产品的质量和使用性能具有重要影响。
因此,薄板坯连铸连轧轧制区组织模拟成为了一个备受的研究领域。
通过组织模拟,可以深入了解轧制过程中材料的组织变化和性能特点,为工艺优化和产品性能提升提供理论支持和实践指导。
薄板坯连铸连轧轧制区背景及基础概念薄板坯连铸连轧是指将液态钢水倒入薄板坯连铸机中进行连续铸造,然后将连铸坯送入轧机进行连续轧制。
RAL短流程近终成形技术主讲人:张晓明轧制技术及连轧自动化国家重点实验室RAL 4 薄板坯连铸连轧的关键技术问题薄板坯必须采用连铸连轧工艺在卷重相同情况下,厚板坯定尺长度8~12m,薄板坯就需40~60m,比表面积达5以上。
这种既薄且长的铸坯就不能采取CCR或低温热装工艺,必须实行连铸连轧工艺。
薄板坯连铸连轧应具备的基本条件及采用的新技术⏹厚板坯连铸连轧的基本条件;⏹薄板坯连铸过程采用的新技术;⏹薄板坯连铸与轧制之间的衔接匹配技术;⏹薄板坯热轧新技术等。
RAL 4.1薄板坯连铸采用的新技术4.1.1 新型结晶器及其相关技术薄板坯连铸-薄板坯连铸连轧的突破口结晶器设计-薄板坯连铸技术的核心结晶器形状及分类形状:早期差别较大,现在越来越接近,突出表现在上口面积逐步增大。
分类:依结晶器形状不同大体可分为平行板型、漏斗型、全鼓肚型三种。
ISP工艺采用的平行板结晶器RAL特点:上部是垂直段,下部是弧形段,侧板可调,上口断面是矩形,由于结晶器上口的厚度为60~80mm,所以只能采用薄片型浸入式长水口,水口与结晶器内壁间只有10~15mm的间隙。
问题:⏹水口插入处宽面保护渣熔化不好,很难获得恒定可控的保护渣层,影响了薄板坯的表面质量;⏹水口的壁厚仅有10mm,水口寿命很低,最大钢水通过量仅为2t/min,产量受到限制。
RAL平板型结晶器进行的改进⏹由平板型结晶器改为小漏斗型(小橄榄球型),即将结晶器上口宽面厚度逐步加大到60+(25×2)mm的鼓肚型,一直延伸到结晶器出口(1.5×2)mm的小鼓肚。
⏹水口仍采用薄片型,由于鼓肚的存在,使结晶器上口空间加大,水口壁厚也增加到20mm,这样使结晶器的寿命大大延长。
RAL ⏹结晶器长度为1120mm ,其中漏斗区长度为700mm 。
上口中间部位的最大厚度达150mm ,下口处厚度为40~70mm ,可以满足精轧机组对铸坯厚度的要求。
CSP 工艺采用的漏斗型结晶器⏹上口宽面两侧为平行段,与宽面中部的铜壁按椭圆弧线连接,沿垂直方向在两宽面间形成带锥度的漏斗状内腔,在结晶器出口部分又收缩为平行段,其间距相当于薄板坯厚度;特点RAL问题⏹钢水凝固过程中发生弯曲变形,而理想的形状是尽可能减少或消除坯壳内两相区的弯曲变形率;⏹结晶器的漏斗形状和由漏斗向平行段过渡区形状的设计非常关键,要考虑凝固壳承受的复杂应力、截面周长变化、凝固收缩等多种因素的影响。
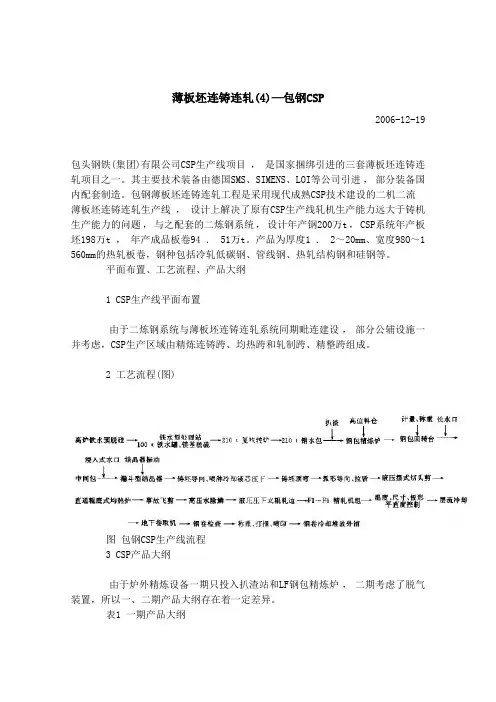
薄板坯连铸连轧(4)—包钢CSP2006-12-19包头钢铁(集团)有限公司CSP生产线项目,是国家捆绑引进的三套薄板坯连铸连轧项目之一。
其主要技术装备由德国SMS、SIMENS、LOI等公司引进,部分装备国内配套制造。
包钢薄板坯连铸连轧工程是采用现代成熟CSP技术建设的二机二流薄板坯连铸连轧生产线,设计上解决了原有CSP生产线轧机生产能力远大于铸机生产能力的问题,与之配套的二炼钢系统,设计年产钢200万t,CSP系统年产板坯198万t,年产成品板卷94.51万t。
产品为厚度1.2~20mm、宽度98O~1 560mm的热轧板卷,钢种包括冷轧低碳钢、管线钢、热轧结构钢和硅钢等。
