快速成型设备介绍
- 格式:docx
- 大小:19.97 KB
- 文档页数:3
四种常见快速成型技术第一种常见快速成型技术:数控加工技术。
数控加工技术是一种机器控制加工技术,利用计算机及其相应的程序控制生产设备,进行机械加工,使得一次处理能完成的で一台以上的机器工具构成的加工中心,部件在台面上面固定,四个或以上的自动工具装在滑轨上, 根据电脑程序指定的加工参数,自动更换、安装选择夹具,分别做加工工作,从而完成制件定位、撬开、冲孔、攻丝、开槽、铰榫等复杂加工工作。
数控加工技术主要采用机械加工加工,适用于大批量生产或多种多样零件快速、高效率、低成本加工,且图纸精度高、表面光洁度高等。
第二种常见快速成型技术:熔融塑料成型技术。
熔融塑料成型技术首先将原料加工成模板,然后将模板放入机器中,当原料温度到达要求时,机器自动把原料按照设定的温度、时间及力度压入模具内,形成冷却后的成型物体。
这种技术利用塑料的特性,具有效率高,成型精度高,成型时根据原料的特性可以做出不同的加工处理,并且具有强度大,防水,耐高低温的特点,适用于各种塑料制品的快速成型。
第三种常见快速成型技术:射出成型技术。
射出成型技术指在机械压力下将原料熔融输送到射出模具成型模块中,随后由冷却系统冷却,完成制件的快速成型。
这种技术主要用于金属铸件、塑料件等的制造,具有造件精度高,尺寸稳定性好,表面光洁,强度高,厚度一致,成型快,节省材料等优点。
第四种常见快速成型技术:热压成型技术。
热压成型技术是把金属或塑料原料置于型模具内,用压力和热量同时共同作用,使金属和塑料原料发生塑性变形而成型的一种快速成型技术。
该技术采用型模具可以实现造型精度高、制件造型美观,制造完后制件可以免去热处理步骤;并且利用该技术进行多余的金属屑的再生,形成复合制件,极大的降低了制件的生产成本。
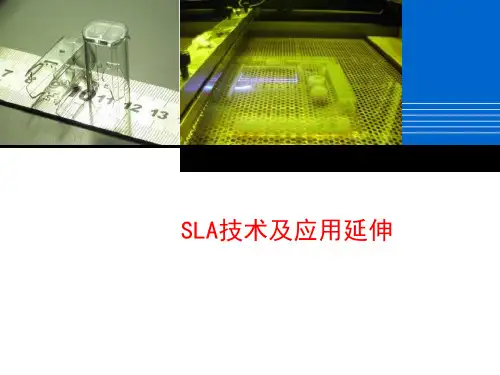
sla成型原理SLA成型原理SLA(Stereolithography Apparatus)成型技术是一种常用的快速成型技术,其原理是利用光敏感树脂的特性,通过逐层光固化的方式来制造复杂的三维模型。
下面将详细介绍SLA成型的原理及其工作过程。
一、光敏感树脂的选择和准备在SLA成型过程中,首先需要选择适合的光敏感树脂。
光敏感树脂是一种特殊的液体材料,能够在紫外线照射下发生光聚合反应,从而固化成固体。
树脂的选择应考虑到其光敏感性、机械性能、耐化学性等因素。
在准备工作中,需要将光敏感树脂倒入到SLA设备的槽中,并确保槽中的树脂平整且无气泡,以保证成型质量。
二、光固化层的形成在SLA成型中,光敏感树脂是通过逐层光固化的方式来形成三维模型的。
首先,SLA设备会将激光束或紫外线照射到光敏感树脂的表面,树脂会在照射下发生光聚合反应,形成固态。
然后,工作台会向下移动一个固定的距离,再次涂覆一层光敏感树脂,并重复上述过程,直到完成整个模型的成型。
三、支撑结构的添加由于光固化过程是逐层进行的,因此在成型过程中需要添加支撑结构来支撑未固化的树脂。
支撑结构可以通过软件预先设计并添加到模型中,以确保模型在成型过程中的稳定性。
支撑结构通常由可溶性材料制成,在成型后可以通过洗涤或其他方法将其去除。
四、后处理SLA成型完成后,需要对成型件进行后处理以获得最终的产品。
首先,需要将成型件从光敏感树脂中取出,并清洗掉残留的树脂。
然后,成型件需要进行固化处理,以提高其机械性能和耐化学性。
