9-3车身焊接方法及其选择
- 格式:ppt
- 大小:3.26 MB
- 文档页数:115

汽车车身板件焊接操作技术解析——以对接焊、填孔焊为例作者:李贤林来源:《汽车维护与修理·汽修职教》 2017年第8期广州市交通运输职业学校李贤林随着汽车技术的不断发展,小型客车车身的结构由车架式车身逐步转变到整体式车身结构,整个车身形状都是由薄钢板冲压制成,再通过各种连接方式形成一个整体。
在车身材料的选择方面, 20世纪70年代中期以后,高强度低合金材料、超高强度材料、铝合金材料及镀层材料逐渐代替了原有的低碳钢板材质。
钢材的厚度也发生了很大的变化,外板材零件的厚度由0.9 mm下降到0.7 mm, 结构零件的板材从3 mm下降到1.2 mm~2 mm。
以一台后部发生撞击的事故轿车为例,后翼子板(厚度通常为0.7 mm)发生严重变形,需要重新更换该零件,车身的整个侧围是一个整体,整体更换侧围工时和成本均较高,因此,维修改事故车采用切割更换的方式,在后翼子板的C柱上端位置和车门槛和后尾灯等位置需要切割变形零件,新的零件采用气体保护焊对接焊及填孔焊完成焊接作业,本文对气体保护焊对接焊、填孔焊操作技术进行解析。
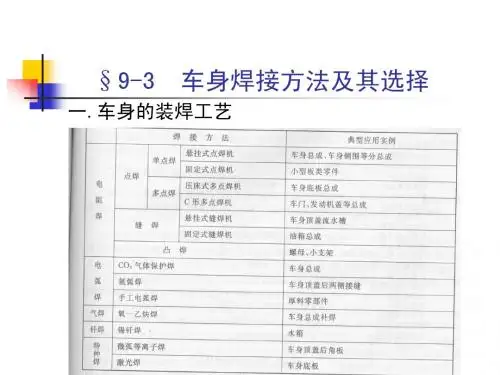
1 焊接种类及其在车身维修中的应用汽车车身板件维修应用焊接时,根据焊接接头所处的状态不同,可分为压焊、熔化焊和钎焊。
(1)压焊。
先对金属施加压力使其压紧,同时通过大电流形成的电阻热将被焊金属熔化形成焊点。
压焊焊接时,从操作方式来说,加热和加压并存。
在各种压焊方法中,电阻点焊(压焊中的一种)是汽车制造业不可缺少的焊接方法,在汽车修理业中应用也较为广泛。
(2)熔化焊。
将金属件加热到熔点,形成熔池,然后冷却结晶,形成焊点。
实施熔化焊时,只需将金属加热形成熔池,不需要加压。
目前,在车身维修作业中,气体保护焊(熔化焊中的一种)应用最为广泛。
(3)钎焊。
在需要焊接的板件上,将熔点比它低的焊料熔化(被焊板件不需熔化),而使被焊板件形成连接。
根据钎焊材料的温度,可分为软钎焊和硬钎焊。
汽车车身维修中,应用的主要是铜焊,用于车身零件接口处密封,可防止水分和灰尘渗入,使用黄铜焊条作为焊料,属于硬钎焊。


车身修复常用焊接方法解析摘要:随着汽车碰撞事故的发生率的逐年攀升,车身修复这项工种很快占据了维修行业的一片市场。
近年来车身修复在汽车维修站日常维修项目中占到了近60%的比重。
由于现代整体式车身制造大量使用高强度钢、超高强度钢等材料,若在维修中焊接方法选择不当,焊接热量极有可能大大降低钢材的设计强度。
本文就现代车身修复中常用的电阻点焊和气体保护焊进行逐一解读,希望能给从业人员一个实用的规范和指导,提高车身修复的质量,保障消费者的权益。
关键词:车身修复焊接方法解析正文:汽车车身是一个复杂的结构件,由于现代整体式车身冲压件的材料除了传统的低碳钢以外,高强度钢、超高强度钢的使用率近年来也增长到了70%之多。
高强度钢和超高强度钢的特点就是不能过度加热,否则其内部结构将改变,甚至连强度也会变得和低碳钢一样,丧失原先的设计强度。
所以焊接是现代车身制造和维修中十分考究的联结方式。
所谓焊接其实就是一种熔化金属后再将其融为一体的操作。
考虑到焊接热量过大会降低焊接部位的强度,电弧焊和氧乙炔焊已经逐渐淡出现代车身维修的焊接作业的行列。
下面就结合车身修复行业中常见的两种焊接逐一解析。
一、电阻点焊车身制造中应用最多的是电阻焊,一般占整个焊接工作量的60%以上。
一辆轿车的车身上一般有3500~5000个焊点,可以说,整体式汽车车身是一个典型的点焊结构件。
1、电阻点焊的特性所谓电阻点焊其实就是将置于两电极之间的工件加压,并在焊接处通以电流,利用电流通过工件本身产的的热量来加热而形成局部熔化,断电冷却时,在压力继续作用下而形成牢固接头。
目前汽车维修中也开始使用电阻点焊,例如一些使用高强度、超高强度钢的部件,使用电阻点焊可以有效防止气体保护焊的热量会破坏其内部结构,保证设计强度。
电阻点焊除了焊接热量小,还有一个优点就是受操作者的影响比较小。
只需调整好点焊机、选好焊接位置,那么焊接的质量就相对比较稳定。
但电阻点焊不是万能的,它的适用范围仅限于厚度在0.7~1.4mm的钢材。