SMT目检标准-Chip
- 格式:ppt
- 大小:2.65 MB
- 文档页数:10


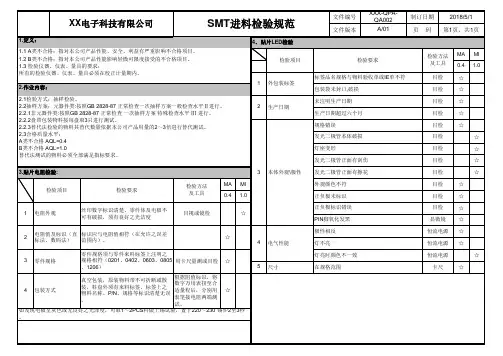

5.1.2.1 料损5.1.2.2件体丝印页 码: 45.1 元器件自身外观检查5.1.1 PCB 序号项 目标 准 要 求 判 定图 解1、板底、板面、铜箔PCB线路、通孔等,5.1.1.1破损 应无裂纹或切断,MA无因切割不良造 成的短路现象 OK2、板边破损,长≤2T 宽≤T 时可以接受MA否则拒收 T-- 板的厚度1、超过要求为不良 弯曲程度的计算: 弯曲距离(H )MI5.1.1.2弯曲H≤a(b、c、d)×1% 以弯曲程度严重 的一边为准。
2、连接部:H ≤L×0.5%MI 连接部5.1.1.3焊盘允许有≤1/4焊盘面积缺口的缺口,>1/4面积MA 为不合格1、不可缺、漏。
60755.1.1.4文字2、轻微模糊或断划,MA 丝印 但不影响辨认,可接受。
1、板面允许有轻微划 痕,长度小于2.5mm,MI宽度≤1.0mm划伤5.1.1.5刮花2、板底或双面板划痕不可伤及绿油和露铜MA露铜及伤及绿油本页修改序号:00SMT 外观检验1/4<X<1/2,MINX≥1/2,MAJ铜皮翘起<1/4面积≥1/4面积HaCdbLX≤T≤2TT露铜及伤页 码:85.2.1序号项 目标 准 要 求 判 定图 解没点胶和单点胶(NG)红胶拉丝上焊盘(NG)不允许有(NG)5.2.2CHIP料锡浆移位超焊盘1/3为NG胶水印刷(续)SMT 外观检验1.圆点形不能移出红胶直径的1/2.2.条形不能移出pad长度的1/3.移位(红胶)漏点胶红胶拉丝锡浆丝印有连锡现象为NG短路红胶有污物/灰尘,残余红胶(NG)移位(锡浆)IC等有引脚的焊盘,锡浆移位超焊盘1/3为NG移位(锡浆)红胶空心或有气泡异物锡膏印刷(使用于在线检查)页 码:95.2.2脏污焊盘间有杂物(灰尘,残锡等)为NG少锡有1/3焊盘未覆盖锡浆为NG5.3 胶接组件外观检查5.3.1 偏位序号 项 目标 准 要 求 判 定图 解1、片式元件水平移位5.3.1.1水平 的宽度不超过料身MI(左右)宽度(W)的1/2≥1/2W偏位WOK2、片式元件与元件间5.3.1.1水平 的绝缘距离D≥0.3mm MI(续)偏位(续)与线路的距离D≥0.2mm OK断锡(丝印不良)锡浆呈凹凸不平状﹒(NG)SMT 外观检验锡膏印刷≥0.3mm≥0.2mmOK页 码: 135.3 胶接组件外观检查(续)5.3.2 元件浮起高度(续)序号项 目标 准 要 求 判 定图 解3、无脚元件浮离焊盘平行的最大高度为0.5mm MI浮起(续)4、“J”型引脚元件5.3.2.1 浮离焊盘的最大高度MI(续)为0.5mm5、鸥翼型引脚元件 浮离焊盘的最大高度MI为引脚的厚度L 1、片状元件翘起的一倾斜端,其焊端的底边到焊5.3.2.2盘的距离要小于0.3mm MA翘起PCB2、线圈类元件翘起的一端,其底边到焊盘的距离要小于0.3mmMAPCB3、三极管翘起的脚,其底边到焊盘的距离要MI小于0.3mmPCB4、圆柱状元件翘起的一端,其底部接触点到MI焊盘的距离应小于0.3mmPCB SMT 外观检验<0.3mm<0.3mm≤LICOK﹤0.3mm﹤0.3mmGNG版 本 号: A 生效日期: 2009/1/19页 码:165.4 锡焊接组件外观检查 (续)5.4.1 PCB (续)序号项 目标 准 要 求 判 定图 解1、元件脚之间以外的 地方:(没有破坏 设计、规定的最小 电气间隙)5.4.1.2锡珠a 、D< 0.05mm 的不计(大小按直径计算)b 、0.05mm<D<0.1mm在25.0×25.0mm的范围内允许有5个PCBc 、D ≥0.2mmMA2、元件脚之间: 脚之间不允许有锡珠如果:件脚a 、 D<1/2LMI如:当脚间距≥0.4mm 时:D<0.2mm D<0.5mmL b 、D ≥1/2LMANGOK当脚间距≥0.4mm 时: D ≥0.2mmMID>1/2L QA检验规范 半成品检验SMT 外观检验本页修改序号:00D ≥0.2mm0.05mm<D<0.1mmD锡珠页 码: 195.4.2 焊点(续)序号项 目标 准 要 求判 定图 解线圈类极点必须上锡良好MA5.4.2.2元件上锡上锡良好PCBOK1、多锡不超过脚跟 高度WMI5.4.2.3三极管类元件2、上锡不低于脚趾厚度T的1.5倍MI OK上锡3、无锡MA缺锡4、假焊MANG5、锡面光滑,无锡尖MI粗糙(高低不平) 锡尖表面粗糙等现象NG6、无上锡不足表面无锡a 、表面无锡MIb 、半边无锡MIc 、前端无锡MI 半边无锡前面无锡SMT 外观检验NG本页修改序号:00WNG≥1.5T如线圈电感。