最后,根据需要,可以对成型件进行表面处理、喷涂等工艺,以满足特定的需求。
五、应用领域SLA成型技术由于其高精度、高速度和制造复杂结构的能力,广泛应用于工业设计、医疗器械、汽车零部件、航空航天等领域。
通过SLA成型,可以快速制造出具有精细结构和高质量表面的模型和零部件,为产品开发和制造提供了便利。
总结SLA成型技术是一种基于光固化原理的快速成型技术。
通过逐层光固化光敏感树脂,可以制造出复杂的三维模型。

10.16638/ki.1671-7988.2021.07.040浅析PCM快速成型技术侯伟健,魏秀宾,徐光磊(山东格瑞德集团有限公司,山东德州253000)摘要:随着我国新能源电动汽车的快速发展,对电动汽车的性能要求也越来越高,其中电动汽车轻量化问题占据了首要位置,作为新能源电动汽车动力电池的上盖也成了主要减重目标。
文章主要介绍PCM快速成型技术、产品成型工艺及设备需求,并通过对PCM快速成型技术的介绍、技术优势、原材料与设备需求情况进行浅析,简述技术的应用现状、技术发展必要性及优化改进的建议。
关键字:PCM;FRP;电池盖;原材料;轻量化中图分类号:U466 文献标识码:A 文章编号:1671-7988(2021)07-126-03Brief Analysis of PCM Rapid PrototypingHou Weijian, Wei Xiubin, Xu Guanglei(Shandong Great Group Co., Ltd., Shandong Dezhou 253000)Abstract: With the rapid development of new energy electric vehicles (evs) in China, the performance requirements for evs are becoming higher and higher, and the issue of evs'lightweight occupies the primary position, as a new energy electric vehicle power battery cover has become the main target of weight reduction. This paper mainly introduces the PCM Rapid prototyping, product forming process and equipment requirements, and analyzes the PCM Rapid prototyping's introduction, technical advantages, raw materials and equipment requirements, the application status, necessity of technological develop -ment and suggestions for optimization and improvement are briefly described.Keywords: PCM; FRP; Battery cover; Raw materials; LightweightCLC NO.: U466 Document Code: A Article ID: 1671-7988(2021)07-126-031 前言新能源汽车进入了迅速发展的时期,动力电池的能量密度等也不断提升,因此对高能量密度的电池安全问题的关注度也越来越高。

