模具侧向抽芯
- 格式:pptx
- 大小:1.88 MB
- 文档页数:24
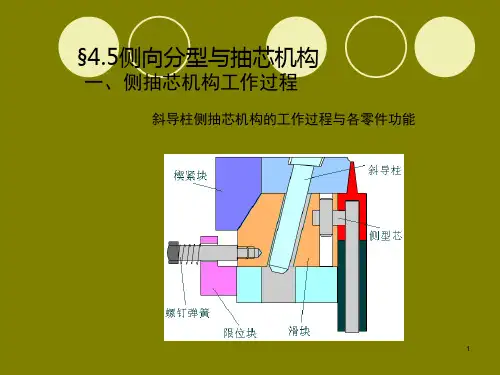
第八节:抽芯机构设计一`概述当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯。
完成活动型抽出和复位的机构叫做抽苡机构。
(一)抽芯机构的分类1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。
机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。
按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等。
2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。
其缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产。
因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。
手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。
3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。
其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。
(二)抽芯距和脱模力的计算把型芯从塑料制品成型僧抽到不妨碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。
抽芯距应等于成型孔深度加上2-3MM.一.抽芯距的计算如图3-102所示。
计算公式如下:S=Htgθ(3-26)式中S------ 抽芯距(MM)H------ 斜导柱完成抽芯所需的行程(MM)θ----- 斜导柱的倾斜角,一般取15·~20·2.脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯抽出,必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。
影响脱模力因素很多,大致归纳如下;(1) 型芯成型部分表面积和断面几何形状:型芯成型部分面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱模也小;型芯的断面形状为矩形或曲线形时,包运费力大,其脱模力也大。
第十一章抽芯机构当制品具有与开模方向不同的内侧孔、外侧孔或侧凹时,除极少数情况可以强制脱模外,一般都必须将成型侧孔或侧凹的零件做成可移动的结构。
在制品脱模前,先将其抽出,然后再从型腔中和型芯上脱出制品。
完成侧向活动型芯抽出和复位的机构就叫侧向抽芯机构。
从广义上讲,它也是实现制品脱模的装置。
