SMT焊点检验标准
- 格式:doc
- 大小:5.07 MB
- 文档页数:84
海翔瑞通科技有限公司企业技术标准Q/DKBA3200.1-2001SMT焊点检验标准2009-12-20发布2010-1-1实施精心整理目次前言 (3)1范围 52规范性引用文件 53术语和定义 53.1冷焊点 53.2浸析 54回流炉后的胶点检查 65焊点外形75.1片式元件——只有底部有焊端7 5.2片式元件——矩形或正方形焊端元件——焊端有1、3或5个端面105.3圆柱形元件焊端165.4无引线芯片载体——城堡形焊端208.3浸析(leaching) 599上下游相关规范6010附录6011参考文献60前言本子标准是Q/DKBA3200-2001《PCBA检验标准》的九个子标准之一。
本子标准与Q/DKBA3200.2-2001《THT焊点检验规范》等八个子标准共同构成Q/DKBA3200-2001《PCBA检验标准》。
本子标准的大部分内容属于原Q/DKBA-Y008-1999《PCBA外观质量检验标准》的第10章,经过一年半的实践,又参考IPC-A-610C第12章重新修订而成。
相对于前一版本的变化是图形增加,更加清晰,叙述逻辑性增强。
个别地方内容也有变动。
在合格性判断等级方面增加了“工艺警告”级。
本标准由工艺委员会电子装联分会提出。
本标准主要起草人:邢华飞、张源、李江、姜平、陈冠方、陈普养、饶秋池、李石茂、肖振芳、韩喜发、黄玉荣本标准审核人:蔡祝平、张记东、辛书照、陈国华、王界平、曹曦、周欣、郭朝阳本标准批准人:吴昆红SMT焊点检验标准1范围本标准规定了PCBA的SMT焊点的质量检验标准,绝大部分属外观检验标准。
本标准适用于华为公司内部工厂及PCBA外协工厂的回流焊后和波峰焊及手工焊后对PCBA上SMT焊点的检验。
本子标准的主体内容分为五章。
前三章直接与工艺相关,分别表达使用贴片胶的SMD的安装、焊接,各种结构的焊点的要求。
后两章是针对不同程度和不同类型的焊接缺陷和元器件损坏的验收标准。
SMT焊点质量检测方法热循环为确保电子产品德量稳固性和可靠性,或对失效产品进行剖析诊断,一般需进行必要的焊点质量检测。
SM T中焊点质量检测办法很多,应当依据不同元器件、不同检测项目等选择不同的检测方法。
1 焊点质量检测方式焊点质量常用检测方法有非破坏性、破坏性和环境检测3种,见表1所示。
1.1 目视检测目视检测是最常用的一种非破坏检测方法,可用万能投影仪或10倍放大镜进行检测。
检测速度和精度与检测职员才能有关,评价可依照以下基准进行:⑴润湿状况钎料完整笼罩焊盘及引线的钎焊部位,接触角最好小于20°,通常以小于3 0°为标准,最大不超过60°。
⑵焊点外观钎料流动性好,表面完全且平滑光明,无针孔、砂粒、裂纹、桥连和拉尖等渺小缺点。
⑶钎料量钎焊引线时,钎料轮廓薄且引线轮廓显明可见。
1.2 电气检测电气检测是产品在加载条件下通电,以检测是否满足所请求的规范。
它能有效地查出目视检测所不能发明的微小裂纹和桥连等。
检测时可应用各种电气丈量仪,检测导通不良及在钎焊进程中引起的元器件热破坏。
前者是由渺小裂纹、极细丝的锡蚀和松香粘附等引起,后者是由于过热使元器件失效或助焊剂分解气体引起元器件的腐化和变质等。
1.3 X-ray 检测X-ray检测是应用X射线可穿透物资并在物质中有衰减的特征来发明缺陷,主要检测焊点内部缺陷,如BGA、CSP和FC焊点等。
目前X射线装备的X光束斑一般在1-5μm范畴内,不能用来检测亚微米规模内的焊点微小开裂。
1.4 超声波检测超声波检测利用超声波束能透进金属材料的深处,由一截面进入另一截面时,在界面边沿发生反射的特色来检测焊点的缺陷。
来自焊点表面的超声波进入金属内部,碰到缺陷及焊点底部时就会发生反射现象,将反射波束收集到荧光屏上形成脉冲波形,根据波形的特色来断定缺陷的位置、大小和性质。
超声波检验具有敏锐度高、操作便利、检验速度快、本钱低、对人体无害等长处,但是对缺陷进行定性和定量判定尚存在艰苦。
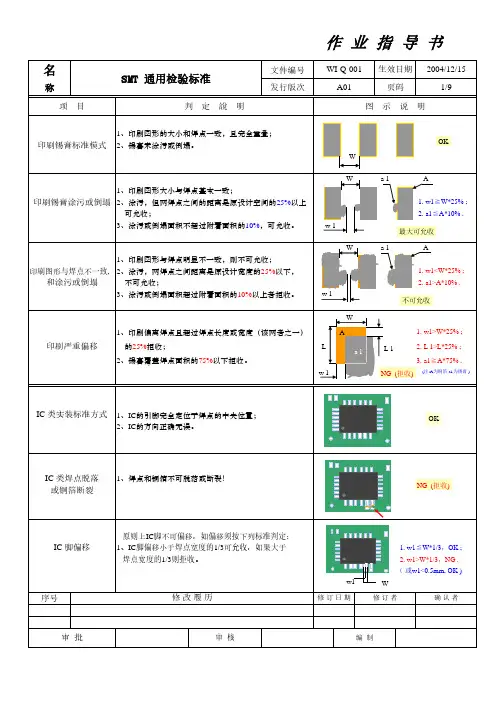
