纸浆模塑
- 格式:pdf
- 大小:296.16 KB
- 文档页数:4
![纸浆模塑制品的生产与设计要点[权威资料]](https://img.taocdn.com/s1/m/091ad697cd22bcd126fff705cc17552706225e59.png)
纸浆模塑制品的生产与设计要点纸浆模塑制品是一种采用植物纤维浆或废纸等再生浆作为基料,利用独特工艺和专门助剂,在定型的专用网模上压制成型的一类立体纸类产品,通过模具造型的变化,可以生产出多种结构的纸包装产品或纸类物品。
纸浆模塑制品也称纸模或纸托,主要应用于鸡蛋、鲜果及小型电子类产品的运输缓冲包装,也可以制成医用器皿、育苗花盆等。
纸浆模塑制品生产流程及模具纸浆模塑制品生产流程如图1所示。
在纸浆模塑制品整个生产过程中,必不可少的一种工具就是模具。
纸浆模塑制品在不同工序使用的模具有所不同,主要有吸浆成型模具、热压整型模具和定位切边刀模具3种。
后两种模具要视纸浆模塑制品要求而定,但吸浆成型模具是制作纸浆模塑制品必不可少的一种模具。
纸浆模塑制品设计要点纸浆模塑制品设计包括结构设计和模具设计,这是纸浆模塑制品生产前的一个重要环节,尤其是制作工业品的缓冲包装时,更为重要。
虽然纸浆模塑制品与发泡泡沫制品均可用于产品的缓冲包装,但两者的缓冲机理不同。
发泡泡沫制品缓冲性能主要依靠发泡材料自身较大的弹性系数,而纸浆模塑制品的弹性系数较小,其是通过结构变形或破坏时吸收外部冲击的能量来达到缓冲保护的目的,所以其缓冲性能很大程度上取决于自身合理的结构。
因此,纸浆模塑制品结构设计的基本要求是,在保证其成型过程能顺利进行的前提下,使其具有较高的整体强度和良好的缓冲性能。
目前纸浆模塑制品的结构设计没有太多理论,主要依赖于设计者的经验,或者通过有限元软件做一些模拟。
在此,笔者就不过多讨论纸浆模塑制品具体的结构设计,而是主要介绍纸浆模塑制品的设计要求及注意事项。
1.设计要求一般来说,纸浆模塑制品结构设计需要满足3个要求,即定位要求、缓冲承重要求和结构合理要求,同时还要考虑生产工艺的特点。
(1)定位要求纸浆模塑制品结构设计首先需要考虑的就是内装产品的要求、外形、尺寸及外包装物的内部尺寸。
为保证内装产品在外包装内具有良好的固定,以免在搬运过程中发生移动、晃动等情况,要求纸浆模塑制品与内装产品之间要有足够的固定承接面,其具体形状、大小应与内装产品的形状、大小相适应,以保证接触贴切、尺寸准确;同时还需适当考虑人工包装产品时的操作合理性、简洁性。

纸浆模塑成本分析1、纸浆模塑制品是用可完全回收循环使用的植物纤维浆或废弃纸品作基础材料,采用独特的工艺技术制成的一种广泛用于食(药)品盛放、电器包装、种植育苗、医用器皿、工艺品底坯和易碎品衬垫包装等领域的无污染科技型绿色环保制品。
2、随着工业的发展,大量含氟物质升入大气层,使人类赖以生存的臭氧层遭到大面积的破坏,在南极和北极已经形成了几千公里的臭氧层空洞,给地球的生态环境造成了极大的危害,为此,联合国环保署召开了世界性的环保会议,于1998年通过了"保护臭氧层的维也纳公约"和"关于消耗臭氧层物质的“蒙特利尔议定书”,明确规定了世界各国在要逐渐少用直至禁用破坏臭氧层的含氟物质进入大气层。