21世纪快速成型十大供应商上世纪70年代,Alan Herbert就提出快速成型(Rapid Prototyping-RP)的基本思想。
直到1986年,Charles Hull才在UVY的资助完成了第一个RP系统SLA,即激光烧结(SLA)系统的前身,由此也标志着快速成型技术从理论跨入应用。
至今为止,快速成型技术进入了高速发展阶段,下面湖南快速成型华曙高科就来为大家揭秘21世纪快速成型十大供应商。
1、3D Systems美国3D Systems成立于1986年,是世界最大的快速成型设备开发公司之一,于1986年推出第一台快速成型机,并在短时间内占有了市场大部分份额,如今,3D Systems公司已经成为了全球最大的提供快速成型解决方案的厂商。
2、Helisys美国Helisys公司的Michael Feygin于1986年研制出LOM工艺,该公司已推出LOM-1050和LOM-2030两种型号成型机。
Helisys公司研制出多种LOM工艺用的成型材料,可制造用金属薄板制作的成型件。
该公司还与DAYTON大学合作开发基于陶瓷复合材料的LOM工艺。
3、EOS德国(Electro Optical System)EOS公司成立于1989年,是世界著名的快速成型设备制造商和e-制造方案提供商,EOS公司的选区激光烧结快速成型设备在汽车零件、覆盖件和家用电器外壳的原型制造中得到广泛的应用。
EOS公司主要快速成型产品有FORMIGA P、EOSINT P系列等,是湖南快速成型华曙高科全球代理的合作商。
4、DTM1986年,美国Texas大学的研究生C.Deckard提出了选择性激光烧结(简称SLS)的思想,稍后组建了DTM公司,于1992年开发了基于SLS的商业快速成形系统。
DTM公司推出了Sinterstation系列成型机及多种成型材料。
5、Stratasys美国Stratasys公司是快速成型技术市场的领导者,成立于1988年,1991年正式推出商用快速成型机,在快速成型市场出货量及机器安装数量方面,至今已连续10年排名第一。
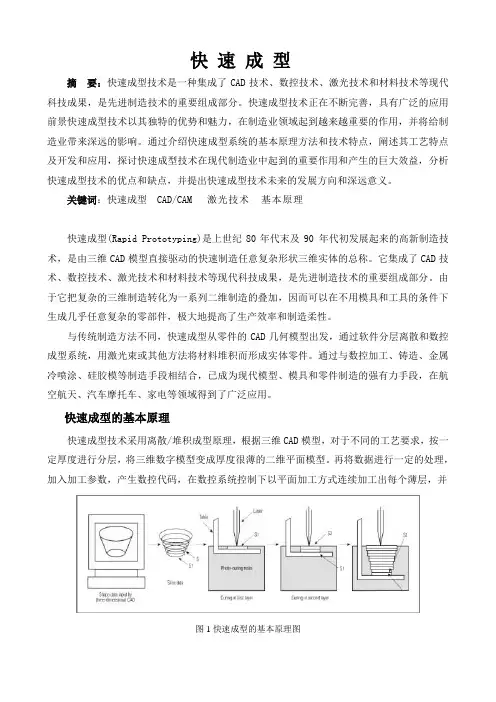
快速成型摘要:快速成型技术是一种集成了CAD技术、数控技术、激光技术和材料技术等现代科技成果,是先进制造技术的重要组成部分。
快速成型技术正在不断完善,具有广泛的应用前景快速成型技术以其独特的优势和魅力,在制造业领域起到越来越重要的作用,并将给制造业带来深远的影响。
通过介绍快速成型系统的基本原理方法和技术特点,阐述其工艺特点及开发和应用,探讨快速成型技术在现代制造业中起到的重要作用和产生的巨大效益,分析快速成型技术的优点和缺点,并提出快速成型技术未来的发展方向和深远意义。
关键词:快速成型 CAD/CAM 激光技术基本原理快速成型(Rapid Prototyping)是上世纪80年代末及90 年代初发展起来的高新制造技术,是由三维CAD模型直接驱动的快速制造任意复杂形状三维实体的总称。
它集成了CAD技术、数控技术、激光技术和材料技术等现代科技成果,是先进制造技术的重要组成部分。
由于它把复杂的三维制造转化为一系列二维制造的叠加,因而可以在不用模具和工具的条件下生成几乎任意复杂的零部件,极大地提高了生产效率和制造柔性。