称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!零件直立项 目零件直立电阻帖反标准模式电容、电感偏移零件间隔电容、电感偏移SMT 通用检验标准A01页码3/9判 定 說 明图 示 说 明(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装W零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面)OKW W1W1≧W*25%,NG.W零件直立拒收称发行版次1、接触点与焊点端的距离至少是二极管的25%以上 1. L ≧D*25%,OK ;为最大允收量;2. w1≦W*50%, OK .2、二极管一端突出焊点的内侧部分小于二极管金属反之 NG .电镀宽度的50%,为最大允收量;3、超出以上标准则不良。
1、二极管突出焊点一端的部分应小于二极管直径的 25%,如果超出二极管直径的25%则拒收。
1. W<D*25%, OK ;2. W ≧D*25%, NG ;部品本体不可有缺边,缺角和破损现象。
SMT焊接质量检验标准SMT焊接质量检验标准本标准旨在统一焊接外观检验标准,确保焊接质量和检验的一致性。
适用于SMT、成型线、装配线等有关的焊接质量检验。
生产线操作人员和检测人员要依照本标准来保证产品的外观和整体的性能。
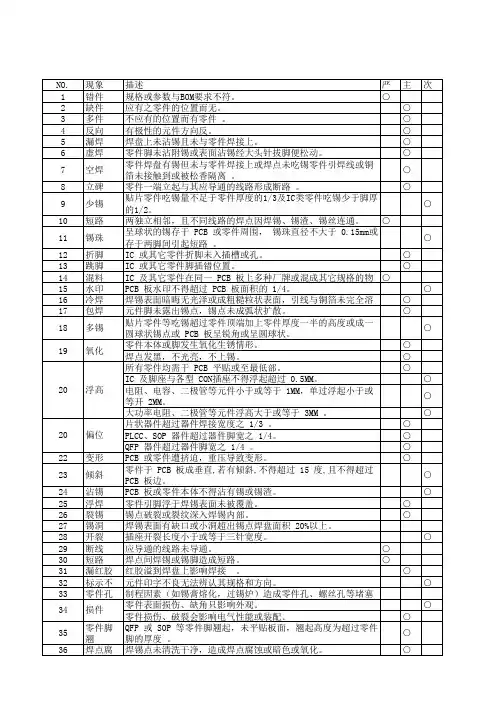
典型缺陷虚焊:零件脚或引线脚与锡垫间没有锡或锡量太少或其它因素造成没有接合,看似焊住其实没有焊住的焊接点,这种焊接点有可能当时用设备无法检测出来,但在用户使用过程中能慢慢的暴露出来,危害性极高。
包焊:焊点焊锡过多,看不到零件脚或其轮廓者。
桥接:有脚零件在脚与脚之间被多余的焊锡连接短路,特别是在手工焊接时,亦或刮CHIPS脚造成残余锡渣使脚与脚短路。
错件:零件放置的规格或种类与作业规定或BOM、图纸等不符合。
缺件:应放置零件的位置,因不正常的缘故而产生空缺。
极性反向:极性方位正确性与加工工程样品装配不一样,象电解电容,二极管都是极性元件,要特别注意。
零件偏位:零件焊接点与焊盘发生偏移,易引起管脚之间短路。
焊盘损伤:在补焊或维修时使用烙铁不当导致焊盘被破坏,这极易引起主板报废,造成重大损失。
焊点的质量要求对焊点的质量要求,应该包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
插件元件焊接可接受性要求:引脚凸出不应超过 2.3mm,最小不低于0.5mm。
对于厚度超过2.3mm的通孔板(双面板),引脚长度已确定的元件(如IC、插座),引脚凸出是允许不可辨识的。
焊锡的垂直填充须达孔深度的75%,即板厚的3/4;焊接面引脚和孔壁润湿至少270°。
焊锡对通孔和非支撑孔焊盘的覆盖面积须≥75%。
贴片(矩形或方形)元件焊接可接受性要求:贴片元件位置的歪斜或偏移不应超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。
末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
接头部件的位置偏移和倾斜必须避免与邻近的导体接触。
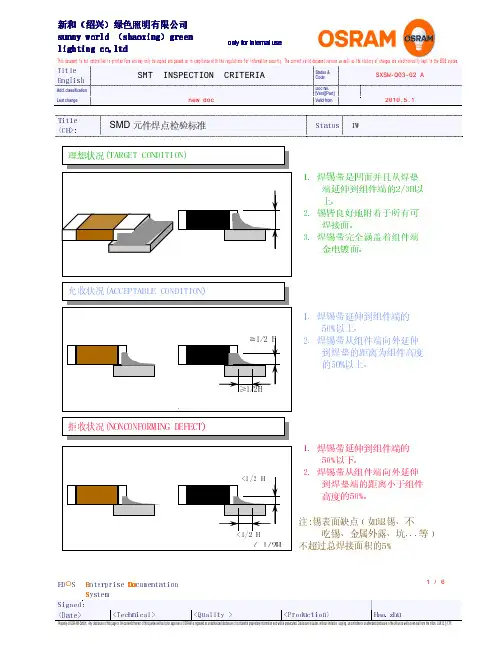
This document is not controlled in printed form and may only be copied and passed on in compliance with the regulations for information security. The current valid document version as well as the history of changes are electronically kept in the EDOS system.SMTINSPECTIONnew docCRITERIAAdd. classification Last changeProperty of OSRAM GmbH. Any disclosure of this page or the contents thereof of third parties without prior approval of OSRAM is regarded as unauthorized disclosure of confidential proprietary information and will be prosecuted. Disclosure includes, without lim itation, copying, uncontrolled or unattended disclosure in the office as well as removal from the office. U.W.G. § 17ff.uhz.oaH>noitcudorP<> ytilauQ<S S metsyS S oD oD E E noitatnemucoD esirpretnE oD E>lacinhceT<>etaD< :dengiSS DEO%5的积面接焊总过超不 H2/1 < H 2/1< ﹞等...坑、露外属金、锡吃 不、锡退如﹝点缺面表锡:注 。