3、近年来,三大包装材料之一的塑料制品特别是发泡聚苯乙烯(EPS)类制品的诸多弊端日显严重,已经成为人皆恶之的“白色污染”。
这些聚苯发泡包装的废弃物处理给环境带来严重污染。
燃烧破坏了地球的大气臭氧层;堆埋因不能腐蚀而产生地质结构的破坏。
这些泡沫塑料制品废弃物给地球环境造成了很大的破坏。
改用可降解的环保包装材料,消除“白色污染”,改善人们的生活环境,已成为国际及国内明文规定的要求。
4、以纸浆模塑技术生产的餐具制品及工业包装制品是真正的环保产品,它以天然植物纤维或废纸为原料,生产过程和使用过程无任何污染。
纸浆模塑制品除了在代替一次性塑料餐具方面有积极作用外,也广泛应用于工业产品成其是电子产品的包装,纸浆模塑制品正逐步进入商业活动的主流,它是目前泡沫塑料制品的最佳替代产品,纸浆模塑制品行业正蓬勃发展。
5、纸浆模塑制品之所以发展迅速且有良好前景,是因为它有着独特的性能优点:(1)工艺技术简单实用,生产过程中基本无污染,符合清洁生产的要求。
另外其生产线各工序中除自控系统管理对人员素质要求较高外,其余均为熟练技术,经过短期培训便能掌握运用,再加上其设备的国产化程度很高,十分利于该项目的普及推广,这对于迅速发挥纸浆模塑制品的环保优势来说也是一个便捷条件。

纸浆模塑工艺与技术嘿,朋友们!今天咱来聊聊纸浆模塑工艺与技术,这可真是个有意思的玩意儿呢!你想想看啊,纸浆模塑就像是个神奇的魔法,能把普普通通的纸浆变成各种各样实用又好玩的东西。
就好像你能把一堆泥巴捏成你想要的形状一样,纸浆模塑也能把纸浆变成杯子啦、盘子啦、包装材料啦等等。
这纸浆模塑工艺啊,其实说简单也简单,说复杂也有点小复杂。
首先呢,得有纸浆,这就像是做饭得有食材一样。
然后把纸浆搅拌均匀啦,让它变得软软乎乎的。
接下来,就把这软乎乎的纸浆放到模具里去,就像把面团放到饼干模具里一样。
等纸浆在模具里待够了时间,嘿,一个初步成型的纸浆模塑制品就出来啦!不过可别以为这就大功告成了哦!这时候的制品还得经过一些处理呢。
比如说烘干啦,让它变得干干爽爽的,不再湿漉漉的。
这就好比洗完头发得吹干一样,不然湿哒哒的多难受呀。
还有啊,可能还得给它修整修整,把边边角角弄得更整齐更漂亮。
纸浆模塑技术的好处可多了去了。
你看啊,它环保啊!纸浆是可以回收利用的呀,这多棒!比起那些塑料啥的,可环保太多了。
而且它成本相对来说也不高,这不是挺好嘛!再想想,我们生活中好多地方都能用到纸浆模塑制品呢。
超市里那些装鸡蛋的托盘,说不定就是纸浆模塑做的呢。
还有一些电子产品的包装,既轻便又能保护好东西。
这不就是纸浆模塑的功劳嘛!咱再说说纸浆模塑的灵活性。
你想要啥形状的,就能做出啥形状的,多牛啊!只要有合适的模具,什么奇奇怪怪的形状都能给你弄出来。
这不比那些死板的塑料制品有趣多啦?哎呀,说了这么多,我都觉得纸浆模塑工艺与技术简直太神奇啦!它就像是个默默无闻的小英雄,在我们生活的各个角落发挥着作用,却常常被我们忽略。
咱可得好好重视它呀,让它为我们的生活带来更多的便利和惊喜呢!怎么样,现在你对纸浆模塑是不是有了更深的了解和认识啦?原创不易,请尊重原创,谢谢!。
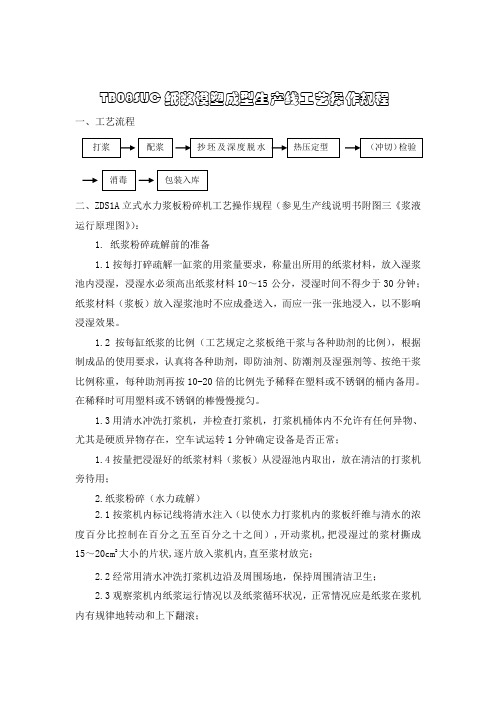