平面布置、工艺流程、产品大纲1 CSP生产线平面布置由于二炼钢系统与薄板坯连铸连轧系统同期毗连建设,部分公辅设施一并考虑,CSP生产区域由精炼连铸跨、均热跨和轧制跨、精整跨组成。
2 工艺流程(图)图包钢CSP生产线流程3 CSP产品大纲由于炉外精炼设备一期只投入扒渣站和LF钢包精炼炉,二期考虑了脱气装置,所以一、二期产品大纲存在着一定差异。
表1 一期产品大纲表2 二期产品大纲主要设备特点1 冶炼部分在转炉炼钢车间内布置一座210 t顶底复吹转炉,在精炼连铸跨内布置一座钢水扒渣站,一座200 t LF钢包精练炉以及两流薄板坏连铸机,分别预留了2号转炉和脱气装置的位置。
转炉采用首钢1997年购买的美国加州钢厂设备,具有顶底复吹工艺,装有副枪操作设备,可实现气动挡渣功能和溅渣护炉技术,冶炼过程可以实现动态计算机控制,抬炼和精炼部分配有专门的除尘装置,以保护环境。
两机两流的立弯式薄板坯连铸机由SMS公司提供,采用漏斗式结晶器,结晶器长度为1.1m;铸机冶金长度为7.14m,弯曲半径为3.25 m,采用了60t大容量双流中间罐。
结晶器可实现在线调宽和液面自动控制,浇铸过程还采用了保护浇铸、自动称量及液芯压下技术,通过流芯压下,可以把结晶器出口65 mm的铸坯厚度压至50 mm,以保证某些产品在质量方面的需求。
本钢BSP薄板坯连铸机概述陶力群李秉强(本溪钢铁集团公司炼钢厂)摘要介绍薄板坯连铸机生产工艺及技术状况。
关键词薄板坯连铸机,H2漏斗型结晶器,带LPCS的动态软压下。
Summaries of Bengang BSP Flexible Thin Slab CasterLiu Jun Tao Liqun Li Bingqiang(Steel Making Plant of Benxi Iron &Steel (Group) Co.Ltd)Abstract This paper introduced production process and technology of flexible thin slab caster.Key words flexible slab caster H2 funnel mould dynamic soft reduction with LPCS1 前言自八十年代末美国纽柯公司的克里福兹维尔厂投产世界上第一台连铸—连轧短流程生产线,经济效益显著,引起国际冶金界的重视。
薄板坯连铸连轧技术与传统连铸连轧技术相比较,具有生产流程短,节约能源,降低生产成本及劳动强度等优点。
目前,随着薄板坯连铸连轧技术的日臻成熟,它所能生产的钢种已扩大到包括包晶钢、硅钢、汽车用钢、低碳钢、中碳钢、高碳钢、高强度合金钢等多个种类,产品结构越来越广泛。
本钢BSP薄板坯连铸机技术由Danieli公司提供:应用H2漏斗型结晶器、带LPCS的动态软压下、结晶器漏钢预报和热相图等技术,使BSP薄板连铸机的工艺技术和设备性能达到世界一流水平。
以下对本钢BSP薄板坯连铸机的工艺技术及设备性能做以介绍。
2本钢BSP薄板坯连铸连轧工艺简介BSP连铸--连轧短流程生产线生产厚度为90/70mm和100/85mm的铸坯。
连铸机采用H2漏斗型结晶器,结晶器长度1200mm,结晶器下部为2对带辊型的足辊,扇型0段前5对为带辊型的夹持辊,将出结晶器后有凸度的铸坯压平。
连铸技术发展现状申璐(郑州大学材料科学与工程学院,河南郑州450001)应用科技喃要】传统连铸技术正朝向近终形连铸不断发展,薄板坯连铸技术和双辊薄带连铸技术是两大典型的近终形连铸技术。
本文着重介绍了薄板坯连铸C SP工艺和双辊薄带连铸技术的主要特点。
关键技术及存在问题。
[关键词]近终型连铸;薄板坯连铸;双辊薄带连铸1前言连铸取代模铸是钢铁工艺的三大变革之一。