SMT质量标准一、SMT质量术语1、理想的焊点具有良好的表面润湿性,即熔融焊料在被焊金属表面上应铺展,并形成完整、均匀、连续的焊料覆盖层,其接触角应不大于90正确的焊锡量,焊料量足够而不过多或过少良好的焊接表面,焊点表面应完整、连续和圆滑,但不要求很光亮的外观.好的焊点位置元器件的焊端或引脚在焊盘上的位置偏差在规定范围内。
2、不润湿焊点上的焊料与被焊金属表面形成的接触角大于903、开焊焊接后焊盘与PCB表面分离.4、吊桥(drawbridging )元器件的一端离开焊盘面向上方袋子斜立或直立5、桥接两个或两个以上不应相连的焊点之间的焊料相连,或焊点的焊科与相邻的导线相连。
6、虚焊焊接后,焊端或引脚与焊盘之间有时出现电隔离现象7、拉尖焊点中出现焊料有突出向外的毛刺,但没有与其它导体或焊点相接触8、焊料球(solder ball)焊接时粘附在印制板、阴焊膜或导体上的焊料小圆球。
9、孔洞焊接处出现孔径不一的空洞10、位置偏移(skewing )焊点在平面内横向、纵向或旋转方向偏离预定位置时。
11、目视检验法(visual inspection)借助照明的2~5倍的放大镜,用肉眼观察检验PCBA焊点质量12、焊后检验(inspection after aoldering)PCB完成焊接后的质量检验。
13、返修(reworking)为去除表面组装组件的局部缺陷的修复工艺过程。
14、贴片检验( placement inspection )表面贴装元器件贴装时或完成后,对于有否漏贴、错位、贴错、损坏等到情况进行的质量检验.二、SMT检验方法在SMT的检验中常采用目测检查与光学设备检查两种方法,有只采用目测法,亦有采用两种混合方法。
它们都可对产品100%的检查,但若采用目测的方法时人总会疲劳,这样就无法保证员工100%进行认真检查。
因此,我们要建立一个平衡的检查(inspection)与监测(monitering)的策略即建立质量过程控制点。
焊接质量检验标准焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。
它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。
(一)焊点的质量要求:对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
(1) 插件元件焊接可接受性要求:1.引脚凸出:单面板引脚伸出焊盘最大不超过2.3mm;最小不低于0.5 mm。
对于厚度超过2.3mm的通孔板(双面板),引脚长度已确定的元件(如IC、插座),引脚凸出是允许不可辨识的。
2.通孔的垂直填充:焊锡的垂直填充须达孔深度的75%,即板厚的3/4;焊接面引脚和孔壁润湿至少270°。
3.焊锡对通孔和非支撑孔焊盘的覆盖面积须≥75%。
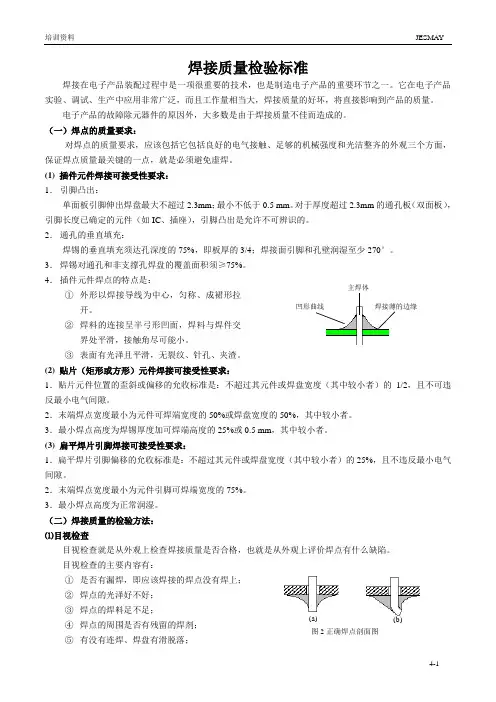
4.插件元件焊点的特点是:①外形以焊接导线为中心,匀称、成裙形拉开。
②焊料的连接呈半弓形凹面,焊料与焊件交界处平滑,接触角尽可能小。
③表面有光泽且平滑,无裂纹、针孔、夹渣。
(2) 贴片(矩形或方形)元件焊接可接受性要求:1.贴片元件位置的歪斜或偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。
2.末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
3.最小焊点高度为焊锡厚度加可焊端高度的25%或0.5 mm,其中较小者。
(3) 扁平焊片引脚焊接可接受性要求:1.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,且不违反最小电气间隙。