与传统制造方法不同,快速成型从零件的CAD几何模型出发,通过软件分层离散和数控成型系统,用激光束或其他方法将材料堆积而形成实体零件。
通过与数控加工、铸造、金属冷喷涂、硅胶模等制造手段相结合,已成为现代模型、模具和零件制造的强有力手段,在航空航天、汽车摩托车、家电等领域得到了广泛应用。
快速成型的基本原理快速成型技术采用离散/堆积成型原理,根据三维CAD模型,对于不同的工艺要求,按一定厚度进行分层,将三维数字模型变成厚度很薄的二维平面模型。
再将数据进行一定的处理,加入加工参数,产生数控代码,在数控系统控制下以平面加工方式连续加工出每个薄层,并图1快速成型的基本原理图至顶完成零件的制作过程。
快速成型有很多种工艺方法,但所有的快速成型工艺方法都是一层一层地制造零件,所不同的是每种方法所用的材料不同,制造每一层添加材料的方法不同。
熔融沉积成型概述熔融沉积成型(Fused Deposition Modeling,简称FDM),又称熔丝沉积,是一种快速成型技术。
FDM是将低熔点材料熔化后,通过由计算机数控的精细喷头按CAD分层截面数据进行二维填充,喷出的丝材经冷却粘结固化生成一薄层截面,层层叠加成三维实体。
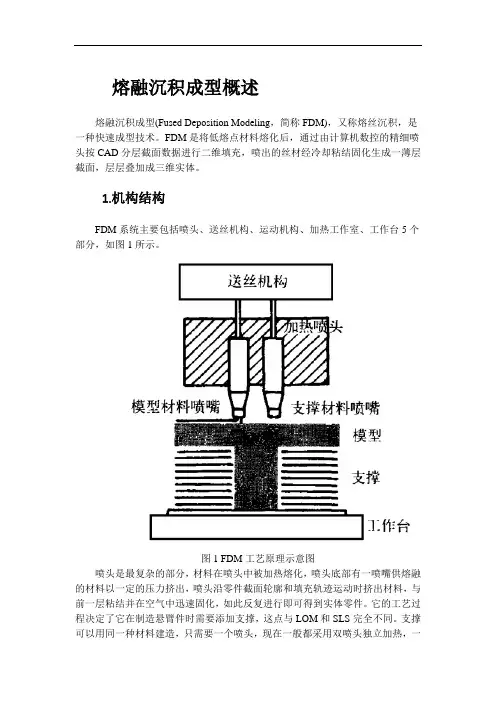
1.机构结构FDM系统主要包括喷头、送丝机构、运动机构、加热工作室、工作台5个部分,如图1所示。
图1 FDM工艺原理示意图喷头是最复杂的部分,材料在喷头中被加热熔化,喷头底部有一喷嘴供熔融的材料以一定的压力挤出,喷头沿零件截面轮廓和填充轨迹运动时挤出材料,与前一层粘结并在空气中迅速固化,如此反复进行即可得到实体零件。
它的工艺过程决定了它在制造悬臂件时需要添加支撑,这点与LOM和SLS完全不同。
支撑可以用同一种材料建造,只需要一个喷头,现在一般都采用双喷头独立加热,一个用来喷模型材料制造零件,另一个用来喷支撑材料做支撑,两种材料的特性不同,制作完毕后去除支撑相当容易。
送丝机构为喷头输送原料,送丝要求平稳可靠。
原料丝一般直径为1~2 m,喷嘴直径只有0.2~0.3 mm左右,这个差别保证了喷头内一定的压力和熔融后的原料能以一定的速度(必须与喷头扫描速度相匹配)被挤出成型。
送丝机构和喷头采用推-拉相结合的方式,以保证送丝稳定可靠,避免断丝或积瘤。
运动机构包括X,Y,Z三个轴的运动。
快速成型技术的原理是把任意复杂的三维零件转化为平面图形的堆积,因此不再要求机床进行三轴及三轴以上的联动,大大简化了机床的运动控制,只要能完成二轴联动就可以了。
X-Y轴的联动扫描完成FDM工艺喷头对截面轮廓的平面扫描,Z轴则带动工作台实现高度方向的进给。
加热工作室用来给成型过程提供一个恒温环境。
熔融状态的丝挤出成型后如果骤然受到冷却,容易造成翘曲和开裂,适当的环境温度可最大限度地减小这种造型缺陷,提高成型质量和精度。
工作台主要由台面和泡沫垫板组成,每完成一层成型,工作台便下降一层高度[1]。
几种常见快速成型工艺优缺点比较常见的快速成型工艺包括:激光烧结法(Selective Laser Sintering,SLS)、光固化法(Stereolithography,SLA)、喷墨打印法(Inkjet Printing)、电子束熔化法(Electron Beam Melting,EBM)、热熔沉积法(Fused Deposition Modeling,FDM)等。
下面将逐一比较这些方法的优缺点。