SMT贴片外观工艺检验标准形成。
P02元器件贴装A、元器件位置偏移超过焊盘的1/3.A、元器件倒装或漏装。
A、元器件间距不均匀。
A、元器件高度不一致。
一般工艺第3页共12页SMT加工品质检验标准本标准的目的是为了规范SMT加工的工艺质量要求,以确保产品品质符合要求。
适用于公司所有SMT加工生产过程中的工艺品质管控。
定义:一般作业工艺:指产品加工过程中质量常规管控的作业,如焊膏储存、印刷效果、贴片状况、回流焊,QC检验等。
A类(主要不良):工艺执行漏作业、错作业、作业不到位,功能不能实现。
(例:焊锡短路,错件等)B类(次要不良):工艺执行作业不到位,影响PCB板的安装使用与功能实现;影响产品的外观等不良。
(例:P板表面松香液体过多)相关标准:IPC-A-610D-2005《电子组件的接受条件》SJ/T - 1995《表面组装组件的焊点质量评定》SJ/T - 1995《表面组装工艺通用技术要求》标准组成:1、印刷工艺品质要求(P-01)2、元器件贴装工艺品质要求(P-02)3、元器件焊锡工艺要求(P-03)4、元器件外观工艺要求(P-04)检验方式:检验依据: GB/T2828.1-2003 -----II类水准AQL接收质量限:(A类)主要不良:0.65(B类)次要不良:1.0检验原则:一般情况下采用目检,当目检发生争议时,可采用10倍放大镜。
本标准参照相关标准由品质部制定,标准的发行与修订、废止需经品质部的允许。
P-01印刷工艺品质要求:1、锡浆的位置居中,无明显的偏移,不可影响粘贴与焊锡。
2、印刷锡浆适中,能良好的粘贴,无少锡、锡浆过多。
3、锡浆点成形良好,应无连锡、凹凸不平状。
P-02元器件贴装工艺品质要求:元器件位置偏移超过焊盘的1/3;元器件倒装或漏装;元器件间距不均匀;元器件高度不一致。
以上是本标准的主要内容,旨在规范SMT加工的工艺质量要求,以确保产品品质符合要求。
文中的工艺问题主要集中在元器件贴装和焊接方面。