2.末端焊点宽度最小为元件引脚可焊端宽度的75%。
3.最小焊点高度为正常润湿。
(二)焊接质量的检验方法:⑴目视检查目视检查就是从外观上检查焊接质量是否合格,也就是从外观上评价焊点有什么缺陷。
目视检查的主要内容有:①是否有漏焊,即应该焊接的焊点没有焊上;②焊点的光泽好不好;③焊点的焊料足不足;④焊点的周围是否有残留的焊剂;⑤有没有连焊、焊盘有滑脱落;图2正确焊点剖面图(a)(b)凹形曲线主焊体焊接薄的边缘⑥焊点有没有裂纹;⑦焊点是不是凹凸不平;焊点是否有拉尖现象。
海翔瑞通科技有限公司企业技术标准Q/ SMT焊点检验标准2009-12-20发布2010-1-1实施北京海翔瑞通科技有限公司版权所有侵权必究目次前言 (3)1 范围 52 规范性引用文件 53 术语和定义 5冷焊点 5浸析 54 回流炉后的胶点检查 65 焊点外形7片式元件——只有底部有焊端7片式元件——矩形或正方形焊端元件——焊端有1、3或5个端面10圆柱形元件焊端16无引线芯片载体——城堡形焊端20扁带“L”形和鸥翼形引脚23圆形或扁平形(精压)引脚29“J”形引脚32对接 /“I”形引脚37平翼引线40仅底面有焊端的高体元件41内弯L型带式引脚42面阵列/球栅阵列器件焊点44通孔回流焊焊点466 元件焊端位置变化487 焊点缺陷49立碑49不共面49焊膏未熔化50不润湿(不上锡)(nonwetting)50半润湿(弱润湿/缩锡)(dewetting)51焊点受扰51裂纹和裂缝52针孔/气孔52桥接(连锡)53焊料球/飞溅焊料粉末54网状飞溅焊料558 元件损伤56缺口、裂缝、应力裂纹56金属化外层局部破坏58 浸析(leaching)599 上下游相关规范6010 附录6011 参考文献60前言本子标准是Q/DKBA3200-2001《PCBA检验标准》的九个子标准之一。
本子标准与Q/《THT焊点检验规范》等八个子标准共同构成Q/DKBA3200-2001《PCBA 检验标准》。
本子标准的大部分内容属于原Q/DKBA-Y008-1999《PCBA外观质量检验标准》的第10章,经过一年半的实践,又参考IPC-A-610C第12章重新修订而成。
相对于前一版本的变化是图形增加,更加清晰,叙述逻辑性增强。
个别地方内容也有变动。
在合格性判断等级方面增加了“工艺警告”级。
本标准由工艺委员会电子装联分会提出。
本标准主要起草人:邢华飞、张源、李江、姜平、陈冠方、陈普养、饶秋池、李石茂、肖振芳、韩喜发、黄玉荣本标准审核人:蔡祝平、张记东、辛书照、陈国华、王界平、曹曦、周欣、郭朝阳本标准批准人:吴昆红本标准执行:现场工艺和质量部门可根据具体需要制定操作指导书执行。
SMT焊接推力检验标准简介表面贴装技术(SMT)是一种将元件表面直接焊接在印制电路板(PCB)上的工艺。
SMT焊接技术已经成为了电子制造业的主流工艺之一,具有高效、高精度和高可靠性的特点。
在SMT焊接过程中,焊接质量的好坏直接影响到整个电子产品的质量和可靠性。
其中,焊接推力检验是衡量SMT焊接质量的重要指标之一,本文主要介绍SMT焊接推力检验标准。
检验标准检验设备进行SMT焊接推力检验需要用到推力试验机、导轨、夹具和样品。
推力试验机是用来测试样品在水平方向(即与PCB表面平行的方向)下受到的最大推力的设备。
导轨是用来固定样品和夹具的设备,使其能够在试验机上进行平稳的推力试验。
夹具是用来固定PCB和样品的设备,能够准确地获取样品在推力试验过程中受到的推力值。
样品是经过SMT焊接成型的PCB板,其焊点应当符合IPC-A-610F标准。
检验步骤1.准备夹具和样品:将样品放在夹具中,夹具的固定点应当与样品焊点的中心重合。
2.垂直方向调整:将夹具固定在导轨上,通过微调手轮让夹具垂直水平方向。
3.水平方向调整:将夹具固定在导轨上,通过微调手轮让夹具与试验机导轨水平方向保持一致。
4.进行推力试验:将夹具和样品放在推力试验机平台上,进行推力试验。
试验过程中,将获取样品在水平方向下受到的最大推力值。
5.记录推力值:在试验过程中,随时记录受到的最大推力值,直至样品失效或试验结束。
检验参数进行SMT焊接推力检验需要确定的参数有:1.检验标准:确定哪个标准作为检验的依据。
2.检验条件:确定推力试验机的工作条件、样品的制备条件、夹具和试验方法的具体实施方案。
3.推力值:确定样品在受力过程中的最大推力值,以判断焊接质量是否合格。