TB08SLJC 纸浆模塑成型生产线工艺操作规程一、工艺流程二、ZDS1A 立式水力浆板粉碎机工艺操作规程(参见生产线说明书附图三《浆液运行原理图》):1. 纸浆粉碎疏解前的准备1.1按每打碎疏解一缸浆的用浆量要求,称量出所用的纸浆材料,放入湿浆池内浸湿,浸湿水必须高出纸浆材料10~15 公分,浸湿时间不得少于30分钟;纸浆材料(浆板)放入湿浆池时不应成叠送入,而应一张一张地浸入,以不影响浸湿效果。
1.2按每缸纸浆的比例(工艺规定之浆板绝干浆与各种助剂的比例),根据制成品的使用要求,认真将各种助剂,即防油剂、防潮剂及湿强剂等、按绝干浆比例称重,每种助剂再按10-20倍的比例先予稀释在塑料或不锈钢的桶内备用。
在稀释时可用塑料或不锈钢的棒慢慢搅匀。
1.3用清水冲洗打浆机,并检查打浆机,打浆机桶体内不允许有任何异物、尤其是硬质异物存在,空车试运转1分钟确定设备是否正常;1.4按量把浸湿好的纸浆材料(浆板)从浸湿池内取出,放在清洁的打浆机旁待用;2.纸浆粉碎(水力疏解)2.1按浆机内标记线将清水注入(以使水力打浆机内的浆板纤维与清水的浓度百分比控制在百分之五至百分之十之间),开动浆机,把浸湿过的浆材撕成15~20cm 2大小的片状,逐片放入浆机内,直至浆材放完;2.2经常用清水冲洗打浆机边沿及周围场地,保持周围清洁卫生;2.3观察浆机内纸浆运行情况以及纸浆循环状况,正常情况应是纸浆在浆机内有规律地转动和上下翻滚;2.4当浆材放完后,纸浆在有规律地转动和上下翻滚状态,时间达15~20分钟后,即可停机,停止打浆;2.5打浆的检验2.5.1在停机后,用手从浆机内取出一撮浆液,用力将水挤干,约1~1.5g 放入1000ml的玻璃量筒内;2.5.2把清水注入量筒内,将挤干的纸浆冲开,用搅棒搅拌均匀;2.5.3在灯光照射下,观察量筒内纤维状况,量筒内的块状小于0.5mm2为合格。
3.配浆3.1配浆前的准备3.1.1启动配浆池内的ZDJB-15搅拌机;3.1.2把打浆机内合格的浆液输入配浆池内,边搅拌边输入,直至浆机内的浆液全部放入到配浆池内;3.2按工艺要求及比例有次序地施加助剂,每种助剂施加时的间隔时间为15~20分钟,最后的助剂施加完后,搅拌20分钟,停止搅拌;(一般最佳的配浆比例为百分之三到百分之五)。

浆浆模知识问答问答, 知识问答, 知识因工作需要,最近在找一些做纸浆模(也叫纸托)的工厂,也顺便了解了一下纸浆模的知识,它的前景还是比较好的,我觉得开一家做EPE的工厂还不如开一家做纸浆模的工厂呢。
問題一、什么是纸浆模塑制品?纸浆模塑制品是采用植物纤维浆(木、竹、苇、庶、草等)或废弃纸品再生浆作原料,加专业的工艺和助剂,在定型的专用成型模(也叫水模,或网模)上真空吸附成型的一类立体纸浆产品。
問題二、纸浆模塑包装制品的应用范围有哪些?食(药)五金工具,电子产品,陶瓷,玻璃,通讯器材,电脑配件,食物,药品,化装品,农产品,仪器仪表,各类小家电、手机及配件問題三、纸浆模塑制品的产品特点是什么?原料来源广泛不易受限制,符合国家环保要求和产业发展需要。