这类模具脱出制品的运动有两种情况:一是开模时优先完成侧向抽芯,然后推出制品;二是侧向抽芯分型与制品的推出同时进行。
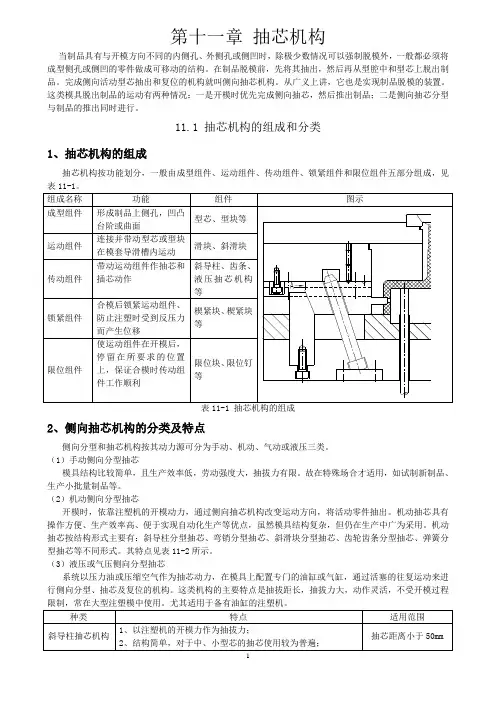
11.1 抽芯机构的组成和分类1、抽芯机构的组成抽芯机构按功能划分,一般由成型组件、运动组件、传动组件、锁紧组件和限位组件五部分组成,见表11-1 抽芯机构的组成2、侧向抽芯机构的分类及特点侧向分型和抽芯机构按其动力源可分为手动、机动、气动或液压三类。
(1)手动侧向分型抽芯模具结构比较简单,且生产效率低,劳动强度大,抽拔力有限。
故在特殊场合才适用,如试制新制品、生产小批量制品等。
(2)机动侧向分型抽芯开模时,依靠注塑机的开模动力,通过侧向抽芯机构改变运动方向,将活动零件抽出。
机动抽芯具有操作方便、生产效率高、便于实现自动化生产等优点,虽然模具结构复杂,但仍在生产中广为采用。
机动抽芯按结构形式主要有:斜导柱分型抽芯、弯销分型抽芯、斜滑块分型抽芯、齿轮齿条分型抽芯、弹簧分型抽芯等不同形式。
其特点见表11-2所示。
(3)液压或气压侧向分型抽芯系统以压力油或压缩空气作为抽芯动力,在模具上配置专门的油缸或气缸,通过活塞的往复运动来进行侧向分型、抽芯及复位的机构。
这类机构的主要特点是抽拔距长,抽拔力大,动作灵活,不受开模过程11.2 抽芯机构的设计要点1、模具抽芯自锁自锁:自由度F≥1,由于摩擦力的存在以及驱动力方向问题,有时无论驱动力如何增大也无法使滑块运动的现象称为抽芯的自锁。
在注塑成型中,对于机动抽芯机构,当抽芯角度处于自锁的摩擦角之内,即使增大驱动力,都不能使之运动,因此,模具设计时必须考虑避免在抽芯方向上发生自锁。
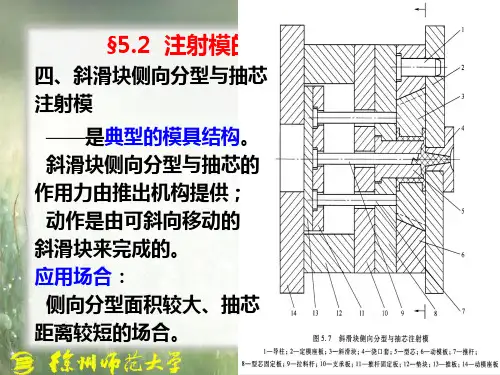
第十章侧向分型与抽芯机构§10.1 侧向分型与抽芯机构的分类及组成§10.2 抽芯力与抽芯距的确定§10.3 斜导柱侧向分型与抽芯机构§10.4 弯销侧向分型与抽芯机构§10.5 斜导槽侧向分型与抽芯机构§10.6 斜滑块侧向分型与抽芯机构§10.7 齿轮齿条侧向分型与抽芯机构§10.8 弹性元件侧向分型与抽芯机构§10.9 手动侧向分型与抽芯机构§10.10 液压或气动侧向分型与抽芯机构观察下列塑件有什么特点?塑件上有侧向孔、侧向凸凹、侧向凸台——“倒扣”(undercut)侧孔Ø侧型芯:当塑件上具有与开模方向不同的内外侧孔或侧凹等结构阻碍塑件直接脱模时,必须将成型侧孔或侧凹的零件做成活动结构的零件。
Ø侧向抽芯机构:侧向成型杆、成型块应在开模时首先从制件中抽出,才能推出制品。
完成侧向成型杆及成型块抽芯、复位的机构统称侧向抽芯机构。
§10.1 侧向分型与抽芯机构的分类及组成1、侧向分型与抽芯机构的分类–按动力来源分类:Ø机动侧向分型与抽芯机构Ø液压或气动侧向分型与抽芯机构Ø手动侧向分型与抽芯机构1)机动侧向分型与抽芯机构–机动抽芯依靠注射机的开模力(或推出力),通过传动机构改变运动方向,将侧向的活动型芯抽出;合模时,又靠传动零件使侧向成型零件复位。