4.失效判断:当样品发生破裂或者出现明显形变时,视为失效。
通过SMT焊接推力检验,可以有效的判断SMT焊接的质量,保证焊接的可靠性和稳定性。
本文介绍了SMT焊接推力检验的标准和具体实施方法,供电子制造业相关从业人员参考。
smt外观检查标准SMT外观检查标准。
一、引言。
SMT(Surface Mount Technology)是一种表面贴装技术,广泛应用于电子元器件的生产中。
在SMT生产过程中,外观检查是非常重要的环节,它直接关系到产品的质量和可靠性。
本文档旨在制定SMT外观检查标准,以确保产品外观质量符合要求,提高产品的可靠性和竞争力。
二、外观检查标准。
1.焊接质量。
1.1焊点外观,焊点表面应光滑平整,无裂纹、气泡、凹坑等缺陷。
1.2焊盘外观,焊盘应平整,无氧化、锈蚀等现象。
1.3焊料外观,焊料应均匀,无虚焊、溢出等情况。
2.元器件安装。
2.1元器件位置,元器件应安装在指定位置,无偏移、歪斜等情况。
2.2元器件间距,元器件之间应保持适当间距,避免短路等问题。
2.3元器件损坏,元器件表面应无划痕、磨损等损坏现象。
3.印刷质量。
3.1印刷位置,印刷应准确无误,无偏移、重影等情况。
3.2印刷质量,印刷应均匀、清晰,无残留、漏印等情况。
3.3印刷剥离,印刷应牢固,无剥离、脱落等现象。
4.外观质量。
4.1外观检查,产品外观应整洁,无划伤、污渍等现象。
4.2标识清晰,产品标识应清晰可见,无模糊、掉色等情况。
4.3封装完整,产品封装应完整,无开裂、变形等问题。
5.包装质量。
5.1包装完好,产品包装应完整,无破损、变形等情况。
5.2包装标识,包装标识应清晰,无模糊、错位等现象。
5.3包装数量,包装数量应准确无误,避免漏装、多装等问题。
三、结论。
SMT外观检查是确保产品质量的重要环节,本文档制定了一系列的外观检查标准,涵盖了焊接质量、元器件安装、印刷质量、外观质量和包装质量等方面。
通过严格执行这些标准,可以有效提高产品的质量和可靠性,提升企业的竞争力,满足客户的需求。
希望全体员工都能认真遵守这些标准,共同努力,为公司的发展贡献力量。
四、附录。
1.外观检查标准示意图。
2.外观检查记录表。
3.外观检查标准执行流程图。
以上即为SMT外观检查标准的文档内容,希望能够对相关人员在SMT生产过程中有所帮助,提高产品的质量和可靠性。
焊接质量检验标准焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。
它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。
(一)焊点的质量要求:对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
(1) 插件元件焊接可接受性要求:1. 引脚凸出:单面板引脚伸出焊盘最大不超过2.3mm ;最小不低于0.5 mm 。
对于厚度超过2.3mm 的通孔板(双面板),引脚长度已确定的元件(如IC 、插座),引脚凸出是允许不可辨识的。
2. 通孔的垂直填充:焊锡的垂直填充须达孔深度的75%,即板厚的3/4;焊接面引脚和孔壁润湿至少270°。
3. 焊锡对通孔和非支撑孔焊盘的覆盖面积须≥75%。
4. 插件元件焊点的特点是:① 外形以焊接导线为中心,匀称、成裙形拉开。
② 焊料的连接呈半弓形凹面,焊料与焊件交界处平滑,接触角尽可能小。
③ 表面有光泽且平滑,无裂纹、针孔、夹渣。
(2) 贴片(矩形或方形)元件焊接可接受性要求:1.贴片元件位置的歪斜或偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。
2.末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
3.最小焊点高度为焊锡厚度加可焊端高度的25%或0.5 mm ,其中较小者。
(3) 扁平焊片引脚焊接可接受性要求:1.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,且不违反最小电气间隙。
2.末端焊点宽度最小为元件引脚可焊端宽度的75%。
3.最小焊点高度为正常润湿。
(二)焊接质量的检验方法: ⑴目视检查目视检查就是从外观上检查焊接质量是否合格,也就是从外观上评价焊点有什么缺陷。
SMT质量检验标准1、目的:明确 SMT 焊接外观检验标准,为品质判定提供接收和拒收依据。
