SMT中检 目检检验标准
- 格式:xls
- 大小:3.90 MB
- 文档页数:2
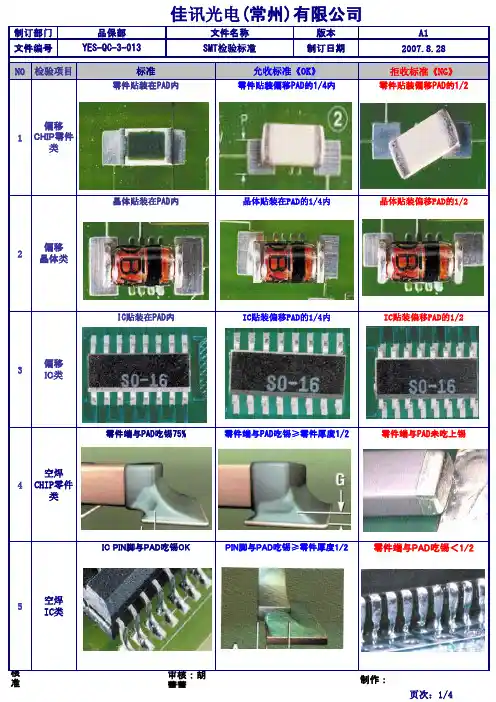

SMT中检目检岗位工作职责说明书中检/目检1、首件确认对于每班开始或产品切换后的第一片板,中检必须进行外观首检,以工程样板作为参考标准,检查内容包括:零件方向,零件极性,偏移,缺件,错件,多件,锡多,锡少,连锡,发现问题及时报告给组长(拉长),首检无误后送IPQC确认。
2、手摆零件在拉长的安排下进行手摆件动作。
对于手摆件的物料规格,位置,数量,方向等必须经组长(IPQC)确认清楚后才开始手摆件。
并填写《手补件报表》。
所有手摆件必须自检C)K后才可过炉。
原则上缺件的板不允许过炉,需得到拉长的同意后才可过炉,并填写《缺件板过炉记录》。
特别是IC等A级物料缺件。
并在板上相应位置做好标记,告知炉后检查人员,缺件的物料规格,数量,位置。
4、取板为了不影响生产效率,中检人员应及时观察机器出板情况,及时将皮带上的板拿出。
另取板动作应轻缓,不可动掉零件,手持板边,不可抹掉零件或锡膏。
5、PCB检查PCB贴好零件后,中检人员应仔细检查有无零件反向,偏移,缺件,错件,多件,锡多,锡少,连锡等不良,如有连续3片同样的不良应及时反映给组长(操机员)或组长拉长。
对于PCB不需要打零件的地方,作业人员应牢记,以提升工作效率。
6、过炉检查OK的板过炉时应注意放板间隔30CM左右,以此防止不熔锡,另对于双面板或有金手指的板必须垫纸过炉,注意纸张大小需与板配合,不可过大或过小,防止在炉内被风吹掉。
另必须等到回流炉温度足够时才可过炉。
7、打X板处理对于打X板生产时,如发现有打*的板贴了零件,或者好板漏贴零件,中检人员应及时反映给拉长和组长(操机员)o漏贴板不允许过炉,需重新贴零件;打X板贴片的不允许过炉,贴好的零件需取下待用。
负责不良产品之维修,统计和分析不良,及时通报不良状况加以控制。

系统名称SYSTEM:制造/生产管理系统主题SUBJECT:SMT品质检验及判定标准文件编号DOCUMENT NO.:PAGE 4 of 65 REV.6.2.1. CHIP 1608,2125,3216锡膏印刷规格示范。
6.2.1.1.标准(PREFERRED),如图1:6.2.1.1.锡膏并无偏移。
6.2.1.2.锡膏量,厚度均匀8.31MILS。
6.2.1.3.锡膏成型佳,无崩塌断裂。
6.2.1.4.锡膏覆盖锡垫90%以上。
图1 CHIP 1608,2125,3216锡膏印刷标准6.2.1.2.允收(ACCEPTABLE),如图2:6.2.1.2.1.钢板的开孔有缩孔但锡膏仍有85%覆盖锡垫。
6.2.1.2.2.锡量均匀。
6.2.1.2.3.锡膏厚度于规格内。
6.2.1.2.4.依此判定为允收。
图2 CHIP 1608,2125,3216锡膏印刷允收系统名称SYSTEM:制造/生产管理系统主题SUBJECT:SMT品质检验及判定标准文件编号DOCUMENT NO.:PAGE 5 of 65 REV.6.2.1.3.拒收(REJECT),如图3:6.2.1.3.1.锡膏量不足。
6.2.1.3.2.两点锡膏量不均。
6.2.1.3.3.印刷偏移超过20%锡垫。
6.2.1.3.4.依此判定为拒收。
图3 CHIP 1608,2125,3216锡膏印刷拒收6.2.2.MINI(SOT)锡膏印刷规格示范:6.2.2.1.标准(PREFERRED),如图4:6.2.2.1.1.锡膏无偏移。
6.2.2.1.2.锡膏完全覆盖锡垫。
6.2.2.1.3.三点锡膏量均匀,厚度8.31MILS。
6.2.2.1.4.依此为SOT零件锡膏印刷标准。
图4 MINI,SOT零件锡膏印刷标准系统名称SYSTEM:制造/生产管理系统主题SUBJECT:SMT品质检验及判定标准文件编号DOCUMENT NO.:PAGE 6 of 65 REV.6.2.2.2.允收(ACCEPTABLE),如图5:6.2.2.2.1.锡膏量均匀且成形佳。