斜板分离器
- 格式:doc
- 大小:190.00 KB
- 文档页数:5
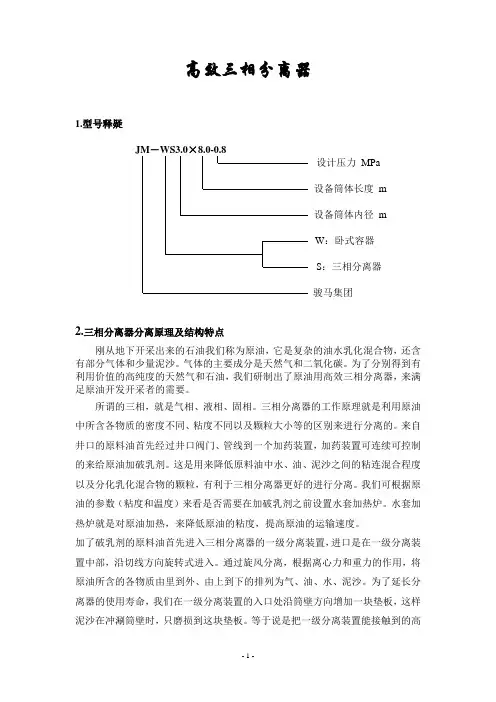
高效三相分离器1.型号释疑JM-WS3.0×8.0-0.8设计压力MPa设备筒体长度m设备筒体内径mW:卧式容器S:三相分离器骏马集团2.三相分离器分离原理及结构特点刚从地下开采出来的石油我们称为原油,它是复杂的油水乳化混合物,还含有部分气体和少量泥沙。
气体的主要成分是天然气和二氧化碳。
为了分别得到有利用价值的高纯度的天然气和石油,我们研制出了原油用高效三相分离器,来满足原油开发开采者的需要。
所谓的三相,就是气相、液相、固相。
三相分离器的工作原理就是利用原油中所含各物质的密度不同、粘度不同以及颗粒大小等的区别来进行分离的。
来自井口的原料油首先经过井口阀门、管线到一个加药装置,加药装置可连续可控制的来给原油加破乳剂。
这是用来降低原料油中水、油、泥沙之间的粘连混合程度以及分化乳化混合物的颗粒,有利于三相分离器更好的进行分离。
我们可根据原油的参数(粘度和温度)来看是否需要在加破乳剂之前设置水套加热炉。
水套加热炉就是对原油加热,来降低原油的粘度,提高原油的运输速度。
加了破乳剂的原料油首先进入三相分离器的一级分离装置,进口是在一级分离装置中部,沿切线方向旋转式进入。
通过旋风分离,根据离心力和重力的作用,将原油所含的各物质由里到外、由上到下的排列为气、油、水、泥沙。
为了延长分离器的使用寿命,我们在一级分离装置的入口处沿筒壁方向增加一块垫板,这样泥沙在冲涮筒壁时,只磨损到这块垫板。
等于说是把一级分离装置能接触到的高速流体的那段筒体壁厚进行了加强。
经过旋风分离,大部分气体涌向一级分离装置的上部,在分离装置的上部我们设有一个伞状板,伞状板由三根扁钢呈120°角分布支承。
下部靠一个焊接在筒体内壁上的支承圈支撑。
气体冲击到伞状板之后,经过伞状板和一级分离器筒体之间的空隙到达分离器的顶部出气口,由出气口进入二级分离装置。
我们设置这个伞状板的原因,就是因初步分离的气体中,含有部分雾状的小颗粒,颗粒中有水和原油以及细微的泥沙,经碰撞到伞状板上之后,由于粘度的原因,大部分都附着在伞状板的内壁上,积累到一定程度会沿伞状板的内壁边缘滴落。
旋流分离技术的现状与应用前景袁惠新X曾艺忠杨中锋(江南大学)(华北油田采油五厂)摘要在简述了液液旋流分离器的基本结构和工作原理及特点的基础上,介绍了旋流分离技术用于油污水处理、原油或其他油品脱水、液化气脱胺等方面的研究与发展现状,并展望了旋流分离技术在液液分离过程中的应用前景。
关键词旋流分离器旋流分离技术油水分离含油污水处理油品脱水中图分类号TQ05118+4文献标识码A文章编号0254-6094(2002)06-0359-05旋流分离器(简称旋流器)的发明、应用已有约一个半世纪了。
