棒材轧钢工艺介绍讲课讲稿
- 格式:ppt
- 大小:529.00 KB
- 文档页数:23
《轧钢工艺学》讲稿第二篇轧制工艺基础7 轧材种类及其生产工艺流程一、模铸和连铸模铸:将钢水浇铸在一个个钢锭模内,钢水冷却凝固后脱模成为钢锭,然后送到轧钢车,间,经加热后用初扎机(或开坯机)将其扎成多种规格的钢坯。
然后再经成品扎机扎成各种钢材。
这种生产方法知道仍在钢材生产中占着重要地位。
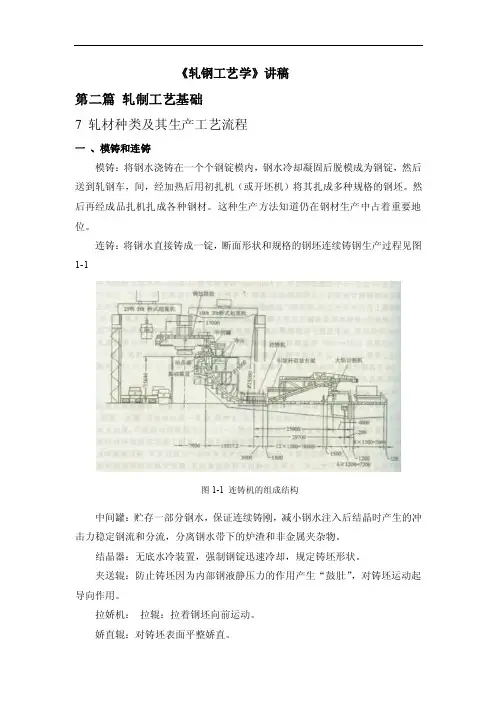
连铸:将钢水直接铸成一锭,断面形状和规格的钢坯连续铸钢生产过程见图1-1图1-1 连铸机的组成结构中间罐:贮存一部分钢水,保证连续铸刚,减小钢水注入后结晶时产生的冲击力稳定钢流和分流,分离钢水带下的炉渣和非金属夹杂物。
结晶器:无底水冷装置,强制钢锭迅速冷却,规定铸坯形状。
夹送辊:防止铸坯因为内部钢液静压力的作用产生“鼓肚”,对铸坯运动起导向作用。
拉娇机:拉辊:拉着钢坯向前运动。
娇直辊:对铸坯表面平整娇直。
模铸与连铸生产过程的比较图1—2。
连铸的优点:简化生产工序,连铸可直接得到一定断面形状的铸坯,省去了整模铸锭、脱模、均热、初扎开坯工序。
节约金属、成材率高钢锭头部有缩孔,扎材时必须切除,在钢锭模内钢液由下向上、由外向里凝固,体积缩小,最后在头部形成缩孔和疏松,在缩孔区存在有较多较大夹杂物,必须切除。
(1) 节能。
连铸省了一次加热一次扎材(2) 改善劳动条件,提高劳动生产率。
连铸自动化程度高,省去大量人力。
铸锭从整模、铸锭、脱模、初扎都穿插人工操作,自动化程度低,工人劳动条件差。
(3) 质量好。
与铸锭比,连铸坯内部组织均匀、致密、偏析少、性能稳定,表面缺陷少。
(4) 生产成本低。
(连铸设备简单,省去初扎机,均热炉,并节约了燃料动力和人力)缺点:(1) 生产小批量、多规格坯料不灵活。
(需更换结晶器,结晶器价格昂贵,连铸机设备较复杂,对管理和操作的技术水平要求较高,不适合经常更换)(2) 沸腾钢,高合金钢的连铸还有一定困难。
二 什么叫轧钢生产系统在组织生产时,根据原料来源、产品种类及生产规模的不同,将初扎机或连铸机与各种成品扎机配套设置,组成各种轧钢生产系统。
棒材直接轧制1. 引言棒材直接轧制是一种常见的金属加工方法,用于将金属坯料通过轧制工艺加工成具有特定形状和尺寸的棒材产品。
这种加工方法广泛应用于钢铁、铝合金、铜合金等金属材料的生产中,具有高效、经济、灵活等优点。
本文将对棒材直接轧制的工艺流程、设备和应用领域进行详细介绍。
2. 工艺流程棒材直接轧制的工艺流程通常包括原料准备、预轧制、精轧制、冷却和整形等步骤。
2.1 原料准备原料准备是棒材直接轧制的第一步,主要包括选择合适的金属材料、切割成适当的坯料尺寸和加热处理等操作。
金属材料的选择应根据产品的要求和生产成本进行综合考虑,常见的金属材料有碳钢、不锈钢、铝合金等。
切割成适当尺寸的坯料可以提高轧制效率和产品质量。
加热处理可以改善金属的塑性和可加工性。
2.2 预轧制预轧制是棒材直接轧制的第二步,主要目的是通过辊道的压力和摩擦力将坯料逐渐塑性变形成较小的截面尺寸。