激光烧结法(SLS)是使用激光器将可塑性粉末烧结成所需形状的方法。
其优点包括:1.适用范围广:SLS可以用于各种材料,包括塑料、金属、陶瓷等。
因此,它适用于不同领域的应用,例如制造汽车零件、医疗器械等。
2.生产速度快:SLS可以在短时间内完成复杂形状的成型,节省了生产时间。
3.无需支撑结构:由于激光烧结的方式,SLS制造的零件不需要支撑结构,因此可以制造更为复杂的形状。
但SLS也存在一些缺点:1.成本较高:SLS设备的价格相对较高,且材料也相对较贵,导致成本较高。
2.表面质量较差:SLS制造的零件表面质量一般较差,需要进行后处理才能得到满意的结果。
光固化法(SLA)是使用紫外线激光器将液态光敏物质逐层固化成所需形状的方法。
其优点包括:1.高精度:SLA制造的零件具有较高的精度和细节展现能力。
2.可用材料多样:SLA可以使用不同种类的光敏物质进行成型,例如树脂、陶瓷等。
3.成本相对较低:SLA设备的价格相对较低,且材料成本也较低。
然而,SLA也存在一些缺点:1.制造速度较慢:由于光敏物质需要逐层固化,SLA制造的速度较慢。
2.零件强度较低:SLA制造的零件强度一般较低,不适用于承受大负荷的情况。
喷墨打印法(Inkjet Printing)是使用喷墨头将液态材料逐层喷射成所需形状的方法。
其优点包括:1.制造速度快:喷墨打印法可以较快地完成成型过程。
2.低成本:喷墨打印设备相对成本较低,材料成本也较低。
快速成型技术的主要工艺一、概述快速成型技术是指通过计算机辅助设计、制造及快速成型设备,将三维数字模型直接转化为实体模型的制造技术。
其主要工艺包括:CAD 建模、STL文件生成、切片处理、快速成型设备加工等。
二、CAD建模CAD(计算机辅助设计)建模是快速成型技术的第一步。
它通过计算机软件进行三维物体的建模,生成三维数字模型。
CAD建模需要注意以下几点:1. 精度要求高:由于快速成型技术制造的实体模型必须与数字模型完全一致,因此CAD建模时需要精确到小数点后几位。
2. 模型结构简单:复杂的结构会增加后续工艺中的难度和时间成本。
3. 设计合理性:需要考虑到实际应用场景中可能遇到的问题,例如支撑结构、壁厚等。
三、STL文件生成STL(Standard Triangle Language)文件是将CAD建模生成的三维数字模型转化为可供切片处理和快速成型设备加工的格式。
STL文件生成需要注意以下几点:1. 模型完整性:STL文件必须包含完整的物体表面信息,否则会影响后续切片和加工。
2. 模型精度:STL文件生成时需要设置合适的精度,以保证数字模型与实体模型的一致性。
3. 文件大小:STL文件大小直接影响切片处理和快速成型设备加工的效率,因此需要控制在合理范围内。
四、切片处理切片处理是将STL文件按照一定厚度进行分层,并将每一层转化为快速成型设备可以识别的加工指令。
切片处理需要注意以下几点:1. 切片厚度:不同的快速成型设备对切片厚度有不同要求,需要根据设备要求进行设置。
2. 支撑结构:由于快速成型设备在制造过程中需要支撑结构来保证模型稳定性,因此在切片处理时需要设置支撑结构。
3. 加工顺序:不同部位的加工顺序会影响到实体模型的质量和加工效率,因此需要根据实际情况进行设置。
五、快速成型设备加工快速成型设备加工是将经过CAD建模、STL文件生成和切片处理后的数字模型转化为实体模型。