开始,只用于选矿过程中的固液分离和固固分离-分级,后来发展到固气分离,液气分离等。
到20世纪80年代末,这种旋流分离器被用于石油工业中的产出水除油,取得了满意的效果。
在液液分离研究过程中,先是轻分散相液体的分离(如油污水脱油),再是重分散相液体的分离(如油品脱水)。
虽然旋流分离技术在液液分离方面的应用要晚得多,但已显示出了其体积小、快速、高效、连续操作等方面的优越性,特别是用于轻分散相液体的分离,其牛顿效率非固液分离能比。
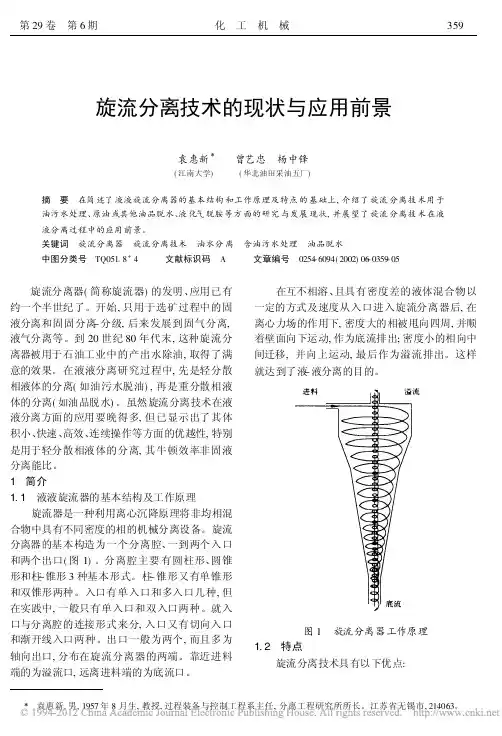
1简介1.1液液旋流器的基本结构及工作原理旋流器是一种利用离心沉降原理将非均相混合物中具有不同密度的相的机械分离设备。
旋流分离器的基本构造为一个分离腔、一到两个入口和两个出口(图1)。
分离腔主要有圆柱形、圆锥形和柱-锥形3种基本形式。
柱-锥形又有单锥形和双锥形两种。
入口有单入口和多入口几种,但在实践中,一般只有单入口和双入口两种。
就入口与分离腔的连接形式来分,入口又有切向入口和渐开线入口两种。
出口一般为两个,而且多为轴向出口,分布在旋流分离器的两端。
靠近进料端的为溢流口,远离进料端的为底流口。
在互不相溶、且具有密度差的液体混合物以一定的方式及速度从入口进入旋流分离器后,在离心力场的作用下,密度大的相被甩向四周,并顺着壁面向下运动,作为底流排出;密度小的相向中间迁移,并向上运动,最后作为溢流排出。
这样就达到了液-液分离的目的。
切削液分离器原理切削液分离器,又称为切削液过滤器,是一种用于从切削液中分离出切屑、油污和其他杂质的设备。
它常见于机床中,通过净化切削液,提高切削液的质量,延长使用寿命,保证切削加工的精度和效率。
下面将详细介绍切削液分离器的原理。
1.过滤机制:切削液分离器内部设有过滤介质,如滤网、滤纸或滤芯等,用于截留固体颗粒和切削屑。
当切削液通过过滤介质时,过滤介质上的细小孔隙能截留大部分颗粒物质,使液体通过后的切削液更加清洁。
这种过滤机制能有效地去除切削液中的悬浮颗粒、固体碎屑、沉积物和其他杂质。
2.重力分离机制:切削液分离器还利用了重力的作用,将切削液中的油污分离出来。
切削液中的油污具有较小的密度,可以浮在切削液表面。
利用设备设定的特定结构,例如斜板、分离带或分离腔等,将浮在液面上的油污引入分离腔或分离带中,并通过特定的排液系统将其排出。
这种重力分离机制有效地去除了切削液中的油污,使切削液更加清洁。
1.切削液进入分离器:切削液从机床或切削液储存器中流入分离器。
切削液流经进口管道,并经过预处理部分,如过滤器或沉积槽等,以确保切削液中的较大颗粒物质被截留下来。
2.过滤和分离操作:经过预处理后的切削液进入分离器的过滤介质中,过滤介质上的细小孔隙将切削液中较小的固体颗粒、切削屑和沉积物截留下来。