–特点:模具结构比较复杂,但抽芯不需人工操作,抽拔力较大,具有灵活、方便、生产效率高、容易实现全自动操作、无需另外添置设备等优点,在生产中被广泛采用。
l机动侧向抽芯机构按结构形式的分类:Ø斜导柱(斜销)侧向分型与抽芯机构Ø弯销侧向分型与抽芯机构Ø斜导槽侧向分型与抽芯机构Ø斜滑块侧向分型与抽芯机构Ø齿轮齿条侧向分型与抽芯机构Ø弹性元件侧向分型与抽芯机构2)液压或气动侧向分型与抽芯机构–侧向分型的活动型芯可以依靠液压传动或气压传动的机构抽出。
目录1 前言 (1)2 绪论 (2)2.1概述 (2)2.2我国塑料模现状 (2)2.3 我国塑料模的发展趋势 (3)3 塑件成型工艺分析 (5)3.1 塑件图 (5)3.2 塑件工艺分析 (5)3.2.1 精度等级 (5)3.2.2 脱模斜度 (5)3.2.3 塑件圆角 (6)3.3 ABS塑料性能特性与工艺参数 (6)3.3.1 ABS化学与物理特性 (6)3.3.2 ABS塑料的成型条件 (7)4 拟定模具结构形式 (8)4.1 型腔数目的确定 (8)4.2 分型面的选择 (9)5注塑机型号的确定 (11)5.1 注塑容量的计算 (11)5.2锁模力的计算 (11)5.3 注塑机的选用 (12)5.4 有关参数的校核 (13)5.4.1由注塑机料筒速率校核模具的型腔数 (13)5.4.2 注射压力的校核 (13)5.4.3 锁模力的校核 (13)5.4.4 开模行程的校核 (14)6 浇注系统的设计 (14)6.1 主流道的设计 (15)6.2 分流道的设计 (17)6.3 冷料穴的设计 (19)6.4 浇口的设计 (20)6.4.1浇口类型的选择 (20)6.4.2 浇口尺寸的确定 (22)6.4.3 浇口剪切速率的校核 (23)6.5 排气系统的设计 (23)7 成型零件设计 (23)7.1 成型零件的结构设计 (24)7.2 成型零件钢材的选用 (25)7.3 成型零件工件尺寸的计算 (26)7.4 型腔壁厚和底板厚度的计算 (29)7.4.1 侧壁厚度计算 (29)7.4.2 底板厚度计算 (30)8 模架的确定 (32)9 导向机构的确定 (32)10 脱模机构的设计 (34)10.1 脱模力的计算 (34)10.2 脱模机构的结构设计 (35)11 侧向抽芯的设计 (37)11.1 抽芯距与抽芯力的计算 (37)11.2 斜导柱圆形截面直径的计算 (40)11.3 斜导柱圆长度的计算 (40)11.4 斜滑杆的设计 (41)12 模温调节系统的设计 (42)12.1 冷却系统的设计 (42)13 数控程序的编制 (47)14 设计小结 (49)参考文献 (50)致谢 (51)1 前言模具是工业生产的基础工艺装备,被称为工业之母。
Science &Technology Vision科技视界0前言在塑料模具产品中,有些产品的侧壁存在孔和凸台,产品成型后这些部位阻碍产品的出模,产品没有办法顶出,这种现象在模具设计中属称倒扣。
在模具设计中倒扣有很多中类型有内倒扣、外倒扣,而外倒扣还分为与PL 面平行型的水平倒扣和与PL 面成一定角型的斜型倒扣,其中斜型倒扣在模具设计中是最难解决的一种倒扣,本文以夹式台灯的上夹盖为例,论述斜型倒扣的斜侧滑块机构设计。