连铸生产主要工业流程为:钢包———中间包——结晶器一二次冷却——拉坯矫直——切割——铸i蚤—_压后轧制。
相对而言简化了铸坯生产的工艺流程,省去模铸工艺中脱模、整模、钢锭均匀加热和开坯工序。
但其依然存在高能耗和设备投资较大的问题。
当今世界能源日益紧张,为进一步降低能耗,提高钢铁产品质量,对材料的加工成形技术提出了更高的要求,因而发展出了近终形连铸技术。
薄板坯连铸和薄带连铸是两种主要的近终形连铸技术。
2薄板坯连铸世界最早的工业用薄板坯连镑机组有SM S公司开发,目前世界上有25条CS P生产线,产量已占世卜界各类薄板坯连铸工艺的60%,产品质量也迅速提高。
我国是世界上薄板坯连铸生产能力最大的国家,已投产的薄板坯镣眚生产线有13条,连铸机27流,年生产能力3500万吨以上,占世界同类型连铸产能的30%以上。
21薄板坯连铸C SP的工艺概况C S P工艺是德国S M S公司研发的薄板坯连铸连轧技术,全称为紧凑式带钢生产技术(c om pa ct s tr i p pr o duct i on)。
主要工业流程为,电炉或转炉——精炼炉——薄板坯连铸棚_—加热或均热炉——热连轧机——层流冷却——卷取机。
机组总长度为350m以上,生产能力为2*106吨每台。
可生产钢种为超低碳钢、低碳钢、中碳钢,低合金结构钢等。
立弯式连铸机,漏斗型结晶器是该工艺的关键技术。
生产的铸坯厚度一般在45~70m m。
该工艺推广应用极为迅速,已在美国、德国、韩国、西班牙、中国等国建立了多条生产线。
薄板坯连铸连轧(7)—马钢CSP 2006-12-19马钢的薄板坯连铸连轧生产线采用了德国SMS-Demag集团的CSP薄板坯连铸连轧技术,年设计生产热轧板卷200万吨。
马钢CSP产品品种马钢CSP设计的产品大纲:产品规格为:厚度0. 8~12. 7mm(其中≤2.Omm的占总产量的25%以上);宽度900~1600mm。
生产的主要品种有:碳素结构钢、优质碳素结构钢、地合金高强度结构钢、汽车结构钢、高耐候结构钢、管线钢和超低碳钢。
其中热轧产品的70~80%作为冷轧原料。
产品中碳素结构钢(代表钢号Q195~Q235)占总量的约50%以上,优质碳素结构钢(代表钢号08、08Al、10~35号钢)约占20%,低合金高强度结构钢(代表钢号Q345~Q460)约占10%,汽车结构钢(SAPH310~SAPH440)、高耐候结构钢(09CuP、09CuPCrNi)和管线钢(S290~S480)等专用材约15%,少量超低碳钢(不足5%)。
马钢CSP已生产的钢号品种有:SS400、Q215、Q195A、Q345A、Q345D、Q460D 、SPHC、SPHD、集装箱板等。
正在或将研制开发的钢种有造币钢、搪瓷钢、耐蚀板、汽车大梁板等。
马钢CSP的产品更倾向于薄规格,生产线中连铸速度有较大的提高,采用了更长的冶金长度和均热炉长度,并在精炼手段上配备了RH装置,使得马钢CSP生产线具备了超低碳钢的生产能力。
为保证半无头轧制,卷取机前增设飞剪。
精轧最大轧制速度达20耐s,且能实现升速轧制,同时预留了近距离卷取机,有利于极薄规格带钢的生产。
大量新技术的应用,在保证全线产量的同时,进一步提高了产品质量。
由马钢的工艺设计、设备能力和质量控制水平来看,马钢CSP生产线具备生产国内外CSP线能够生产的所有品种。
产品开发将在打通现有产品大纲的前提下,逐步和世界先进水平接轨,为我国热轧板卷生产达到世界一流水平做出应有的贡献。
钢CSP线主要设备及工艺布置简图马钢CSP生产线主要包括两台薄板坯连铸机、两座辊底隧道式均热炉、一架立辊轧机、7机架四辊CVC精轧机组、轧后冷却系统、卷取机及钢卷运输系统等。