模具结构基本知识1
- 格式:ppt
- 大小:2.75 MB
- 文档页数:47

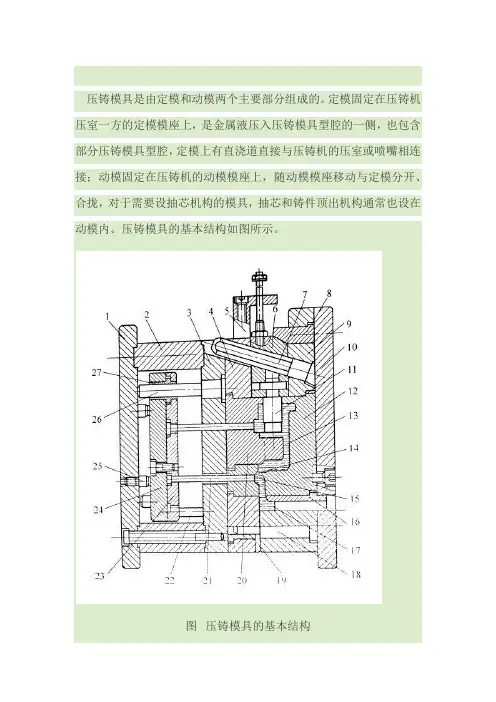
压铸模具是由定模和动模两个主要部分组成的。定模固定在压铸机压室一方的定模模座上,是金属液压入压铸模具型腔的一侧,也包含部分压铸模具型腔,定模上有直浇道直接与压铸机的压室或喷嘴相连接;动模固定在压铸机的动模模座上,随动模模座移动与定模分开、合拢,对于需要设抽芯机构的模具,抽芯和铸件顶出机构通常也设在动模内。压铸模具的基本结构如图所示。
图 压铸模具的基本结构 1—动模座板 2—垫块 3—动模支承板 4—动模套板 5—抽芯限位挡块
6— 抽芯滑块 7—抽芯斜销 8—楔紧块 9—定模套板 10—定模座板 11—侧抽型芯
12—定模镶块 13—型腔 14—内浇道 15—横浇道 16—浇口套 17—直浇道
18—导柱 19—导套 20—动模镶块 21—推杆 22—复位杆 23—推杆固定板
24—推板 25—挡钉 26— 推板导柱 27—推板导套
一套模具通常包括以下几个部分的结果单元:
(1)成型部分 在定模与动模合拢后,成形一个构成铸件形状的空腔,称为型腔。按压铸件结构不同,型腔可以全部设在定模或动模内,或定、动模内各占一部分,构成型腔的零件即为成型零件。成型零件包括固定和活动的镶块与型芯,如图中的11、12、20所示。此外,浇注系统和排溢系统也是型腔的一部分。
(2)模架 包括各种模板、座、架等构架零件。作用是将模具各部分按要求的相互位置装配和固定,并能使模具安装到压铸机上,图的1、2、3、4、9、10、18、19就属于这类零件。
(3)导向零件 图中的18、19为导向零件,其作用是引导动模和定模合拢或分离,并保证分合模的精度要求。 (4)推出机构 这是将铸件从模具中推出的机构,包括顶出和复位零件,还包括机构自身的导向和定位零件。如图中的21、22、23、24、25、26、27,对于重要和易损处(如浇道、浇口)的推杆,应采取与成型零件相同的材料来制造。
模具的基本結構
1、雙板模(2板模)
A.典型操作條件
1)塑料型腔壓力從1000至12000ps(典型值為5000ps)
(1) 注嘴衬套——有锥度的插入注塑模中,让塑料从注喙流入分浇道。
(2) 定位环——常用来精确校准模具在机器模板上的正确位置。
(3) 阴模板——包含模具型腔的半付模具。
(4) 阳模板——另半付模具,模芯常装在可移动的模具上使注塑件容易脱模。
(5) 推杆(顶销)——使注塑件和浇道脱出模具的移动杆。
(6) 浇道拉料杆——设计成当模具开模时从注嘴衬套中拉出塑料注道残料。
(7) 支承板——使模具提高抗挠度的支承板后面。
(8) 支承柱——放在抗挠度的支承板后面。
(9) 推杆回定板——固定推杆和拉料杆的头部。
(10)导柱——用作精确位上下两片模上彼此相关的位置。
(11)夹模板(装模板)——夹持或用螺栓固定于机器模板上的底板。
(12)冷却通道——在支承板或阴模板和阳模板中,常被用来分散注塑件的热量。
(13)加热元件——对热固性塑料模具,热固元件用来帮助塑料固化。
注塑模具基础
1.二板模与三板模的区别是什么?请画出二种类模具简图,并描述三板模的开合模顺序?