2、范围:本标准规定了PCBA的SMT焊点的质量检验标准,绝大部分属外观检验标准。
适用于公司内部工厂及PCBA外协工厂的回流焊后和波峰焊及手工焊后对PCBA上SMT焊点的检验3、权责:3.1 品保部:3.1.1 QE 负责本标准的制定和修改,3.1.2 检验人员负责参照本标准对产品 SMT 焊接的外观进行检验。
"3.2 生产部:生产作业员参照本标准对产品进行自检或互检。
3.3 维修工:参照本标准执行返修"4.标准定义:4.1 判定分为:合格、允收和拒收合格(Pass):外观完全满足理想状况,判定为合格。
(个别现象做讲解)允收(Ac):外观缺陷不满足理想状况,但满足允收条件,且能维持组装可靠度,判定为允收。
拒收(Re):外观缺陷未能满足允收条件,且影响产品功能和可靠度,判定为拒收。
4.2 缺陷等级严重缺陷(CRITICAL,简写 CR):不良缺陷,使产品在生产、运输或使用过程中可能出现危及人身财产安全之缺点,称为严重缺点.主要缺陷(MAJOR,简写 MA):不良缺陷,使产品失去全部或部分主要功能,或者相对严重影响的结构装配的不良,从而显着降低产品使用性的缺点,称为主要缺点.次要缺陷(MINOR,简写 MI):不良缺陷,可以造成产品部分性能偏差或一般外观缺陷,虽不影响产品性能,但会使产品价值降低的缺点,称为次要缺点.5.检验条件5.1 在正常室内日光灯灯管的照明条件(灯光强度为 1 支 40W 或 2 支 20W 日光灯),被检测的 PCB 与光源之距离为:100CM 以内.5.2 将待测 PCB 置于执行检测者面前,目距 20CM 内(约手臂长).6.检验工具:AOI, X-RUY ,放大镜、40X 显微镜、拨针、平台、静电手套7.专业生产术语7.1 SMT:它是一种将无引脚或短引线表面组装元器件(简称SMC/SMD,中文称片状元器件)安装在印制电路板(Printed Circuit Board,PCB)的表面或其它基板的表面上,通过再流焊或浸焊等方法加以焊接组装的电路装连技术7.2 丝印:其作用是将焊膏或贴片胶漏印到PCB的焊盘上7.3 贴装:其作用是将表面组装元器件准确安装到PCB的固定位置上7.4 回流焊接:其作用是通过高温将焊膏融化,使表面组装元器件与PCB板牢固粘接在一起7.5 波峰焊接:其作用是通过高温将锡条融化流动,使管脚元器件与PCB板焊盘通过锡炉上锡冷却形成焊点达到焊接效果7.6 PCB主面(A面):总设计图上规定的封装互连构件面。
Q/DKBA华为技术有限公司企业技术标准Q/DKBA3200.1-2001SMT焊点检验标准初稿(正式发布后去掉本行)2001-XX-XX发布2001-XX-XX实施华为技术有限公司发布版权所有侵权必究VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X目次前言 ................................................................................. .. (3)1 范围 52 规范性引用文件 53 术语和定义 53.1 冷焊点 53.2 浸析 54回流炉后的胶点检查 65 焊点外形75.1 片式元件——只有底部有焊端75.2 片式元件——矩形或正方形焊端元件——焊端有1、3或5个端面105.3 圆柱形元件焊端165.4 无引线芯片载体——城堡形焊端205.5 扁带“L”形和鸥翼形引脚235.6 圆形或扁平形(精压)引脚295.7 “J”形引脚325.8 对接/“I”形引脚375.9 平翼引线405.10 仅底面有焊端的高体元件415.11 内弯L型带式引脚425.12 面阵列/球栅阵列器件焊点445.13 通孔回流焊焊点466 元件焊端位置变化487 焊点缺陷49VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X7.1 立碑497.2 不共面497.3 焊膏未熔化507.4 不润湿(不上锡)(nonwetting) 507.5 半润湿(弱润湿/缩锡)(dewetting) 517.6 焊点受扰517.7 裂纹和裂缝527.8 针孔/气孔527.9 桥接(连锡)537.10 焊料球/飞溅焊料粉末547.11 网状飞溅焊料558 元件损伤568.1 缺口、裂缝、应力裂纹568.2 金属化外层局部破坏588.3 浸析(leaching) 599 上下游相关规范6010 附录6011 参考文献60VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X前言本子标准是Q/DKBA3200-2001《PCBA检验标准》的九个子标准之一。