同时,重力作用使切削液中的油污浮在切削液表面。
3.液体排出和回流:经过过滤和重力分离后,清洁的液体进入分离器的液体出口,再回流到机床或其他切削液循环系统中使用。
而沉积腔或分离腔中积聚的油污则通过排液系统从分离器中排出。
排液系统可以采用泵或重力排液等方式,确保油污的有效排除。
4.定期清理和维护:为了保证分离器的正常运行,切削液分离器需要定期清理和维护。
这包括清除过滤介质上的沉积物和颗粒物质,检查和维护分离器的结构和排液系统,以及更换过滤介质等。
总之,切削液分离器通过过滤和重力分离机制将切削液中的固体颗粒、切削屑和油污等杂质分离出来,实现切削液的净化和回收利用。
环保设备课程作业作业1:斜板沉淀池设计计算采纳异向流斜板沉淀池1.设计所采纳的数据①由于斜板沉淀池在絮凝池以后,通过加药处置,故负荷较高,取q=s②斜板有效系数η取,η=~③斜板水平倾角θ=60°④斜板斜长 L=⑤斜板净板距 P= P一样取50~150mm⑥颗粒沉降速度μ=s=s2.沉淀池面积A=Qq=2000024×60×60×0.003≈77m2式中 Q——进水流量,m3/d q——容积负荷,mm/s 3.斜板面积A f=Qημ=2000024×3600×0.8×0.0004=723m2需要斜板实际总面积为A f′=A fcosθ=7230.5=1447m24.斜板高度h=l×sinθ=1.2×sin60°=1.0m5.沉淀池长宽设斜板距离数为N=130个那么斜板部份长度为l1=130×0.05÷sin60°=7.5m斜板部份位于沉淀池中间,斜板底部左侧距池边距离l2=,斜板底部右边距池边距离l3=,那么池长L=++=池宽B=AL =778.4=9.2m校核:B′=A f′(N+1)×l=9.2m,符合故沉淀池长为,宽为,从宽边进水。
6.污泥体积计算排泥周期T=1d()()()()61232410020000200201010090100110096Q C C TV m nγρ--⨯⨯⨯-⨯⨯===-⨯-污泥斗计算设计4个污泥斗,污泥斗倾斜角度为67°,污泥斗下底面长a=,上底面长b=。
5 2.10.4tan tan 6722222b a h m θ⎛⎫⎛⎫=-=-︒= ⎪ ⎪⎝⎭⎝⎭污泥斗总容积: 3150.4 2.1249.29222a b V h n L m ++=⨯⨯⨯=⨯⨯⨯=>V=90m 3,符合要求。
7.沉淀池总高度123450.3 1.0 1.0 1.0 2.0 5.3H h h h h h m =++++=++++=式中 h 1——爱惜高度(m ),一样采纳-0.5m ,本设计取0.3m ; h 2——清水区高度(m ),一样采纳,本设计取; h 3——斜管区高度(m );h 4——配水区高度(m ),一样取,本设计取; h 5——排泥槽高度(m )。
厨房油水分离器与隔油池有哪些区别?
