螺纹底孔直径及深度的确定钻孔直径的确定
- 格式:ppt
- 大小:1.15 MB
- 文档页数:19


不锈钢螺纹底孔直径标准
不锈钢是一种具有耐腐蚀性的合金钢,常用于制造要求高强度、耐磨性和耐腐蚀性的零件和设备。不锈钢的螺纹底孔直径标准是指在进行螺纹加工时,用于确定底孔直径的大小和精度要求的依据和准则。以下是关于不锈钢螺纹底孔直径标准的详细说明。
一、不锈钢材质的特性
不锈钢材质具有较高的强度和硬度,同时具有良好的耐腐蚀性和耐磨性。然而,不锈钢材质的切削加工性较差,因此在加工过程中需要特别注意刀具的选择和切削参数的设定。此外,不锈钢材质的导热性较差,因此在钻孔过程中需要充分冷却刀具和工件,以防止热量集中导致刀具磨损或工件变形。
二、不锈钢螺纹底孔直径的确定
不锈钢螺纹底孔直径的确定需要考虑以下几个因素:
1.螺纹类型和规格:不同类型和规格的不锈钢螺纹需要不同的底孔直径。例如,M10×1.5的螺纹需要底孔直径为8.6mm,而M20×2.5的螺纹需要底孔直径为17.5mm。
2.材质硬度:不锈钢材质的硬度会影响底孔直径的大小。较硬的材质需要较小的底孔直径,以保证螺纹的加工质量。
3.刀具性能:刀具的性能也会影响底孔直径的大小。不同的刀具具有不同的切削性能,需要根据实际情况选择合适的刀具,以确定底孔直径的大小。
4.加工要求:不同的加工要求需要不同的底孔直径。例如,对于要求高精度的不锈钢零件,需要控制底孔直径的精度在一定的范围内,以保证螺纹的加工质量。 三、不锈钢螺纹底孔直径的标准
不锈钢螺纹底孔直径的标准通常是根据相关的国家标准和企业标准来制定的。以下是不锈钢螺纹底孔直径的几个常见标准:
1.ISO标准:ISO标准是不锈钢螺纹底孔直径的主要标准之一。ISO 8675标准规定了不同类型和规格的不锈钢螺纹底孔直径的大小和精度要求。
2.DIN标准:DIN标准也是不锈钢螺纹底孔直径的常用标准之一。DIN 1938标准规定了不同类型和规格的不锈钢螺纹底孔直径的大小和精度要求。
3.企业标准:一些企业也制定了不锈钢螺纹底孔直径的标准,以满足自身的生产需求。这些标准通常是在参照ISO和DIN标准的基础上,结合企业的实际情况制定的。
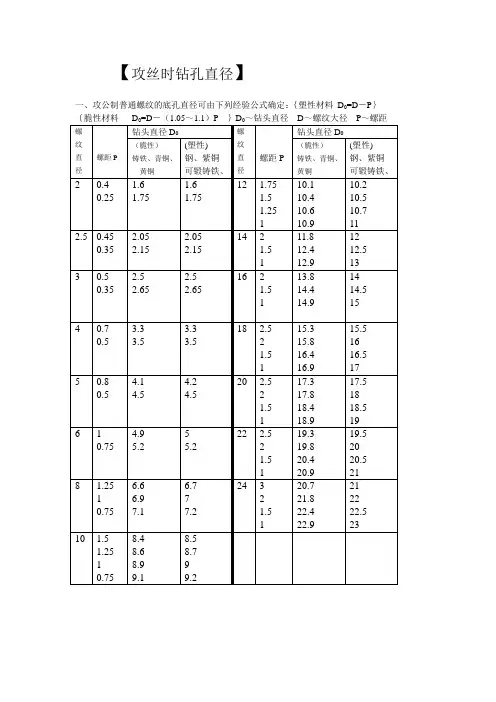
【攻丝时钻孔直径】
一、攻公制普通螺纹的底孔直径可由下列经验公式确定:{塑性材料 D0=D-P}
{脆性材料 D0=D-(1.05~1.1)P }D0~钻头直径 D~螺纹大径 P~螺距
螺
纹
直
径
螺距P
钻头直径D0 螺
纹
直
径
螺距P 钻头直径D0
(脆性)
铸铁、青铜、
黄铜 (塑性)
钢、紫铜
可锻铸铁、 (脆性)
铸铁、青铜、黄铜 (塑性)
钢、紫铜
可锻铸铁、
2 0.4
0.25
1.6
1.75
1.6
1.75
12 1.75
1.5
1.25
1 10.1
10.4
10.6
10.9 10.2
10.5
10.7
11
2.5 0.45
0.35
2.05
2.15
2.05
2.15
14 2
1.5
1 11.8
12.4
12.9 12
12.5
13
3 0.5
0.35
2.5
2.65
2.5
2.65 16 2
1.5
1 13.8
14.4
14.9 14
14.5
15
4 0.7
0.5
3.3
3.5
3.3
3.5
18 2.5
2
1.5
1 15.3
15.8
16.4
16.9 15.5
16
16.5
17
5 0.8
0.5
4.1
4.5
4.2
4.5 20 2.5
2
1.5
1 17.3
17.8
18.4
18.9 17.5
18
18.5
19
6 1
0.75
4.9
5.2
5
5.2 22 2.5
2
1.5
1 19.3
19.8
20.4
20.9 19.5
20
20.5
21
8 1.25
1
0.75
6.6
6.9
7.1
6.7
7
7.2 24 3
2
1.5
1 20.7
21.8
22.4
22.9 21
22
22.5
23
10 1.5
1.25
1
0.75 8.4
8.6
8.9
9.1 8.5
8.7
9
9.2
二、英制螺纹、圆柱管螺纹《G》攻丝前钻底孔的钻头直径