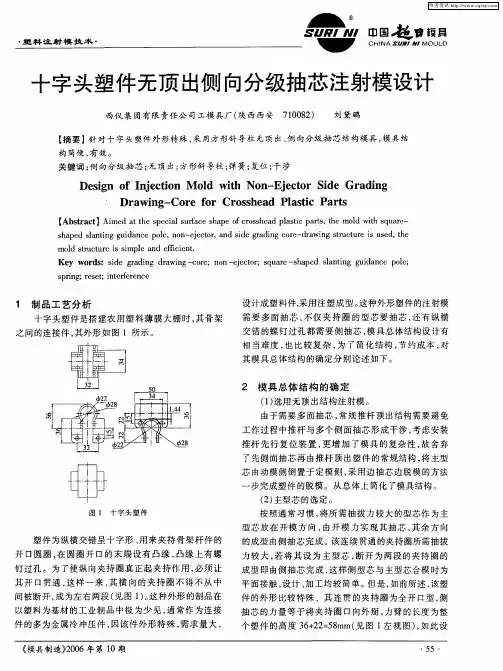
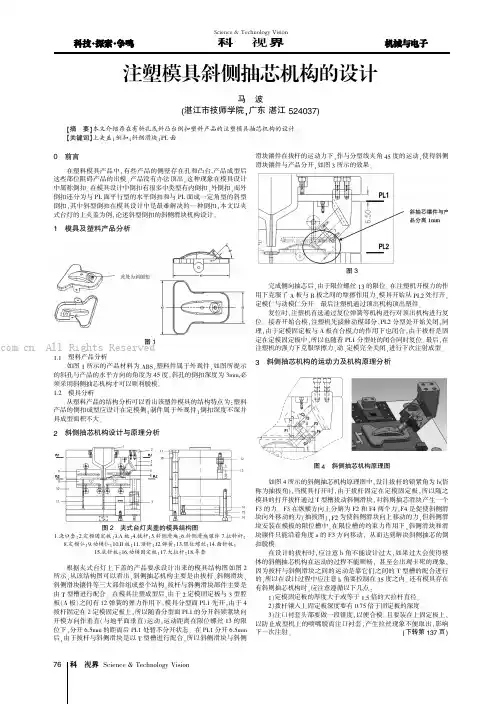
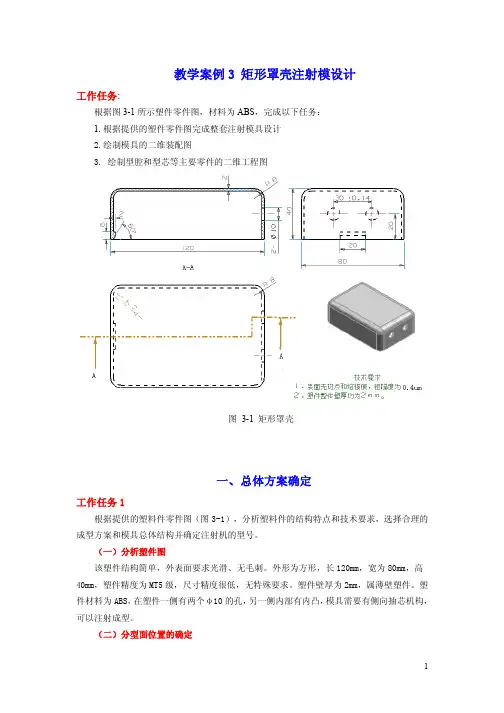
1模具及塑料产品分析图11.1塑料产品分析如图1所示的产品材料为ABS,塑料件属于外观件,如图所提示的斜孔与产品的水平方向的角度为45度,斜孔的倒扣深度为3mm,必须采用斜侧抽芯机构才可以顺利脱模。
1.2模具分析从塑料产品的结构分析可以看出该塑件模具的结构特点为:塑料产品的倒扣成型应设计在定模侧;制件属于外观件;倒扣深度不深并具成型面积不大。
2斜侧抽芯机构设计与原理分析图2夹式台灯夹盖的模具结构图1.浇口套;2.定模固定板;3.A 板;4.拔杆;5.斜侧滑块;6.斜侧滑块镶件7.拉料杆;8.定模仁;9.动模仁;10.B 板;11.顶针;12.弹簧;13.限位螺丝;14.面针板;15.底针板;16.动模固定板;17.大拉杆;18.导套根据夹式台灯上下盖的产品要求设计出来的模具结构图如图2所示,从该结构图可以看出,斜侧抽芯机构主要是由拔杆、斜侧滑块、斜侧滑块镶件等三大部件组成整个结构,拔杆与斜侧滑块部件主要是由T 型槽进行配合。
在模具注塑成型后,由于2定模固定板与3型腔板(A 板)之间有12弹簧的弹力作用下,模具分型面PL1先开,由于4拔杆固定在2定模固定板上,所以随着分型面PL1的分开斜锁紧块向开模方向作垂直(与地平面垂直)运动,运动距离在限位螺丝13的限位下,分开6.5mm 的距离后PL1处暂不分开状态。
在PL1分开6.5mm 后,由于拔杆与斜侧滑块是以T 型槽进行配合,所以斜侧滑块与斜侧滑块镶件在拔杆的运动力下,作与分型线夹角45度的运动,使得斜侧滑块镶件与产品分开,如图3所示的效果。
侧向分型抽芯机构注射模的教学法探究与实践摘要:不同结构的塑料制品在成型时,需要使用不同的塑料模具来完成。
当塑件带有侧孔或侧凸起时,需要带侧向分型抽芯机构的注射模成型。
侧向分型抽芯机构注射模的教学一直是塑料模教学中的难点,学生不易掌握。
如何化难为简,使学生已易于理解和掌握是教师在教学中要解决的问题。
关键词:侧向分型抽芯机构、斜导柱、斜滑块侧向分型抽芯机构注射模的教学一直是塑料模教学中的难点,学生不易掌握。
如何化难为简,使学生已易于理解和掌握是教师在教学中要解决的问题。
多年教学实践我总结了一套行之有效的教学方法,供同行们借鉴。
随着科技的发展,塑料产品越来越多,而不同结构的塑料制品在成型时,需要使用不同的塑料模来完成,当塑件带有侧孔或侧凸起时,需要带侧向分型抽芯机构的注射模成型。
使注射模中侧向型芯移动的机构称为侧向分型与抽芯机构。
典型的侧向分型抽芯机构注射模有两种结构,斜导柱侧向分型抽芯机构注射模和斜滑块侧向分型抽芯机构注射模。
斜滑块侧向分型抽芯机构又分为斜滑块外侧分型抽芯机构和斜滑块内侧分型抽芯机构。