快速成型设备包括SLA、SLS、FDM、3DP等多种类型,其加工过程大致相同,需要注意以下几点:1. 材料选择:不同的快速成型设备需要使用不同材料进行加工,需要根据设备要求进行选择。
快速成型制造技术特种加工技术是先进制造技术的重要组成部分,是衡量一个国家制造技术水平和能力的重要标志,在我国的许多关键制造业中发挥着不可替代的作用。
采用特种加工技术可以加工特殊材料,且加工中无切削力,能够进行微细加工及复杂的空间曲面成形,所以能够解决航空航天、军工、汽车、模具、冶金、机械等工业中的关键技术难题,从而逐步形成新兴的特种加工行业。
特种加工技术主要包括电加工技术、高能束流加工技术、快速成型制造技术等,其中以快速成型制造技术对现代制造业的影响最为重大。
快速成型制造技术(Rapid Prototyping Manufac?turing,RPM),就是根据零件的三维模型数据,迅速而精确地制造出该零件。
它是在20世纪80年代后期发展起来的,被认为是最近20年来制造领域的一次重大突破,是目前先进制造领域研究的热点之一。
快速成型制造技术是集CAD技术、数控技术、激光加工、新材料科学、机械电子工程等多学科、多技术为一体的新技术。
传统的零件制造过程往往需要车、钳、铣、磨等多种机加工设备和各种夹具、刀具、模具,制造成本高,周期长,对于一个比较复杂的零件,其加工周期甚至以月计,很难适应低成本、高效率的加工要求。
快速成型制造技术能够适应这种要求,是现代制造技术的一次重大变革。
快速成型产品随着CAD建模和光、机、电一体化技术的发展,快速成型技术的工艺方法发展很快。
目前已有光固法(SLA)、层叠法(LOM)、激光选区烧结法(SLS)、熔融沉积法(FDM)、掩模固化法(SGC)、三维印刷法(TDP)、喷粒法(BPM)等10余种。
1、光固化立体造型(Stereolithography,SLA)该技术以光敏树脂为原料,将计算机控制下的紫外激光,以预定零件各分层截面的轮廓为轨迹,对液态树脂逐点扫描,由点到线到面,使被扫描区的树脂薄层产生聚合反应,从而形成零件的一个薄层截面。
当一层固化完毕,升降工作台移动一个层片厚度的距离,在原先固化好的树脂表面再覆盖一层新的液态脂以便进行新一层扫描固化。
快速成型设备总结
快速成形机系统中比较成熟的有SLA、SLS、LOM和FDM等方法。
本文将对这几种方法得成型材料、制件性能、主要用途、方法特点、优缺点及研究单位几个方面进行介绍:
一、SLA(光固化成型法)
成形材料:液态光敏树脂;
制件性能:相当于工程塑料或蜡模;
主要用途:高精度塑料件、铸造用蜡模、样件或模型。
方法的特点:精度高、表面质量好、原材料利用率将近100%,能成型形状特别复杂(如空心零件)、特别精细(如手饰、工艺品等)的零件。
缺点是设
备价格相对较贵。
优点:
1、系统工作稳定。
系统一旦开始工作,构建零件的全过程完全自动运行,无需专人看管,直到整个工艺过程结束。
2、尺寸精度较高,可确保工件的尺寸精度在0.1mm以内。
3、表面质量较好,工件的最上层表面很光滑,侧面可能有台阶不平及不同层面间的曲面不平。
4、系统分辨率较高,因此能构建复杂结构的工件。
缺点:
1、随着时间推移,树脂会吸收空气中的水分,导致软薄部分的弯曲和卷翅。
2、氦-镉激光管的寿命仅3000小时,价格较昂贵。
同时需对整个截面进行扫描固化,成型时间较长,因此制作成本相对较高。
3、可选择的材料种类有限,必须是光敏树脂。
由这类树脂制成的工件在大多数情况下都不能进行耐久性和热性能试验,且光敏树脂对环境有污染,使皮肤过敏。
4、需要设计工件的支撑结构,以便确保在成型过程中制作的每一个结构部委都能可靠定位。
研究单位:
美国: 3D Systems公司——SLA系列,Aaroflex公司
日本: SONY/D-MEC公司,Teijin Seiki公司
德国: EOS公司(价格在百万以上)
二、SLS(激光选区烧结法)
成形材料:工程塑料粉末;如聚碳酸酯、尼龙、覆膜金属
制件性能:相当于工程塑料、蜡模、砂型;
主要用途:塑料件、铸造用蜡模、样件或模型
特点:机器比较昂贵,制作的零件表面粗糙,后处理比较麻烦,例如要在表面涂敷环氧树脂固化、打磨等。
还有一个问题是成型件的致密程度较差。
优点:
1、与其他工艺相比,能生产最硬的模具。
2、可以采用多种原料,例如绝大多数工程用塑料、蜡、金属、陶瓷等。
3、零件的构建时间短,可达到1in/h高度。
4、无需对零件进行后矫正。
5、无需设计和构造支撑。
选择性烧结的最大优点是可选用多种材料,适合不同的用途、所制|考试|大|作的原型产品具有较高的硬度,可进行功能试验。
缺点:
1、在加工前,要花近2小时的时间将粉末加热到熔点以下,当零件构建之后,还要花5-10小时冷却,然后才能将零件从粉末缸中取出。
2、表面的粗糙度收粉末颗粒大小及激光点的限制。
3、零件的表面一般是多孔性的,为了使表面光滑必须进行后处理。
4、需要对加工室不断充氮气以确保烧结过程的安全性,加工的成本高。
5、该工艺产生有毒气体,污染环境。
研究单位:美国的DTM公司、3D Systems公司、德国的EOS公司
三、LOM(叠层实体制造法)
成形材料:涂敷有热敏胶的纤维纸;
制件性能:相当于高级木材;
主要用途:快速制造新产品样件、模型或铸造用木模。
优点:
1、由于只需要使激光束沿着物体的轮廓进行切割,无需扫描整个断面,所以这是一个高速的快速原型工艺。
零件体积越大,效率越高。
2、加工后零件可以直接使用,无|考试|大|需进行后矫正。
3、无需设计和构建支撑结构。
4、易于使用,无环境污染。
缺点:
1、可实际应用的原材料种类较少,尽管可选用若干原材料,例如纸、塑料、陶土以及合成材料,但目前常用的只是纸,其他箔材商在研制开发中。
2、纸制零件很容易吸潮,必须立即进行后处理、上漆。
3、难以构建精细形状的零件,即仅限于结构简单的零件。
4、由于难以(虽然并非不可能)去除里面的废料,该工艺不宜构建内部结构复杂的零件。
当加工室的温度过高时常有火灾发生。
研究单位:
美国的Helisys公司
日本的Kira公司,Sparx公司
新加坡的Kinergy公司
四、FDM(熔融沉积法)
成形材料:固体丝状工程塑料;
制件性能:相当于工程塑料或蜡模;
主要用途:塑料件、铸造用蜡模、样件或模型
特点:这种技术可在一些小型复杂结构器件的一次整体制造中使用,而无需分件
加工和装配,是一个材料与结构一体化的方法,是发展微机械制造的一条有效途径。
优点:
1、制造系统可用于办公环境,没有毒气或化学物质的危险。
2、工艺干净、简单、易于材作且不产生垃圾。
3、可快速构建瓶状或中空零件。
4、原材料以卷轴丝的形式提供,易于搬运和快速更换。
5、原材料费用低,一般零件均低于20美元。
6、可选用多种材料,如可染色的ABS和医用ABS、浇铸用蜡和人造橡胶。
缺点:
1、精度较低,难以构建结构复杂的零件。
2、垂直方向强度小。
3、速度较慢,不适合构建大型零件。
研究单位:美国的Stratasys公司、MedModeler公司。