铝车轮旋压水冷工艺研究
- 格式:pdf
- 大小:218.12 KB
- 文档页数:3
浅析铝合金轮毂低压铸造模具的冷却方法探究摘要:针对铝合金轮毂低压铸造,铸件的加工面容易产生表面热收缩,进而涂装后外观上产生气孔,造成产品报废的问题,对低压铸造模具的冷却方式进行了研究。
结果表明,通过改变模具下模的冷却方式以保证铸件表面的顺序凝固,从而消除工件表面热收缩现象,大幅提高了铸造的合格率。
关键词:铝合金轮毂;低压铸造0 引言在进行铝合金轮毂低压铸造时,铝合金的表面积由于受热容易发生热收缩,即容易变形,热收缩后就会产生气泡,造成模具的报废不能使用。
由于这种情况经常发生,这就给模具工厂带来很大的损失,严重影响工厂的经济效益,所以我们必须认真研究解决这一问题。
经过研究,我们发现改变下模具的冷却的方式,可以造成铸件表面积按顺序冷却,从而减轻瞬间冷却带来的弊端,使气泡不再产生,实现铸件表面积的光滑,使产品合格。
1 铝合金轮毂生产地工艺流程铝合金轮毂生产的工艺流程比较的复杂,包括:原料准备、熔炼、材料检验、铸造、射线探伤技术的应用、交口、热处理、材料性能检验、喷丸处理、切削处理、去毛刺处理、清洗、动平衡检验、气密性检验、表面修磨、清洗、涂装前预处理、涂装及烘干、精车亮面、去毛刺、涂装前预处理、性能以及外观检验、包装入库。
铸造技术对车面的要求非常的严格,不允许有任何的杂质在表面上,这一直是低压铸造业的一大难点,如果能够把每一道工序的质量控制好,将会在铸造业上取得一定的成就,保证轮毂车面的质量。
在当前的技术发展中,我们主要的是采用低压轮毂铸造技术,这种技术在轮毂技术中占有80%的比重。
下面就分析一下铝合金轮毂低压铸造冷却的方法。
2 铝合金轮毂概述2.1 铝轮毂的基本化学成分现阶段,铝轮毂的主要原料为A356.2铝合金,这是因为这一铝合金具有适宜的耐磨性与铸造性。
即便A356.2铝合金具有一定的优势,然而研究人员仍旧借助不同方式来改进性能,主要包含:改进生产工艺、增添细化剂与稀土元素等。
有关结果表明,在A356.2铝合金内融入稀土元素可全面降低低压铸造成型环节的针孔,同时,单一稀土元素自身的质量分数不高于0.3%是优良,而混合稀土最理想的添加量为0.3%。
铝车轮旋压水冷工艺研究张立娟;常海平;李国会【摘要】For reducing spoke distortion during hot spinning of wheel perform, hot ductility of aluminum wheel material at different temperatures was experimentally tested and water cooling of the wheel perform was tried before hot spinning to verify the experimental results. The results show that the optimal spinning temperature range is 340~400 ℃; the spoke distortion can be effectively solved by reducing perform temperature to 320 ℃ , which can offer useful guide for spinning process optimization.%为了防止铝车轮毛坯经热旋压后发生轮辐变形,对车轮材料进行了热塑性试验,并对旋压前毛坯进行了水雾冷却模拟及试验验证,结果表明:旋压最佳温度区间为340 ~400℃;毛坯温度降低到320℃以下能够有效地解决车轮轮辐变形,为旋压工艺优化提供参考依据.【期刊名称】《制造技术与机床》【年(卷),期】2012(000)006【总页数】3页(P207-209)【关键词】铝车轮;旋压;水雾冷却;工艺优化【作者】张立娟;常海平;李国会【作者单位】中国环境管理干部学院环境工程系,河北秦皇岛 066004;中信戴卡轮毂制造股份有限公司产品开发部,河北秦皇岛 066003;中国环境管理干部学院环境工程系,河北秦皇岛 066004【正文语种】中文【中图分类】U262.23+1车轮是汽车的一个重要安全部件,车轮性能的好坏直接影响到汽车性能和品质,关系到汽车的行驶安全和乘客的人身安全。
重载汽车铝合金轮毂旋压工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!揭秘重载汽车铝合金轮毂的旋压工艺流程在汽车制造领域,铝合金轮毂因其轻质、高强度的特性而备受青睐,尤其是在重载汽车中。
102交通科技与管理技术与应用1 设备简介 目前我司引进韩国株式会社CSCAM 制造的WFF125 mm型3刀120℃平面布置旋压机2台套。
该机外形长5 006.5 mm宽4 572.29 mm 高4 269 mm,重32 850 kg。
主要由主轴驱动(250 kW)、X,Z 轴旋刀驱动(37 kW)、尾顶座和排出器(22 kW)等组成。
配套南京长江工业炉科技有限公司制造的燃气加热炉NCL2014-15232套,额定功率920 kW,分5个加热区,额定温度550℃。
2 生产过程中的工艺关键控制点 我司配套有2条生产线,每条生产线各配套1套加热炉、1台旋压机、1台FANUC R-2000IC 210F 型机械手。
工作节拍为70 s 左右,每天两班12 h。
铝轮毂旋压成型工艺大致包括铝锭熔炼—铝液精炼—毛坯的铸造—X 光检测—去冒口—固溶时效—毛坯预热—旋压成型—车削加工—去毛刺—动平衡—氦气检漏—精磨—表面处理(除脂、酸洗、钝化、纯水洗)—喷涂—烘烤—动平衡检查—包装—入库。
其中的关键工艺控制要素如下: (1)轮毂的旋压温度。
铸造毛坯在旋压成型前必须预热到400℃以上,实际生产中设定轮毂加热炉的炉膛温度为425℃±10℃。
随着轮型尺寸的增大,炉温可适当提高。
特别是冬季生产中可提高到450℃±20℃。
关注生产环境温度的变化,及时微调预热炉毛坯的预热设定温度,是保证旋压成型达标的关键要素之一。
(2)尾顶的压紧力和同心度。
在旋压过程中,合适的尾顶压紧力是保证旋压正常进行的必要条件,压力太大,增加主轴旋转的阻力,降低联轴器的寿命;压力太小,轮毂毛坯会打滑,主轴和尾顶不同步。
所以,合适的尾顶压紧力对毛坯成型至关重要。
一般设定为4 MPa~5 MPa,通过调整液压站减压阀调压手柄可调整尾顶的压紧力,最大不应超过7 MPa。
尾顶和模具的同心度要调整在1.5 mm 以内,每次更换模具后必须用百分表测量其同心度,保证在此范围内。
铝合金轮辐旋压工艺性研究孔令晶;袁希贵;张杨【摘要】以特种车辆减重为背景,就某坦克装甲车辆轮辐的实际需求,对旋压铝合金轮辐薄壁零件的成形工艺特点、加工过程进行研究。
充分考虑成形过程中的加热和控温技术,通过合理安排工艺过程,优化工艺参数,有效地控制了零件的成形精度和加工变形,实现了变壁厚的等强度效果。
产品质量稳定、可靠,生产效率及产品合格率得到了提高。
%As the background of loss weight of the special vehicle,the forming process characteristic and machining process for rotating pressure aluminum alloy wheel arm thin wall components are studied according to the actual requirement for the tank armored vehicle wheel arm.Fully consider the forming process of heating and temperature control technology, and through the reasonable arrangement of process,optimization of process parameters and choose tool fixture,cutting dos-age,natural cooling completely in the air we control forming accuracy and processing deformation of components effectively, realize equal intensity effect of becoming thick wall.The quality is stable and reliable,and the production efficiency and ra-tion of qualification is improved.【期刊名称】《新技术新工艺》【年(卷),期】2016(000)011【总页数】4页(P79-82)【关键词】变形铝合金;旋压;薄壁零件;热处理;加工变形;保证质量【作者】孔令晶;袁希贵;张杨【作者单位】哈尔滨第一机械集团有限公司,黑龙江哈尔滨 150056;哈尔滨第一机械集团有限公司,黑龙江哈尔滨 150056;驻674 厂军事代表室,黑龙江哈尔滨150056【正文语种】中文【中图分类】TJ81+0.2随着铝制工业的快速发展,铝合金材料在机械产品中得到了广泛应用。
zl101a铝合金车轮热处理工艺的优化与研究
铝合金车轮热处理工艺的优化与研究是针对提高铝合金车轮性能和延长使用寿命的关键研究方向。
优化研究主要包括以下方面:
1. 材料选择:研究不同品种的铝合金材料的性能,选择适合车轮的材料,比如常用的A356和A357铝合金。
2. 合金配方:根据车轮的工作环境和要求,优化铝合金的配方,调整合金元素的含量和比例,以提高车轮的强度、硬度和耐腐蚀性能。
3. 预处理:在车轮加工前对铝合金进行预处理,如去除表面氧化层、清洗、除油等,以减少车轮在加工过程中的变形和表面缺陷。
4. 热处理工艺:确定适宜的热处理工艺参数,包括加热温度、保温时间和冷却速度等,以获得理想的组织和性能。
常用的热处理工艺包括固溶处理、时效处理和球化处理等。
5. 热处理设备:选择适当的热处理设备,如电阻炉、盐浴炉或气氛炉等,以保证热处理工艺的可行性和稳定性。
研究热处理工艺的目的是为了获得以下效果:
1. 提高车轮的强度和硬度,增加承载能力和抗疲劳性能。
2. 改善车轮的耐腐蚀性能,抵抗酸碱腐蚀、高温氧化和盐雾腐蚀等。
3. 控制车轮的组织结构,实现晶粒精细化和相组织的均匀分布,以提高材料的塑性、可加工性和密度。
4. 减少车轮的变形和残余应力,提高车轮的尺寸精度和外观质量。
5. 延长车轮的使用寿命,提高整体经济效益。
总而言之,铝合金车轮热处理工艺的优化与研究是为了提高车轮的性能、延长使用寿命和保证产品质量,促进铝合金车轮行业的健康发展。
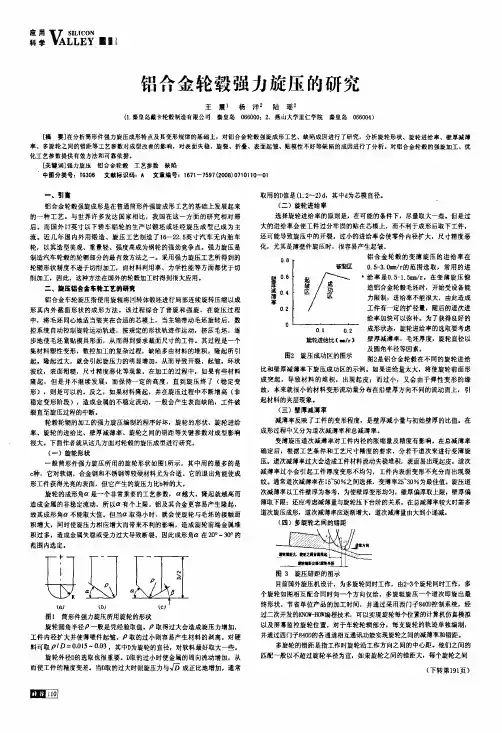
应用科学SI LI C o NL L E Y露鬟2铝合金轮毂强力旋压的研究王震1杨洋2陆瑶2(1.秦皇岛戴卡轮毂制造有限公司秦皇岛066000;2.燕山大学里仁学院秦皇岛066004)【摘要]在分析筒形件强力旋压成形特点及其变形规律的基础上,对铝合金轮毂强旋成形工艺、缺陷成因进行了研究。
分析旋轮形状、旋轮进给率、壁厚减薄率、多旋轮之间的错距等工艺参数对成型改善的影响,对表面失稳、旋裂、折叠、表面起皱、贴模性不好等缺陷的成因进行了分析。
对铝合金轮毂的强旋加工、优化工艺参数提供有效方法和可靠依据。
[关键词]强力旋压铝合金轮毅工艺参数缺陷’中图分类号:T G306文献标识码:^文章编号:167卜一7597(2008)0710110一01一、引曹铝合金轮毂强旋成形是在普通筒形件强旋成形工艺的基础上发展起来的一种工艺。
与世界许多发达国家相比,我国在这一方面的研究相对滞后。
而国外17英寸以下轿车铝轮的生产以锻坯或坯经旋压成型已成为主流。
近几年国内外用锻造、旋压工艺制造了16—22.5英寸汽车无内胎车轮,以其造型美观、重量轻、强度高成为钢轮的强劲竞争点。
强力旋压是制造汽车轮毂的轮辋部分的最有效方法之一。
采用强力旋压工艺所得到的轮辋形状精度不逊于切削加工,而材料利用率、力学性能等方面都优于切削加工。
因此,这种方法在国外的轮毂加工时得到很大应用。
=、旋压铝合盒车轮工艺的研究铝合金车轮旋压指使用旋辊将回转体锻坯进行局部连续旋转压缩以成形其内外截面形状的成形方法。
该过程综合了普旋和强旋,在旋压过程中,将毛坯同心地适当装夹在合适的芯模上。
当主轴带动毛坯旋转后,数控系统自动控制旋轮运动轨迹,按规定的形状轨迹作运动,挤压毛坯,逐步地使毛坯紧贴模具形面,从而得到要求截面尺寸的工件。
其过程是一个集材料塑性变形,数控加工的复杂过程,缺陷多由材料的堆积,隆起所引起。
隆起过大,就会引起旋压力的明显增加,从而导致开裂,起皱。
环状波纹,表面粗糙,尺寸精度恶化等现象。