一、侧向分型抽芯机构注射模结构1. 斜导柱侧向分型抽芯机构注射模如图1所示为斜导柱侧向分型抽芯机构,由侧向型芯滑块2、斜导柱3和楔紧块4等模具零件共同组成模具的侧向分型与抽芯机构。
由于所成形的塑料制件上有侧孔,需要有侧向型芯滑块2来成形,而且开模推出塑料制件以前,必须先进行侧向分型,将侧向型芯从塑料制件上抽出,以便塑料制件顺利脱模。
模具合模时,侧向型芯滑块2和模具的主型芯1及型腔板6共同构成模具的型腔,斜导柱3与侧型芯滑块上的孔配合,楔紧块4等零件将侧型芯滑块锁紧。
模具开模时,模具的动模和侧型芯滑块2开始移动,逐渐远离定模。
开模力通过斜导柱3作用于侧型芯滑块2上,迫使侧型芯滑块2在型芯固定板的导滑槽内做向左侧向移动V1,实现侧向分型抽芯运动,所以侧型芯滑块随着动模向下移动(V2)的同时,还向左移动(侧抽芯运动V1),也就是沿着斜导柱移动V侧。
塑料模具侧向分型与抽芯机构1 侧向分型与抽芯机构基础知识及分类一侧向分型与抽芯机构分类根据侧向抽芯动力来源的不同,侧向分型与抽芯机构一般可分为手动、液压(或气动)和机动等三大类。
a手动侧向分型与抽芯机构手动侧向分型与抽芯机构是利用人工对模具进行侧向分型与抽芯,可分为模内侧向分型与抽芯和模外侧向分型与抽芯两大类。
这类机构操作不方便,工人劳动强度大,生产效率低,而且受人力限制难以获得较大的抽芯力,但模具结构简单,成本低,常用于产品的试制、小批量生产或无法采用其它侧向抽芯机构的场合。
由于丝杠螺母传动副能获得比较大的抽芯力,因而这种抽芯方式在手动侧向抽芯中应用较多。
b 液压(或气动)侧向分型与抽芯机构液压(或气动)侧向分型与抽芯机构是利用压力油(或压缩空气)作为动力,在模具上配制专门的抽芯液压缸(或气缸),依靠液压缸(或气缸)的活塞来回运动实现侧向分型与抽芯及复位。
这类机构动作比较平稳,抽拔力大,抽芯距较长,且抽芯的时间顺序可以根据需要自由设置。
现代注射机通常带有抽芯的液压管路及控制系统,所以采用液压作侧向分型与抽芯十分方便。
c机动侧向分型与抽芯机构机动侧向分型与抽芯机构在开模时利用注射机的开模力作为动力,通过机械传动零件(如斜导柱、弯销等)将力作用于侧向成型零件,使其侧向分型或将其侧向抽芯;合模时又通过传动零件使侧向成型零件复位。
这类机构虽然结构比较复杂,但其抽芯力大,生产效率高,容易实现自动化生产,因此在生产中的应用最为广泛。
根据传动零件的不同,机动侧向分型与抽芯机构又可分为斜导柱、弯销、斜导槽、斜滑块和齿轮齿条等不同类型,其中以斜导柱侧向分型与抽芯机构最为常用。
二抽芯力的确定由于塑料包紧在侧向型芯或粘附在侧向型腔上,因此在各类侧向分型与抽芯机构中,进行侧向分型与抽芯时必然会遇到抽拔阻力,侧向分型与抽芯的力(或称抽拔力)一定要大于抽拔阻力。
影响抽芯力大小的因素很多,也很复杂,归纳起来有以下几个方面:成型塑件侧向凹凸形状的表面积愈大,表面的几何形状越复杂,所需的抽芯力越大;侧型芯部分的塑件壁厚越大,则凝固收缩越大,所需抽芯力越大;同一抽芯机构上侧型芯越多,所需抽芯力越大;侧型芯成型部分的脱模斜度越小,所需抽芯力越大;压射比压大,对侧型芯的包紧力就会增大,增加抽芯力。