二板模与三板模的区别是:三板模在定模部分多一次取出流道与产品分离。三板模一般采用点浇口二板模浇口可根据产品及要求灵活选用。
二板模结构(2plate mold)
前模压板(top damp plate)
母模板(A plate)
活动板(或推板strpper plate, 在推板顶出时选用);
公模板(B plate)
承板(supplrt plate)
间隔板(spaoer block)
顶针固定板(ejector retainer plate)
顶针板(ejector plate)
公模固定板(bottom damp plate)
在AMP模具有Ejectorhousing,实际上是为了防止产品异物掉落顶出机构,而用封闭的间隔板
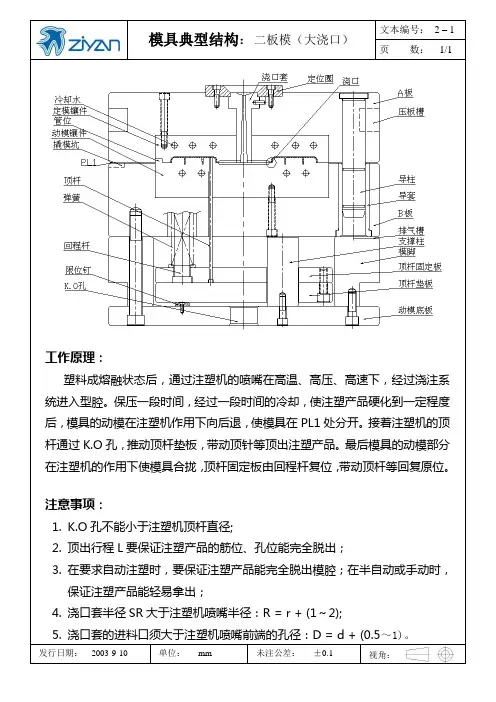
模具典型结构:二板模(大浇口) 文本编号: 2 – 1
页 数: 1/1
工作原理:
塑料成熔融状态后,通过注塑机的喷嘴在高温、高压、高速下,经过浇注系统进入型腔。保压一段时间,经过一段时间的冷却,使注塑产品硬化到一定程度后,模具的动模在注塑机作用下向后退,使模具在PL1处分开。接着注塑机的顶杆通过K.O孔,推动顶杆垫板,带动顶针等顶出注塑产品。最后模具的动模部分在注塑机的作用下使模具合拢,顶杆固定板由回程杆复位,带动顶杆等回复原位。
注意事项:
1. K.O孔不能小于注塑机顶杆直径;
2. 顶出行程L要保证注塑产品的筋位、孔位能完全脱出;
3. 在要求自动注塑时,要保证注塑产品能完全脱出模腔;在半自动或手动时,保证注塑产品能轻易拿出;
4. 浇口套半径SR大于注塑机喷嘴半径:R = r + (1~2);
5. 浇口套的进料口须大于注塑机喷嘴前端的孔径:D = d + (0.5~1)。
发行日期: 2003-9-10 单位: mm 未注公差: ±0.1
视角: 模具典型结构:二板模(热流道) 文本编号: 2 – 2
页 数: 1/1
工作原理:
塑料成熔融状态后,通过注塑机的喷嘴在高温、高压、高速下,经过热嘴进入型腔保压一段时间,经过一段时间的冷却,使注塑产品硬化到一定程度后,模具动模在注塑机的作用下向后退,使模具在PL1处分开。接着,注塑机的顶杆通过K.O孔推动顶杆垫板,带动顶杆等顶出注塑产品。最后,模具动模部分在注塑机的作用下使模具合拢。顶杆固定板由回程杆复位,带动顶杆等回复原位。
注意事项:
1. 适用于大型产品,塑料ABS、PP、GP等;
2. 热嘴上的热设备的电线一定要在凹槽里面,它通过模具连接在模具外的电源上(见标准);
3. 在热嘴附近一定要有冷却水通过;
4. 在设计中一定要考虑热膨胀造成的影响;
5. 其它注意事项同二板模;
发行日期: 2003-9-10 单位: mm 未注公差: ±0.1
广东省技工学校文化理论课教案 (首页)
共 页
编号: QD—0708—05 版本号:B/O 流水号:2011-104-010
科目(课程) 模具结构
第一章第一节
课题:模具的概论及作用
授课日期 2012.2.16
课时 4
班级 机模10
授
课
方
式 讲授、说明、举例 作业题数 \ 拟用时间 \
教
学
目
的 通过讲授使得学生掌握模具的概况及了解本课程研究的对象、内容;模具的分类;模具技术现状与发展方向;模具的重要性。
选
用
教
具
挂
图 图纸和实物
重
点 了解本课程研究的对象、内容 难
点 模具的分类;模具的重要性
教
学
回
顾
说
明 1、本课程内容学生是第一次接触,由于和生活及今后工作有一定的联系,学生听的比较认真;
2、由于是第一次接触,对模具这个概念还比较模糊,需要在今后的课堂中仔细讲解。
授课教师:蔡文华 审阅签名: 年 月 日
教 学 过 程
第
页
一、教学引入
从生活中的冲压件开始将学生带入冲压的世界
【表达方式】展示图片,配合讲解
说说什么是模具?
要求学生说出自己的想法
二、在日常生活中哪些东西是用模具做成的?
1.分离工序
分离工序是指坯料在模具刃口作用下,沿一定的轮廓线分离而获得冲件的加工方法。主要包括落料、冲孔、分离等。
2.成形工序
成形工序是指坯料在模具压力作用下,使坯料产生塑性变形,但不产生分离而获得的具有一定形状和尺寸的冲件的加工方法。主要有弯曲、拉深、翻边等
教 学 过 程
第
页
三、根据学生回答,帮助整理: