垫片加工工艺过程卡片
- 格式:doc
- 大小:117.50 KB
- 文档页数:2

机械加工工艺过程卡片第9组机械加工工艺过程卡片 产品型号 零件图号 B5 产品名称 零件名称 端盖 共 1 页 第1 材料牌号HT150 毛坯种类 铸件 毛坯外形尺寸 每毛坯可制件数 1 每台件数 备注 工序号工序名称 工序内容 车间 工段 设备 工艺装备 工时 准终 单件 1粗镗25φ内圆 粗镗25φ内圆至24-24.82mm ,Ra=6.3 卧式镗床 高速钢镗刀、游标卡尺 2半精镗25φ内圆 半精镗25φ内圆至24.82-25mm,Ra=3.2 卧式镗床 高速钢镗刀、游标卡尺 3粗车左端凸起端面 粗车左端凸起端面至60.1-59.4mm ,Ra=12.5 车床CA6140 高速钢车刀、游标卡尺 4粗铣右端面 粗铣右端面至59.4-58.5mm ,Ra=6.3 铣床X51 圆柱立铣刀、游标卡尺 5半精铣右端面 半精铣右端面至58.5-58mm ,Ra=3.2 铣床X51 圆柱立铣刀、游标卡尺 6钻4×9φ孔 钻4×9φ孔,保证h=15mm,Ra=12.5 铣床X51 高速钢麻花钻、深度游标卡尺 7锪14φ孔 锪14φ孔,保证500.009=h mm 铣床X51 高速钢锪钻、深度游标卡尺 8粗铣左端环面 粗铣左端环面51.7-51mm,Ra=12.5 铣床X51 圆柱立铣刀、游标卡尺 9铣越程槽 铣越程槽至77.8-74.4mm ,Ra=12.5 铣床X51 周铣刀、游标卡尺 10粗车左端凸起外圆 粗车左端凸起外圆至77.8-76mm ,Ra=6.3 车床CA6140 高速钢车刀、游标卡尺 11半精车左端凸起外圆 半精车左端凸起外圆至76-75mm ,Ra=3.2 车床CA6140 高速钢外圆车刀、游标卡尺 12车倒角 车倒角 车床CA6140 车刀 13钻4φ孔 钻4φ通孔,Ra=12.5 钻床Z525 高速钢麻花钻、游标卡尺 14锪10φ孔 锪10φ孔保证深度h=12mm ,Ra=6.3 钻床Z525 高速钢锪钻、深度游标卡尺 15去毛刺 去毛刺 钳工台 手锤 16热处理 端盖圆柱表面淬火、低温回火 淬火机 17校正 18中检 塞规、百分表、卡尺等 19清洗 清洗机 20终检 塞规、百分表、卡尺等设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号签字 日期2:机械加工工序卡片第9组机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
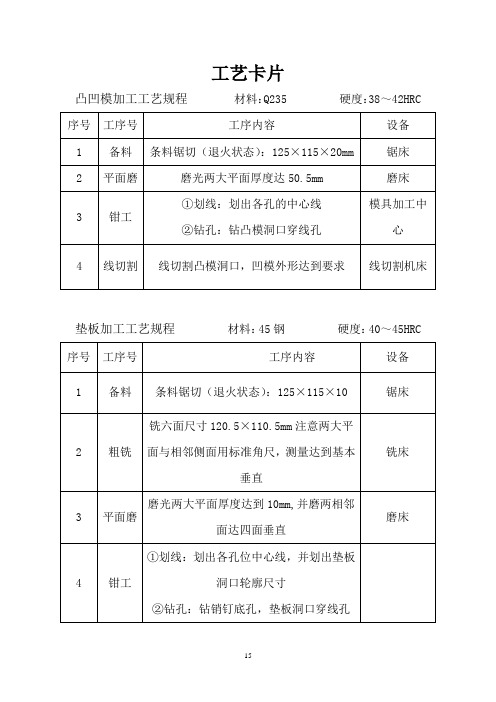
工艺卡片凸凹模加工工艺规程材料:Q235 硬度:38~42HRC垫板加工工艺规程材料:45钢硬度:40~45HRC冲孔凸模加工工艺规程材料:Tr12 硬度:58~62HRC凸凹模固定板加工工艺规程材料:45钢硬度:40~45HRC冲孔凸模固定板加工工艺规程材料:45钢硬度:58~62HRC推件块加工工艺规程材料:45钢卸料板加工工艺规程材料:45钢硬度:40~45HRC落料凹模加工工艺规程材料:Gr12 硬度:58~62HRC实训小结通过此次实训,让我学到了很多课堂上更本学不到的东西,让我认识到了团队合作是非常重要的。
要有一种平和的心态和不耻下问的精神,不管遇到什么事都要去思考,多听别人的建议,不要太过急燥,要对自己所做事去负责。
我知道工作是一项热情的事业,并且要持之以恒的品质精神和吃苦耐劳的品质。
我觉得重要的是在这段实训期间里,我第一次真正的融入了社会,在实践中了解社会掌握了一些与人交往的技能,并且在此期间,我注意观察了同学是怎样实训的。
利用这次难得的机会,也打开了视野,增长了见识,为我们以后进一步走向社会打下坚实的基础。
实训期间,我勤奋好学. 谦虚谨慎,认真听取老师的指导,对于别人提出的工作建议虚心听取。
并能够仔细观察、切身体验、独立思考、综合分析,并努力学到把平时学到的知识应用到实际工作中,尽力做到理论和实际相结合的最佳状态,培养了我执着的敬业精神和勤奋踏实的工作作风。
也培养了我的耐心和素质。
工作认真负责,责任心强,并始终坚持一条原则:要么不做,要做就要做最好。
为期6周的实训结束了,我在6周的实训中学到了很多在课堂上根本就学不到的知识,受益匪浅.现在我对这6周的实训做一个工作:回想自己在这期间的工作情况,不尽如意。
对此我思考过,学习经验自然是一个因素,然而更重要的是心态的转变没有做到位。
现在发现了这个不足之处,应该还算是及时吧,因为我明白了何谓工作。
在接下来的日子里,我会朝这个方向努力,我相信自己能够把那些不该再存在的“缺点”抹掉。
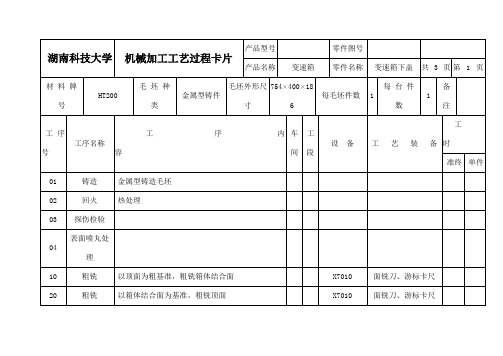
湖南科技大学机械加工工艺过程卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共 3 页第 1 页材料牌号HT200毛坯种类金属型铸件毛坯外形尺寸754×400×186每毛坯件数 1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件01 铸造金属型铸造毛坯02 回火热处理03 探伤检验04表面喷丸处理10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 面铣刀、游标卡尺20 粗铣以箱体结合面为基准,粗铣顶面X7010 面铣刀、游标卡尺麻花钻、铰刀、卡尺、30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ12H8 组合钻床塞规40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床面铣刀、游标卡尺50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床面铣刀、游标卡尺60 半精铣以顶面为基准,半精铣箱体结合面X7010 面铣刀、游标卡尺以结合面为基准两销定位,半精铣前后端面至图纸70 半精铣组合铣床面铣刀、游标卡尺要求以结合面为基准两销定位,半精铣右端面至图纸要组合铣床面铣刀、游标卡尺80 半精铣求90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 面铣刀、游标卡尺100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 立铣刀、游标卡尺110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010 面铣刀、游标卡尺以结合面为基准,用心轴穿过φ110,钻14-φ18120 钻顶面孔组合钻床麻花钻、卡尺、塞规组装孔;钻顶面螺纹孔4-M12-6H;钻两肋板中间凸台M20×1.5螺纹孔设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工艺过程卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共 3 页第 2 页材料牌号HT200毛坯种类金属型铸件毛坯外形尺寸754×400×186每毛坯件数 1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件130 钻前后端面以结合面为基准,钻右侧肋板2-φ56通孔、正面凸组合钻床麻花钻、卡尺、塞规孔台2-φ26通孔、左侧肋板φ44通孔;钻侧面螺纹孔14-M12-6H140 钻右端面孔以结合面为基准,钻右端面3-φ18通孔、2-M12-6H螺纹孔组合钻床麻花钻、卡尺、塞规150 锪孔对台阶面上的组装孔14-φ18进行φ32锪平;对孔2-φ26进行φ44锪平;对3-φ18通孔在右端面内侧进行φ32锪平组合钻床锪钻、卡尺、塞规160 攻丝对顶面4-M12-6H螺纹孔攻丝至图纸要求;对前后侧面14-M12-6H螺纹孔攻丝至图纸要求;对右侧2-M12-6H螺纹孔攻丝至图纸要求;对肋板间凸台螺纹孔M20×1.5攻丝至图纸要求组合攻丝机170粗镗前后端面轴孔组合上下箱体,以结合面为基准两销定位,粗镗轴孔φ180、φ120、φ110组合镗床硬质合金刀具、游标卡尺180 粗镗右端面组合上下箱体,以结合面为基准两销定位,粗镗右侧组合镗床硬质合金刀具、游标卡轴孔轴孔φ130及端面凹槽尺190半精镗前后端面轴孔组合上下箱体,以结合面为基准两销定位,半精镗轴孔φ180、φ120、φ110组合镗床硬质合金刀具、游标卡尺200半精镗右端面轴孔组合上下箱体,以结合面为基准两销定位,半精镗右侧轴孔φ130组合镗床硬质合金刀具、游标卡尺210精镗前后端面轴孔组合上下箱体,以结合面为基准两销定位,精镗三轴孔φ180、φ120、φ110组合镗床硬质合金刀具、游标卡尺220精镗右端面轴孔组合上下箱体,以结合面为基准两销定位,精镗右侧轴孔φ130组合镗床硬质合金刀具、游标卡尺230 倒角各螺纹孔处倒角1×45°;支承孔处倒角2×45°,倒角机240 倒圆角各处需倒圆角出倒圆角φ15 倒角机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工艺过程卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共 3 页第 3 页材料牌号HT200毛坯种类金属型铸件毛坯外形尺寸754×400×186每毛坯件数 1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件250 补底漆箱体内部加工面涂红色耐油底漆260 检查检查零件是否符合要求设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件签字日期标记处数更改文件签字日期数号号湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 1 页车间工序号工序名称材料牌号10 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 2 页车间工序号工序名称材料牌号20 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助硬质合金面铣刀、游标卡1 以箱体结合面为基准,粗铣顶面125 157 0.24 5 1 1.90尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品型号零件图号湖南科技大学机械加工工序卡片产品名称变速箱零件名称变速箱下盖共22 页第 3 页车间工序号工序名称材料牌号30 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1同时加工件设备名称设备型号设备编号数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 0.18 5.9 1 0.382 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0.8 0.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 4 页车间工序号工序名称材料牌号40 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 5 页车间工序号工序名称材料牌号50 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157 0.24 3 1 0.79设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0.18 3.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第7 页车间工序号工序名称材料牌号70 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺180 226 0.18 1.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣右端面硬质合金面铣刀、游标卡尺180 226 0.13 1 1 1.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0.18 2 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第10 页车间工序号工序名称材料牌号100 半精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺180 18.1 0.12 9.2 1 0.66设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第11 页车间工序号工序名称材料牌号110 精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺180 226 0.13 1 1 2.44设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第12 页车间工序号工序名称材料牌号120 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 0.18 5.1 1 0.19 2 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 0.35 9 1 0.583以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0.35 8.75 1 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助高速钢麻花钻、游标卡尺、万1 以结合面为基准,钻螺纹孔710 22.7 0.18 5.1 1 0.27能角度尺高速钢麻花钻、游标卡尺、万125 22.0 0.80 28 1 0.752 以结合面为基准,钻右侧肋板通孔能角度尺高速钢麻花钻、游标卡尺、万250 20.4 0.45 13 1 1.013 以结合面为基准,钻正面凸台通孔能角度尺高速钢麻花钻、游标卡尺、万180 24.9 0.70 22 1 0.314 以结合面为基准,钻左侧肋板通孔能角度尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品型号零件图号湖南科技大学机械加工工序卡片产品名称变速箱零件名称变速箱下盖共22 页第14 页车间工序号工序名称材料牌号140 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助高速钢麻花钻、游标卡尺、万1 以结合面为基准,钻螺纹孔710 22.7 0.18 5.1 1 0.27能角度尺高速钢麻花钻、游标卡尺、万355 20.1 0.35 9 1 0.295 以结合面为基准,钻通孔能角度尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品型号零件图号湖南科技大学机械加工工序卡片产品名称变速箱零件名称变速箱下盖共22 页第15 页车间工序号工序名称材料牌号150 锪孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.11高速钢柱形锪钻、游标卡2 以结合面为基准,对正面凸台孔内侧锪平180 24.9 0.25 9 1 0.09尺高速钢柱形锪钻、游标卡180 18.1 0.20 7 1 0.113 以结合面为基准,对右端面通孔内侧锪平尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品型号零件图号湖南科技大学机械加工工序卡片产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1同时加工件设备名称设备型号设备编号数组合攻丝机夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.132 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.133 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.134 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1.5 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品型号零件图号湖南科技大学机械加工工序卡片产品名称变速箱零件名称变速箱下盖共22 页第17 页车间工序号工序名称材料牌号170 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1同时加工件设备名称设备型号设备编号数组合镗床夹具编号夹具名称切削液工序工时工位器具编号工位器具名称(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1结合上下箱体,以结合面为基准,粗镗φ180支承孔硬质合金刀具、游标卡尺90 50.0 1.0 3 1 0.782结合上下箱体,以结合面为基准,粗镗φ120支承孔硬质合金刀具、游标卡尺125 45.9 1.0 3 1 0.563结合上下箱体,以结合面为基准,粗镗φ110支承孔硬质合金刀具、游标卡尺125 42.0 0.8 3 1 0.70设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第18 页车间工序号工序名称材料牌号180 粗镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min号r/min m/min mm/r mm 次数机动辅助结合上下箱体,以结合面为基准,粗镗φ硬质合金刀具、游标卡尺125 49.8 0.9 3 1 1.29 1130支承孔结合上下箱体,以结合面为基准,镗右端硬质合金刀具、游标卡尺63 59.3 1.5 10 1 0.31 2面凹槽设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品型号零件图号湖南科技大学机械加工工序卡片产品名称变速箱零件名称变速箱下盖共22 页第19 页车间工序号工序名称材料牌号190 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1结合上下箱体,以结合面为基准,半精镗φ180支承孔硬质合金刀具、游标卡尺125 70.3 0.45 2 1 1.212结合上下箱体,以结合面为基准,半精镗φ120支承孔硬质合金刀具、游标卡尺180 67.3 0.40 2 1 0.953结合上下箱体,以结合面为基准,半精镗φ110支承孔硬质合金刀具、游标卡尺180 61.2 0.40 2 1 0.95设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第20 页车间工序号工序名称材料牌号200 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1结合上下箱体,以结合面为基准,半精镗φ130支承孔硬质合金刀具、游标卡尺180 72.0 0.45 3 1 1.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第21 页车间工序号工序名称材料牌号210 精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速铣削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1结合上下箱体,以结合面为基准,精镗φ180支承孔硬质合金刀具、游标卡尺180 101.7 0.15 1 1 2.472结合上下箱体,以结合面为基准,精镗φ120支承孔硬质合金刀具、游标卡尺250 94.2 0.14 1 1 1.91 3结合上下箱体,以结合面为基准,精镗φ110支承孔硬质合金刀具、游标卡尺250 86.4 0.14 1 1 1.91设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第22 页车间工序号工序名称材料牌号220 精镗HT200。


垫片的生产工艺垫片是一种常用的密封元件,广泛应用于汽车、机械设备、化工、电力等行业。
垫片的生产工艺包括材料准备、压制成型、热处理、表面处理和品质检测等几个主要环节。
首先是材料准备。
垫片通常采用金属或非金属材料制作,如橡胶、塑料、铜、铝等。
在生产过程中,需要根据不同的需求选择合适的材料,并进行材料的筛选、混炼、挤压等步骤,以获得符合要求的材料。
接下来是压制成型。
垫片的制作通常采用模具进行压制成型。
首先将材料放入模具中,然后通过压力将材料压制成所需形状。
在这一过程中,需要合理控制温度、压力和时间等参数,以确保垫片的成型质量。
压制成型后,还需要进行热处理。
热处理是为了增强垫片的强度和硬度,提高其耐磨性和抗老化能力。
常见的热处理方法包括淬火、回火、退火等。
在热处理过程中,需要根据不同材料的特性和要求来选择合适的热处理工艺。
在垫片的生产过程中,还需要进行表面处理。
表面处理可以提高垫片的防腐蚀性能和密封性能。
常见的表面处理方法包括镀锌、镀铬、喷涂等。
通过表面处理,可以增加垫片的表面硬度、光洁度和耐腐蚀性。
最后是品质检测。
品质检测是保证垫片质量的关键环节。
常见的检测方法包括尺寸测量、外观检查、力学性能测试等。
通过品质检测,可以确保垫片符合国家标准和客户要求,提高产品的可靠性和安全性。
总之,垫片的生产工艺包括材料准备、压制成型、热处理、表面处理和品质检测等几个主要环节。
这些环节密不可分,相互衔接,共同保证了垫片的质量和性能。
通过不断的技术创新和工艺改进,可以进一步提高垫片的生产效率和产品质量。
内容。
材 料 牌 号 H T 200 毛 坯 种 类 金属型铸件 毛坯外形尺寸 754×400×186每毛坯件数1每台 件数1 备注工序号 工序名称 工 序 内容 车间 工 段 设 备 工 艺装 备工 时 准终单件01 铸造 金属型铸造毛坯02 回火 热处理 03 探伤检验04 表面喷丸处理1粗以顶面为X 7面铣片车间毛坯种类金属型铸件设备名片车间毛毛片车间毛坯种类金属型铸件设备名称组片车间毛坯片车间毛坯种类金属型铸件设备名称双立轴片车间片车间毛坯种类金属型铸件设备名称片车间毛坯种片车间毛坯种类金属型铸件设备名称片车间学工步工步内学学学工步学工步学学学工步学工步学。
机械加工工艺过程卡片产品型号零(部)件图号
产品名称零(部)件名称杠杆共2页第1页
材料牌号HT200 毛坯种类铸件毛坯外形尺寸
每毛坯
可制件数
1 每台件数 1
备
注
工序号工序
名称
工序内容车间工段设备工艺装备
工时
准终单件
一毛坯准备毛坯
1 铸造毛坯铸造
2 时效热处理热
3 涂底漆油漆
二铣粗铣精铣φ40上下端面和宽度为30的平台面金工XA6132 高速钢圆柱立铣刀Ф50
1 粗铣精铣φ40上端面和宽度为30的平台面金工专用夹具 1.97'
2 粗铣精铣φ40下端面金工专用量具和游标卡尺 1.20'
三铣粗精铣φ30凸台面金工XA6132 高速钢圆柱立铣刀Ф50 1.80'描图 3 粗铰Φ25H9mm孔金工锥柄机用铰刀D=24.94mm 1.48'
4 精铰Φ25H9mm孔金工锥柄机用铰刀D=25mm 1.33'描校五钻钻、粗铰、精铰2×Φ8(H7)mm孔金工Z518 专用钻夹具
1 钻2×Φ8(H7)mm孔金工莫氏锥柄麻花钻D=7.8mm 0.15'底图号
2 粗铰2×Φ8(H7)mm孔金工锥柄机用铰刀D=7.96mm 1.00'
3 精铰2×Φ8(H7)mm孔金工锥柄机用铰刀D=8mm 0.28'装订号六钻钻、粗铰、精铰Φ10(H7)mm孔金工专用钻夹具
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工艺过程卡片产品型号零(部)件图号
产品名称零(部)件名称杠杆共2页第2页
材料牌号HT150 毛坯种类铸件毛坯外形尺寸
每毛坯
可制件数
1 每台件数 1
备
注
工序号工序
名称
工序内容车间工段设备工艺装备
工时
准终单件
1 钻Φ10(H7)mm孔金工莫氏锥柄麻花钻D=9.8mm 0.64'
2 粗铰Φ10(H7)mm孔金工锥柄机用铰刀D=9.96mm 1.48'
3 精铰Φ10(H7)mm孔金工锥柄机用铰刀D=10mm 1.33'
七钳表面去毛刺钳工
八检检验入库检验游标卡尺0—200
专用的量检具
描图
描校
底图号
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期。