本子标准与Q/DKBA3200.2-2001《THT焊点检验规范》等八个子标准共同构成Q/DKBA3200-2001《PCBA检验标准》。
本子标准的大部分内容属于原Q/DKBA-Y008-1999《PCBA外观质量检验标准》的第10章,经过一年半的实践,又参考IPC-A-610C第12章重新修订而成。
相对于前一版本的变化是图形增加,更加清晰,叙述逻辑性增强。
个别地方内容也有变动。
在合格性判断等级方面增加了“工艺警告”级。
本标准由工艺委员会电子装联分会提出。
本标准主要起草人:邢华飞、张源、李江、姜平、陈冠方、陈普养、饶秋池、李石茂、肖振芳、韩喜发、黄玉荣本标准审核人:蔡祝平、张记东、辛书照、陈国华、王界平、曹曦、周欣、郭朝阳本标准批准人:吴昆红本标准执行:现场工艺和质量部门可根据具体需要制定操作指导书执行。
本标准主要使用部门:供应链管理部,中试部。
本标准责任部门:供应链管理部质量工艺部。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.XSMT焊点检验标准1范围本标准规定了PCBA的SMT焊点的质量检验标准,绝大部分属外观检验标准。
本标准适用于华为公司内部工厂及PCBA外协工厂的回流焊后和波峰焊及手工焊后对PCBA上SMT焊点的检验。
本子标准的主体内容分为五章。
前三章直接与工艺相关,分别表达使用贴片胶的SMD的安装、焊接,各种结构的焊点的要求。
后两章是针对不同程度和不同类型的焊接缺陷和元器件损坏的验收标准。
1规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
1术语和定义通用术语和定义见Q/DKBA3200《PCBA检验标准》和Q/DKBA3144-2001《PCBA质量级别和缺陷类别》。
.1冷焊点由于焊料杂质过多、焊前不当的清洗、焊接加热不足所引起的润湿状况较差的焊点,一般呈灰色多孔状。
.2浸析VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X 焊接期间金属基体或镀层的丢失或分离现象。
2回流炉后的胶点检查图1 最佳焊盘、焊缝或元器件焊端上无胶粘剂污染的痕迹。
推力足够(任何元件大于1.5kg推力)。
胶点如有可见部分,位置应正确。
合格胶点的可见部分位置有偏移。
但胶点未接触焊盘、焊缝或元件焊端。
推力足够。
不合格胶点接触焊盘、焊缝或元件焊端。
推力不够1.0kg。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X1焊点外形.1片式元件——只有底部有焊端只有底面有金属化焊端的分立片式元件、无引线片式载体和其它元件,它们必须满足的尺寸和焊缝要求如下。
(注:焊端悬出是指焊端自身相对于焊盘的伸出量。
)表1 片式元件——只有底部有焊端的特征表VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X5 最大焊缝高度 E6 最小焊缝高度 F7 焊料厚度G8 焊盘宽度P9 焊端长度T10 焊端宽度W1、侧悬出(A)注意:侧悬出不作要求。
图22、端悬出(B)VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X图3不合格有端悬出(B)。
3、焊端焊点宽度(C)图4最佳焊端焊点宽度等于元件焊端宽度(W)或焊盘宽度(P)。
合格焊端焊点宽度不小于元件焊端宽度(W)的75%或焊盘宽度(P)的75%。
不合格焊端焊点宽度小于元件焊端宽度(W)的75%或小于焊盘宽度(P)的75%。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X4、焊端焊点长度(D)图5最佳焊端焊点长度(D)等于元件焊端长度。
合格如果符合所有其他焊点参数的要求,任何焊端焊点长度(D)都合格。
5、最大焊缝高度(E)不规定最大焊缝高度(E)。
6、最小焊缝高度(F)图6不规定最小焊缝高度(F)。
但是,在焊端的侧面上能明显看见润湿良好的角焊缝。
