定位与夹紧
- 格式:ppt
- 大小:4.17 MB
- 文档页数:90
机械中定位原理的应用1. 介绍在机械工程中,定位是指将物体或部件放置在特定的位置,使其与其他部件相对准确地配合。
机械中的定位原理是通过设计和使用适当的装置来确保物体能够达到所需的位置和姿态。
本文将介绍机械中定位原理的应用。
2. 机械中常用的定位装置在机械工程中,常用的定位装置有以下几种:•夹紧装置:夹紧装置通过对被夹紧件施加力来实现定位。
常见的夹紧装置有机械钳、夹紧夹等。
•对夹装置:对夹装置是通过对两个物体施加力来确保它们相对位置和姿态的一致性。
对夹装置常用于机床加工中。
•定位销:定位销是一种用于将物体定位的装置,通过将定位销插入物体的孔中,可以确保物体的位置与销的位置相吻合。
•定位块:定位块是一种用于将物体定位的装置,通过将定位块与物体的加工面接触,可以确保物体的位置与块的位置一致。
•定位孔:定位孔是一种用于将物体定位的装置,通过将物体的定位凸台与孔对应,可以确保物体的位置与孔的位置相吻合。
3. 机械中定位原理的应用机械中的定位原理广泛应用于许多领域,特别是在制造业中。
以下是机械中定位原理的一些应用。
3.1. 组装线生产在组装线生产中,机械中的定位原理被广泛用于确保产品的准确组装和装配。
通过使用定位装置,如夹紧装置、对夹装置和定位孔,可以确保产品的部件在组装过程中正确地配合在一起。
这不仅提高了产品的质量和一致性,也提高了生产效率。
3.2. 制造设备机械中的定位原理也应用于各种制造设备中,如机床、注塑机和焊接机器人等。
在这些设备中,通过使用定位装置,可以确保工件在加工过程中的位置和姿态的准确性。
这对于生产高质量的零件和产品至关重要。
3.3. 精密仪器在精密仪器的制造和使用中,机械中的定位原理起着重要作用。
通过使用定位装置,可以确保仪器的各个部件的位置和姿态的准确性。
这对于仪器的性能和精度至关重要。
3.4. 自动化生产线机械中的定位原理也广泛应用于自动化生产线中。
通过使用定位装置,可以确保工件在自动化生产线上的位置和姿态的准确性。

夹具定位方式的确定,下面就来带给大家以下内容。
夹具说到底就是:定位与夹紧,目的只有一个:不变形这是业界人士们总结夹具设计时的概括,但事情远不是如此简单,我们在接触各种方案的过程中都发现初步设计总会有一些定位、夹紧没有很好解决,如此一来,再具创新性的方案都会失去实用意义,了解定位与夹紧基础知识,才能从根本上保证夹具设计与加工方案的完整性。
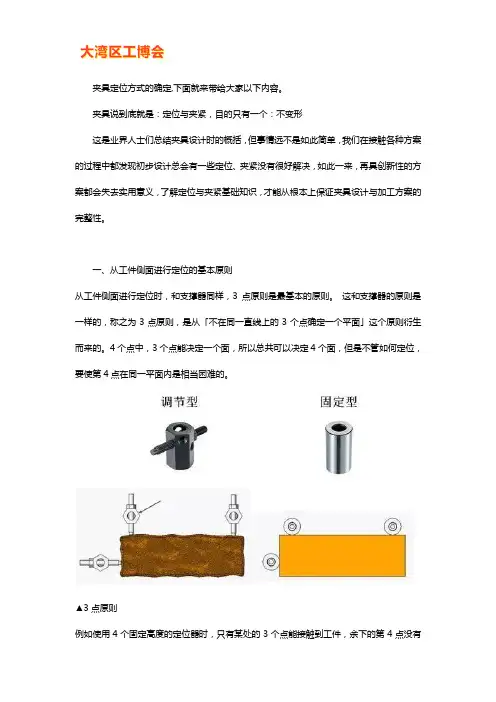
一、从工件侧面进行定位的基本原则从工件侧面进行定位时,和支撑器同样,3点原则是最基本的原则。
这和支撑器的原则是一样的,称之为3点原则,是从「不在同一直线上的3个点确定一个平面」这个原则衍生而来的。
4个点中,3个点能决定一个面,所以总共可以决定4个面,但是不管如何定位,要使第4点在同一平面内是相当困难的。
▲3点原则例如使用4个固定高度的定位器时,只有某处的3个点能接触到工件,余下的第4点没有接触到工件的可能性还是很大的。
所以,配置定位器时,一般都以3个点为基准,并且尽可能增加此3点之间的距离。
另外,定位器配置时,需要事先确认施加加工负荷的方向。
加工负荷的方向也就是刀柄/刀具的行进方向,在进刀方向的末端配置定位器,可以直接影响到工件整体精度。