铝压铸自攻螺纹孔底孔直径
摘要:
一、铝压铸自攻螺纹孔概述
1.铝压铸自攻螺纹孔的定义和用途
2.铝压铸自攻螺纹孔的特点
二、铝压铸自攻螺纹孔底孔直径的确定
1.底孔直径的计算方法
2.影响底孔直径的因素
3.底孔直径的选择原则
三、铝压铸自攻螺纹孔底孔直径的常见规格
1.国内常见规格
2.国际标准规格
四、铝压铸自攻螺纹孔底孔直径的测量方法
1.测量工具的选择
2.测量方法与步骤
五、铝压铸自攻螺纹孔底孔直径的误差分析及处理方法
1.误差分析
2.处理方法
正文:
铝压铸自攻螺纹孔底孔直径是在铝压铸过程中,用于加工自攻螺纹孔的孔底直径。其作用是在螺纹孔底部形成一定的凹坑,以便于自攻螺纹刀具顺利切削并形成螺纹。底孔直径的合理选择和准确测量,对于保证螺纹孔的加工质量和效率具有重要意义。
一、铝压铸自攻螺纹孔概述
铝压铸自攻螺纹孔,是指在铝压铸件上,通过专用的自攻螺纹孔加工设备,将铝压铸件的孔底加工成螺纹形状的孔。这种螺纹孔主要用于连接两个铝压铸件,传递扭矩和载荷。铝压铸自攻螺纹孔具有较高的强度和耐磨性,能够在承受较大载荷的情况下,保持连接的稳定性和可靠性。
二、铝压铸自攻螺纹孔底孔直径的确定
铝压铸自攻螺纹孔底孔直径的确定,需要根据螺纹孔的用途、铝压铸件的材料、螺纹刀具的类型等因素进行计算。底孔直径的计算公式为:底孔直径 =
螺纹直径 - 螺纹高度 × 0.5。在实际加工过程中,还需要根据螺纹刀具的直径、铝压铸件的硬度、设备的精度等因素,对底孔直径进行适当的调整。
三、铝压铸自攻螺纹孔底孔直径的常见规格
在国内,铝压铸自攻螺纹孔底孔直径的常见规格有 M2、M3、M4、M5、M6 等。在国际标准中,常见的规格有 ISO 269、ISO 267、ISO 268
等。
四、铝压铸自攻螺纹孔底孔直径的测量方法
测量铝压铸自攻螺纹孔底孔直径,通常采用卡尺、深度尺、内径量表等工具。测量时,首先要清除铝压铸件表面的污物,然后将卡尺或量表的测量头置于螺纹孔底部,读取测量工具上的数值,即可得到底孔直径。

螺纹钻孔底径计算
以下是常用粗牙公制螺纹钻底孔尺寸对应表。一般情况等于外径-螺距 M1 Φ0.75
M2 Φ1.6
M3 Φ2.5
M4 Φ3.3
M5 Φ4.2
M6 Φ5
M8 Φ6.75
M10 Φ8.5
M12 Φ10.25
M14 Φ12
M16 Φ14
M18 Φ15.5
M20 Φ17.5
M22 Φ19.5
M24 Φ21
M27 Φ24
M30 Φ26.5
螺纹钻孔底径计算 一般按下列公式:
1.攻公制螺纹:螺距t1毫米,dz=d-t
t>1毫米,dz=d-(1.04~1.06)t 式中t――螺距(毫米)
dz――攻丝前钻孔直径(毫米)
d――螺纹公称直径(毫米)
2.攻英制螺纹:
螺纹公称直径 铸铁与青铜 钢与黄铜
3/16“~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2"
dz=25(d-1/n) dz=25(d-1/n) +0.2
式中dz――攻丝前钻孔直径(毫米)
d――螺纹公称直径(英寸)
n――每英寸牙数
首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角
(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起
并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)