7、焊料厚度(G)VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X图7合格形成润湿良好的角焊缝。
.1片式元件——矩形或正方形焊端元件——焊端有1、3或5个端面正方形或矩形焊端元件的焊点,它们必须满足的尺寸和焊缝要求如下。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X 表2 片式元件——矩形或正方形焊端元件——焊端有1、3或5个端面的特征表特征描述尺寸代码1 最大侧悬出 A2 最大端悬出 B3 最小焊端焊点宽度 C4 最小焊端焊点长度 D5 最大焊缝高度 E6 最小焊缝高度 F7 焊料厚度G8 焊端高度H9 最小端重叠J10 焊盘宽度P11 焊端长度T12 焊端宽度W 注意:C从焊缝最窄处测量。
1、侧悬出(A)图8最佳没有侧悬出。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X图9合格侧悬出(A)小于或等于元件焊端宽度(W)的25%或焊盘宽度(P)的25%。
不合格侧悬出(A)大于25%W,或25%P。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X图102、端悬出(B)图11最佳没有端悬出。
图12不合格有端悬出。
3、焊端焊点宽度(C)最佳焊端焊点宽度(C)等于元件宽度(W)或焊盘宽度(P)。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X 图13图14合格焊端焊点宽度(C)等于或大于元件焊端宽度(W)的75%或PCB焊盘宽度(P)的75%。
图15不合格焊端焊点宽度(C)小于75%W或75%P。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X 4、焊端焊点长度(D)图16最佳焊端焊点长度(D)等于元件焊端长度(T )。
合格对焊端焊点长度(D)不作要求,但要形成润湿良好的角焊缝。
5、最大焊缝高度(E)图17最佳最大焊缝高度(E)为焊料厚度(G)加元件焊端高度(H)。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X图18合格最大焊缝高度(E)可以悬出焊盘或延伸到金属化焊端的顶上;但是,焊料不得延伸到元件体上。
图19不合格焊缝延伸到元件体上。
6、最小焊缝高度(F)合格最小焊缝高度(F)是焊料厚度(G)加25%H,或(G)加0.5mm 。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X 图20图21不合格最小焊缝高度(F)小于焊料厚度(G)加25%H。
焊料不足(少锡)。
7、焊料厚度(G)图22合格形成润湿良好的角焊缝。
8、端重叠(J)VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X图23合格元件焊端和焊盘之间有重叠接触。
图24不合格元件焊端与焊盘未接重叠接触或重叠接触不良。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X.1圆柱形元件焊端有圆柱形焊端的元件,焊点必须符合如下的尺寸和焊缝要求。
表3 圆柱形元件焊端的特征表VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X11 焊端/镀层长度T12 元件直径W注1:C从焊缝最窄处测量。
注2:不适用于焊端是只有头部焊面的元件。
1、侧悬出(A)图25最佳无侧悬出。
图26合格侧悬出(A)等于或小于元件直径(W)或焊盘宽度(P)的25%。
图27不合格侧悬出(A)大于元件直径(W)或焊盘宽度(P)的25%。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X 2、端悬出(B)图28最佳没有端悬出。
不合格有端悬出。
3、焊端焊点宽度(C)图29最佳焊端焊点宽度同时等于或大于元件直径(W)或焊盘宽度(P)。
合格焊端焊点宽度是元件直径(W)或焊盘宽度(P)的50%。
VVVVVVV VVVVVVVVVVVX。
XVX.X VX.X VX.X VX.XVX.X图30不合格焊端焊点宽度(C)小于元件直径(W)或焊盘宽度(P)的50%。
4、焊端焊点长度(D)图31最佳焊端焊点长度等于T或S。