一般在工件毛坯面定位时,使用螺栓型可调节的定位器、在工件加工面定位时,使用固定型(工件接触面经过研磨)定位器。
二、从工件孔定位的基本原则利用工件前工序中加工完的孔进行定位时,需要使用有公差的销子进行定位。
通过工件孔的精度与销子外形的精度配合,根据配合公差进行组合,可以使定位精度达到实际需求。
此外,在使用销子定位的时候,一般一个使用直柱销另一个使用菱形销,那么这样装拆工件就会变得比较方便,很少会出现工件与销子卡死的情况。
▲使用销定位当然,也可以通过调整配合公差,使两个销子都使用直柱销也是可以的。
为了更精准的定位,通常使用一个直柱销和一个菱形销是最有效的。
连线垂直成90°,这样的配置方式是为了角向定位(工件回转方向)。
机床夹具及工件定位方法要求关键字:夹具;分类;定位;夹紧;装配;选用原则1 机床夹具的分类方式1.按夹具的使用特点根据夹具在不同生产类型中的通用特性,机床夹具可分为通用夹具、专用夹具、组合夹具、可调夹具和拼装夹具五大类。
(1)通用夹具它是已经标准化、规格化、统一化,可以加工一定范围内不同工件的夹具。
如三爪卡盘和四爪单动卡盘、台虎钳、顶尖、分度头和回转工作台等。
其特点是适应性广,可用于装夹一定形状和尺寸范围内的各种工件。
生产效率略低,主要适用于单件、小批量的生产中。
(2)专用夹具为某一个工件的某道工序而专门设计制造的夹具。
其特点是结构紧凑,操作迅速、方便、省力,可以保证较高的加工精度和生产效率,但设计制造周期较长、制造费用也较高。
当产品变更时,夹具将由于无法再使用而报废。
只适用于产品固定且批量较大的生产中。
如车床夹具、铣床夹具等。
(3)组合夹具采纳标准的组合元件或部件,可为不同工件的不同工序组装成不同类型的夹具。
由于使用组合夹具可缩短生产准备周期,元件能重复多次使用,并具有减少专用夹具数量等优点,因此组合夹具在单件,中、小批量多品种生产和数控加工中,是一种较经济的夹具。
适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
(4)可调夹具夹具的某些元件可调整或更新,以适应同一系列,不同尺寸要求的,多种工件加工过程中使用的夹具。
可调夹具是针对通用夹具和专用夹具的缺陷而进展起来的一类新型夹具。
对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。
它一般又可分为通用可调夹具和成组夹具两种。
前者的通用范围比通用夹具更大;后者则是一种专用可调夹具,它按成组原理设计并能加工一组相似的工件,故在多品种,中、小批量生产中使用有较好的经济效果。
(5)拼装夹具用专门的标准化、系列化的拼装零部件拼装而成的夹具。
它具有组合夹具的优点,但比组合夹具精度高、效能高、结构紧凑。
它的基础板和夹紧部件中常带有小型液压缸。
第四章一、单选题1、有某个工件在定位时,被加工表面的工序基准在沿工序尺寸方向上存在一个微小变动量,那么定位误差( 1 )。
1)一定存在 2)一定不存在 3)不能确定存在不存在 4)沿工序尺寸方向上不存在2、当采用两销一面定位时,工件的转角误差取决于( 3 )。
1)圆柱销与孔的配合 2)削边销与孔的配合3)两个销与孔的配合 4)和销、孔的配合没关系3、当工件径向和轴向刚性都较差时,应使夹紧力和切削力方向( 3 )。
1)相反 2)垂直 3)一致 4)成一定角度4、在车床夹具的设计上,最首要考虑的原则是( 2 )。
1)提高机加工的劳动生产率的原则2)保证工件的加工要求的原则3)降低成本的原则 4)夹具要具有良好的工艺性的原则5、车床夹具绝大多数安装在机床主轴上,并且要求夹具回转轴线和主轴轴线( 1 )。
1)一致 2)成一定角度 3)垂直 4)A、B和C均可6、当工件的( 3 )个自由度被限制后,该工件的空间位置就被完全确定。
1)三 2)五 3)六 4)四7、不完全定位限制自由度的数目( 2 )。
1)六个 2)小于六个 3)大于六个 4)五个8、当以锥度心轴定位孔类工件时,锥度K值对定位精度的影响是( 2 )。
1)K值越大定位精度越高 2)K值越小定位精度越高3)定位精度和K值没关系 4)K值一定时定位精度最高9、定心夹紧机构的特点是( 2 )。
1)定位和夹紧不同步,定位和夹紧是同一个元件2)定位和夹紧同步,且定位和夹紧是同一个元件3)定位和夹紧同步,定位和夹紧不是同一个元件4)定位和夹紧不同步,且定位和夹紧不是同一个元件10、组合夹具对夹具元件的要求是( 3 )。
1)精度高没有互换性 2)精度低没有互换性3)精度高具有互换性 4)精度低具有互换性11、多件联动夹紧机构,其夹紧力的方向( 4 )。
1)只能互相平行 2)只能互相垂直3)只能在一条直线上 4)A、B和C三种情况都有12、下列选项中不是现代机床夹具发展方向的是( 4 )。
夹具是一种用于夹持、固定工件以进行加工或测量的工具。
夹具的分类方法主要包括以下几种:一、按用途分类:1. 定位夹具:主要用于定位工件,确保工件在加工过程中位置准确。
2. 夹紧夹具:用于夹紧工件,防止工件在加工过程中移动或变形。
3. 支撑夹具:用于支撑工件,使工件在加工过程中保持稳定。
4. 复合夹具:具有多种功能的夹具,可以实现定位、夹紧、支撑等多种功能。
二、按加工方式分类:1. 铣床夹具:用于在铣床上夹持工件进行铣削加工。
2. 钻床夹具:用于在钻床上夹持工件进行钻孔加工。
3. 刨床夹具:用于在刨床上夹持工件进行切削加工。
4. 磨床夹具:用于在磨床上夹持工件进行磨削加工。
5. 组合机床夹具:用于在组合机床上夹持工件进行多种加工操作。
三、按工件形状分类:1. 平面夹具:用于夹持平面工件进行加工。
2. 圆形夹具:用于夹持圆形工件进行加工。
3. 异形夹具:用于夹持异形工件进行加工。
4. 钣金夹具:用于夹持薄板金属工件进行加工。
四、按结构特点分类:1. 机械夹具:通过螺杆、卡箍等机械结构夹持工件。
2. 液压夹具:利用液压系统实现对工件的夹持。
3. 气动夹具:利用气压驱动实现对工件的夹持。
4. 真空吸附夹具:利用负压吸附实现对工件的固定。
在实际应用中,夹具的名称也是根据其具体分类和功能特点而定。
铣床上用于夹持平面工件的夹具可以称为平面铣床夹具;用于夹持圆形工件的夹具可以称为回转夹具;用于夹持异形工件的夹具可以称为异形夹具等。
夹具的分类方法主要包括按用途、加工方式、工件形状和结构特点进行分类。
根据不同的分类方法,可以为不同的加工需求选择合适的夹具,并根据其名称来准确描述其功能特点和适用范围。
夹具是在工件加工和生产中不可或缺的重要工具,其分类方法和对应名称的深入了解,对于提高生产效率、保障加工质量具有重要意义。
一、按用途分类:1. 定位夹具:主要用于确定工件的位置,确保加工过程中工件的位置准确,可以保证工件的加工精度,避免加工后工件出现偏差。