预轧制可以提高轧制效率、减少轧制力和改善产品表面质量。
预轧制通常采用多道次的轧制,每道次的辊道间隙逐渐减小,使坯料逐渐变形。
2.3 精轧制精轧制是棒材直接轧制的第三步,主要目的是进一步减小截面尺寸、提高产品的表面质量和机械性能。
精轧制通常采用单道次的轧制,辊道间隙较小,轧制力较大。
精轧制过程中需要控制轧制温度、轧制速度和轧制力等参数,以保证产品的质量和尺寸精度。
2.4 冷却和整形冷却和整形是棒材直接轧制的最后一步,主要目的是通过冷却和整形工艺使产品获得所需的形状和尺寸。
冷却可以改善产品的力学性能和表面质量,通常采用水冷或空冷方式。
整形包括切割、修直、打标等操作,以满足产品的需求。
3. 设备棒材直接轧制需要使用一系列专用设备,包括轧机、辊道、传动系统、冷却系统和控制系统等。
3.1 轧机轧机是棒材直接轧制的核心设备,用于通过辊道的压力和摩擦力将金属坯料塑性变形成棒材产品。
轧机通常由上辊和下辊组成,辊道间隙可以调节,以适应不同的轧制需求。
轧机的类型和规格根据产品的要求和生产能力确定。
第一章轧钢基本知识1.1 钢的分类1.1.1 金属和合金金属是广泛存在于自然界中的化学元素,是一种不透明的结晶材料,通常具有高强度和优良的导电性、导热性、延展性和反射性。
一般经铸造、压力加工、焊接等工序可制成各种形状的零件或钢材。
金属种类很多,可分为有色金属和黑色金属两大类。
合金是两种或两种以上的金属元素或金属与非金属元素按一定配比构成的。
合金改变了原来单一金属的物理及化学性质,但一般仍具有金属的一些通性,因此合金使用更为广泛。
1.1.2 钢和铁通常把含碳量在 2.0%以上的铁碳合金称为铁,它由铁、碳元素和较多的共生杂质组成。
钢是含碳量在0.04~2.3%之间的铁碳合金。
为了保证钢有一定的韧性和塑性,一般含碳量不超过 1.7%,也有个别钢种的含碳量大于2.0%。
钢的主要元素是铁、碳,通常还有硅、锰、硫、磷等元素,但碳元素含量比生铁少。
钢既有较高的强度,又有较好的韧性,可用压力加工方法制成各种产品。
钢的分类钢按含有合金元素的百分比可分为碳素钢和合金钢。
1 碳素结构钢的分类a)、按含碳量分为:低碳钢(C≤0.25%)、中碳钢(0.25%<C≤0.6%)、高碳钢(C>0.6%)。
b)、按品质分为:普通质量钢(S≤0.035%~0.050%;P≤0.035%~0.045%)、优质钢(S、P均≤0.035%)、高级优质钢(S、P均≤0.025%)。
c)、按用途分为:结构钢、工具钢。
d)、碳素结构钢按质量和用途分为:普通碳素结构钢、优质碳素结构钢和碳素工具钢等。
2合金的分类合金钢是在碳钢基础上,为了提高钢的机械性能、物理和化学性能,改善钢的工艺性能,在冶炼时有目的地加入一些合金元素的钢。
合金钢种类繁多,为了便于管理、选用和比较研究,根据某些特性,从不同的角度出发,可以把它们分成若干具有共同特点的类别。
a)、按钢的化学成分分类①按钢中所含合金元素的种类可分为:锰钢、铬钢、硼钢、硅钢、硅锰钢、铬镍钢等。
②按钢中合金元素总含量可分为:低合金钢、中合金钢、高合金钢。