特别是替代EPS泡沫材料与PVC吸塑泡装材料的最佳选择;纸浆模塑制品可加收利用、可降解,加入特殊工艺后,具有良好的防水、防油性能,完全可替代发泡塑料制品,可有效消除“白色污染。
問題四、纸浆模塑制品制造的厚度与承担的重量是多少?与强度有无关系?1、以现有的工艺技术水平,纸模制品的厚度大致在1mm---5mm之间,一般产品的厚度大都保持在2mm左右;2、从目前纸模包装制品的质量和应用情况来看,其最大承载负荷可达200公斤,承担形状不太复杂,重量在50公斤以内的产品内衬包装是最佳选择;3、纸模包装的缓冲效果主要是利用其纸壁在受到冲击时通过弹性形变,从而减缓抵消外力来实现的。
纸模材料本身的弹性并不高,主要是依赖于产品的支撑筋设计及其形成的缓冲行腔,支撑筋的设计对纸模包装制品的弹性形变即缓冲能力起着至关重要的作用,而支撑筋设计的基本依据是产品本身的形状和用途。
問題五、纸模包装制品有哪些专用性能?1、阻水(防潮)性能2、防油(隔热)性能3、防静电性能4、防辐射性能。
纸模制品的模具制作是选用什么材料?制作费用是多少?纸浆制品模具制作选用铝合金材料,纸模制品的形成是由两副模具生产而成的(吸浆模、热压模);每套模具制造费用为12000元左右(以一块模板计算)。
近几年,由于客户对产品品质、性能等要求逐步提高,纸浆模塑复合产品应运而生。
所谓复合产品就是由原来的单面普通纸托制作成双面复合纸托,它有一个内托和一个外托黏合而成。
1 纸浆模塑复合产品技术工艺纸浆模塑复合产品技术工艺包括:模具制作、碎浆工艺、成型工艺、整形工艺、黏合工艺、复合定型工艺、切边工艺。
1.1 模具制作。
复合产品通俗讲是将两件单面普通产品黏合在一起。
两件单面普通产品的有网面(光滑面)在外面,外观效果提高,由于两件产品的有网面(光滑面)都在外面,这样就要一款模具是正向吸浆,另一款模具是反向吸浆。
完成复合产品的制作需要以下模具。
成型模具(又称吸浆模具):材料为铸铝,用直径2.7mm的钻头,孔间距为10mmX10mm均匀排布,在吸浆模上打气孔。
包网用40目平纹网,焊点接缝处尽可能小,吸浆模的上模用cnc 加工,改掉过去的人工灌制,成型产品达到较高品质。
为保证后面热压产品没有拉裂、皱折等现象,根据经验模具的收缩比一定要准确,比普通产品准确性要求更高。
整形模具(又称热压模具):材料为钢材,改掉过去的铝材,由于钢的硬度较高,模具使用寿命大副提高,同时产品质量更加稳定。
模具间隙比普通产品的间隙缩小大约60%,产品外观得以提高。
复合模具(又称压合模具):材料为钢材,由于需要将两件产品复合在一起,这样就比单面普通产品多一套复合模具。
为保证产品压合后两件产品中心位置误差在±1mm,特将上下模具四周外加直径26mm的定位柱,起到导向作用。
1.2 碎浆工艺。
利用原木浆纸板、废纸箱、废报纸等为原材料,通过水力碎浆机将原材料碎解成浓纸浆,再通过振动筛筛选纸浆后,将合格浆料稀释成满足制品需求的浆料。
根据客户对产品特殊要求,也可以加入适量的助剂,起到防水、防油等功能。
1.3 成型工艺。
通过成型模具及真空吸附作用将浆料吸附成型,内托和外托分别生产。
成型的工艺重点控制三个参数,即浆浓度、吸浆时间、脱水时间。
浆浓度和吸浆时间决定纸托的厚度和克重,它要根据客户要求来定,一旦确定不可轻易变动。