油水分离器与隔油池在原理上是十分相似的,但针对于无动力油水分离器和无动力隔油
池来说,虽然两种产品都是采用物理原理分离油和水,但是分离效果却相差甚远。
第一、隔油池采用的仅是油比水轻的密度差不同。油水分离器在设计时采用了油水比重
差原理、斜板沉淀原理、聚结原理等等,大大提高了油水分离的效率。
第二、隔油池排油基本上都是人工去捞油。提高了人工维护的成本,而油水分离器则是
打来排油阀进行排油即可,隔油池在使用的过程中很难实现排油阀
第三、隔油池一般不能在线进行油水分离,因为排油阀位置固定,在进水口进水时油水
界面不稳定,在排油阀打开时排油也不稳定。而油水分离器在设计时进水方式改成上部进水
方式,分离箱采用斜面,大大提高了油水分离的效果。
厨房油水分离器还不受安装地点限制,隔油池因为必须建一个水池,所以只能建在底层,
而有些餐厅不是开在底层,所以根本建不了隔油池,而厨房油水分离器只要平放在地面,并
且保持设备进水口低于废水排出口就行了。
根据以上比较,厨房油水分离器代替传统隔油池是早晚的问题,根据我们公司厨房油水
分离器销售量不断增加的情况来看,只要让更多客户了解到厨房油水分离器,客户都会选择
用厨房油水分离器来代替传统隔油池的。
必要的设计参数设计压力操作压力设计温度操作温度最大气、液处理量液体密度气体比重(标态)载荷波动系数液体停留时间设计后可能存在的问题三相分离需要确定两个停留时间,即从油中分水所需停留时间和从水中分油所需停留时间。
油水所需的停留时间最好由室内和现场试验确定。
存在的问题是,从油中分出水珠和从水中分出油滴所需时间是不同的,使油水停留时间相同不是不是最优的设计方案。
再者,停留时间法没有考虑容器形状对分离效果的影响,立式和卧式分离器在相同的时间下有不同的油水分离效果。
第三,停留时间法也不能提供分离质量的数据,如水中含油率和油中含水率。
三相分离器结构及原理三相分离器的结构分为分离沉降室和油室。
油、气、水混合物来液进入三相分离器,经整流器、波纹板组、斜板组等后大部分液体沉降到分离沉降室的液相区,极少部分液体靠液体重力继续沉降,剩余的液体经除雾器进一步分离后,气体通过压力调节阀进入天然器系统。
沉降下来的油、水混合液停留一段时间后因密度的差别逐渐进行分层,水沉积在集水包和液相区的底部,液相区的上部为油层。
当油层的液位高出隔油板顶部时则慢慢流入油室内,然后由油室下部的出油口排出。
液相区的水沉降分离到沉降室的底层,并且经过出水阀排出。
图1 三相分离器结构示意图三相分离器工艺流程(1)流程三相分离器及计量部分的工艺流程示意如图2所示。
装置包括油气水三相分离器容器、油气水流量计、油水界面检测仪、油气水控制调节阀等。
油气水在分离器内分离,天然气经气出口流量计计量流量和控制压力后,进入天然气处理系统;低含水原油经溢油堰板进入油腔,油腔内的液面由液面调节器控制;低含油污水经射频导纳油水界面仪控制的调节阀排出速度,从而控制油水界面。
另外一种控制方案如图3所示。
低含水原油经溢油堰板进入油腔,油腔内的液面由液面计检测,并且控制调节阀,调节排油速度。
(2)主要设备如下:1)油水界面检测仪:采用美国进口DE509-15-90N射频导纳油水界面检测仪测试分离器内沉降段的油水界面高度,并且输出4-20mA电流信号。
UASB反应器设计计算已知参数:流量50m3/h,COD 10000mg/L,去除率80%,其他为给出参数视为满足UASB反应器进水要求或按设计规范取值。
设计计算一、反应池容积采用容积负荷计算法m3式中:V—反应器有效容积,m3;Q--UASB反应器设计流量,m3/d;N v—容积负荷,kgCOD Cr/(m3·d),取值为10 kgCOD Cr/(m3·d);S0—UASB反应器进水有机物浓度,mgCOD Cr/L。
沉淀池有效水深H=8mA==m则反应器表面负荷为q=m3/(m2·h)由于是单个池子,采用圆形池子,则D= 13.824二、配水系统设计本系统设计为圆形布水器,布水装置进水点距反应器池底200mm。
每个进水口的布水面积为4m2,Q=50 m3/h(2)设计计算布水系统设计计算草图见下图2.3:孔数:n=150/4=38则每个孔的出水量为1.316 m3/h,取孔口尺寸为15mm,则孔口面积为1.767×10-4m2,孔口流速为2.07m/s。
设3个圆环, 3环各设9个,13个,16个孔口内圈9个孔口设计服务面积:S1=9×4=36m2折合成服务圆直径为:用此直径作一个虚圆,在该圆内等分虚圆面积处设一实圆环,其上布9个孔口,则圆的直径计算如下:d1=4.79m取管内流速为0.8m/s,则管径为取管径为75mm。
中圈13个孔口设计服务面积:S2=13×4=52m2折合成服务圆直径为:d2=8.89m取管内流速为0.8m/s,则管径为取管径为100mm,则实际流速为0.605m/s。
中圈16个孔口设计服务面积:S3=16×4=64m2折合成服务圆直径为:d3=12.27m取管内流速为0.8m/s,则管径为取管径为100mm。
三、三相分离器设计计算1)沉淀区的设计沉淀器(集气罩)斜壁倾角θ=45°沉淀区面积: A=150m2表面水力负荷q=Q/A=50/150=0.33m3/(m2.h)<1.0 m3/(m2.h) 符合要求2) 回流缝设计取h1=0.5m h2=1.5m h3=2.5m依据图中几何关系,则b1=h3/tanθ式中:b1—下三角集气罩底水平宽度,θ—下三角集气罩斜面的水平夹角h3—下三角集气罩的垂直高度,mb1=2.5/tan45=2.5mb2=b-2b1=13.83-2×2.5=8.83m下三角集气罩之间的污泥回流缝中混合液的上升流速v1,可用下式计算:符合要求上下三角形集气罩之间回流缝流速v2的计算:v2=Q/S2S2—上三角形集气罩回流缝面积(m2)CE—上三角形集气罩回流缝的宽度,CE>0.2m 取CE=1.8m CF—上三角形集气罩底宽,取CF=10mEH=CE ×sin45=1.8×sin45=1.273mEQ=CF+2EH=10.0+2×1.273=12.546mS2=3.14(CF+EQ) CE/2=3.14 ×(10.0+12.546) ×1.8/2=63.75m2 v2=50/63.75=0.784m/hv2<v1<2.0m/h , 符合要求3)确定上下集气罩相对位置及尺寸BC=CE/cos45=1.8/cos45=2.546mHG=(CF-b2)/2=(10-8.83)/2=0.585mEG=EH+HG=1.273+0.585=1.858mAE=EG/sin45=1.858/sin45=2.63mBE=CE ×tan45=1.8mAB=AE-BE=0.83mDI=CD×sin45=AB ×sin45=0.83× sin45=0.587mh4=AD+DI=BC+DI=0.83+0.587=1.42mh5=1.5m4)气液分离设计校核由反应区上升的水流从下三角形集气罩回流缝过渡到上三角形集气罩回流缝再进入沉淀区,其水流状态比较复杂。
斜板除油器
斜板分离器是根据斜板浅池理论进行除油的设备,斜板为侧向流小间距斜板,具有分离效率高、操作方便、维护简单、运行稳定、使用寿命长的特点。
设备橇装图见厂家提供的图纸。
(一)主要技术参数
型号ECCL3000/444 数量1套
处理量444m3/h 设计压力1500kPag
设计温度160℃操作压力200kPag
操作温度65~95℃停滞时间 2.5min
净重22000kg 操作重38000kg
入口油含量
≤
3000~5000mg/l
出口油含
量
≤
300~500mg/l
橇尺寸5100×4600×6066mm
(二)工作原理
浅池理论
在水流速度一定时,减少油滴浮升高度和增加油滴水平移动长度可减少油滴浮升速度,根据Stokes公式除油设备即可分离较小粒径的油滴。
斜板分离段为小间距侧向流斜板组。
如图1,含油污水由波纹侧向沿波纹曲线通过波纹板,在距离一定的情况下,油水的通过距离最长,由于水流方向不断改变增加了油滴的碰撞机会。
油聚集到沿波纹板的下表面沿波峰向上直线运动,泥聚集到波纹板的上表面沿波谷向下直线运动。
这样在分离过程中保证油和泥的运移阻力最小,而油水的通过距离最长。
图1侧向流小间距斜板工作原理图
斜板组为对称布置,水流方向垂直于纸面。
油和泥分别排入百油腔和排泥腔,
即实现油、水、泥的分离,这样保证上部斜板组和下部斜板组的工作负荷一样。
图2小间距斜板组布置图
(三)设备构成
如图3设备由斜板组、隔板将立式撇油罐容器隔成进水区、斜板分离区、出水区、排油区、排泥区,在各区上设有相应的液位、压力传感器以保证设备稳定运行。
进水区:进水区设有布水器可大大降低进水流速对聚结单元的冲击,保证在容器轴线方向水流均匀。
在进水区设置有液位传感器,可随时监控进水区的液位高度。
斜板分离区:由侧向流小间距斜板组组成,其作用是实现油、水、泥的分离。
斜板的材料为玻璃钢。
排水区:排水区利用收水器收集处理后的净化水,在排水区设有液位传感器,液位传感器随时发送液位信号给中控,中控根据预先设定的值,调整出水管线上的调节阀开度,维持出水区的工作液位。
排油区:经斜板到达排油腔的油上浮至排油区由排油口排出。
在排油区上设有液位传感器,其信号控制排油管线上的控制阀。
如果液位达到设定值,控制阀打开,如果液位低于设定值,控制阀关闭。
气体覆盖区:气体覆盖区在容器上部,可保证水和油不曝氧,在进、排气管上分别设有压力调整阀和背压调整阀,以维持气体覆盖区的压力。
排泥区:经斜板到达排泥腔的泥,下沉至排泥区,由排泥管排出。
图3撇油器工作原理图
(四)操作说明
•启动程序
准确的液位控制是ECCL3000/444立式撇油器稳定工作的保证。
参见P&ID 图。
检查所有自控仪表,确认仪表完好后,给仪表供电。
设备充清水,排除罐内空气,调试各个仪表和自控阀门确认其工作正常。
设备通入保护气,通入污水,设备进入正常运行状态。
液位信号送入中控室,中控室根据预先设定的液位值,调整调节阀的开度,使设备始终保持在正常的工作液位上。
定时检查出水口的水质情况,如果水质超标,及时检查各液位指示器是否完好。
•关闭程序
关闭进水阀,通过液位计(LG3006)观察液位下降,当液位下降到液位计指示的最低点时打开排气阀,关闭覆盖气进气阀。
打开容器低部排空阀,排出残留在容器中的液体。
排油阀LV3004全开,排尽油槽内的油。
关闭所有与容器连接的阀门。
打开所有液位计底部的排空阀,排尽残留在液位低部的液体。
(五)维护保养:
利用关闭程序排空容器内的液体,打开容器上部排气阀,利用氮气吹扫口通入氮气吹扫2小时替换容器内的燃料气体。
打开容器人孔,检查和维修容器内件。
该工作需在扬州澄露公司的专业人员指导下进行。
定期检查玻璃钢斜板,每5年更换一次。
该工作需在扬州澄露公司的专业人员指
导下进行。
仪表、控制阀的维修与保养请详细阅读随机配套的使用说明书。
罐体及管汇的防腐层,应每年检查一次,若有损坏或剥落现象,应有时进行涂补。
故障排除
(六)水质不达标
检查流量确定流量在规定的范围内。
检查液位,确认液位指示正确,如果液位指示不准确,按照液位计说明书确定液位计完好,按照实际液位重新标定液位指示启始点。
按照控制阀的说明书检查控制阀是否按输入指令调整阀门的开度,否则更换控制阀门或请生产厂商维修。
按照停机程序打开人孔,检查斜板,确认其完好无损,否则更换斜板。