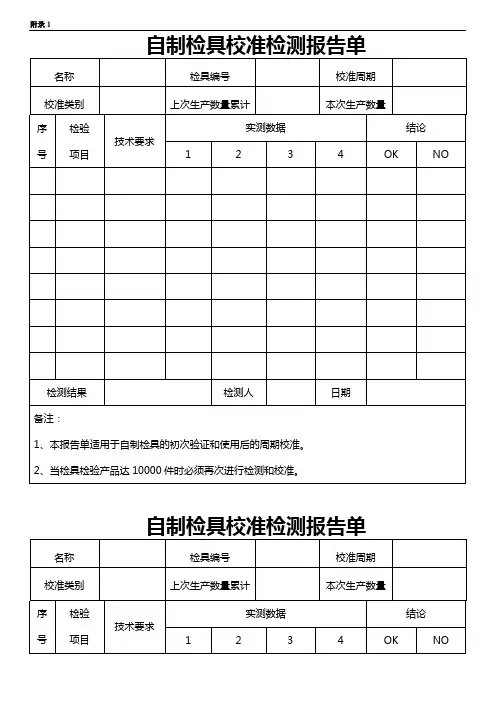
Horiba XGT1000-WR的检量线制作
- 格式:ppt
- 大小:284.00 KB
- 文档页数:15

长安公司检具制作技术要求《焊接》一、供货范围见《C201零件模具及检具设计制造技术协议》。
二、检具制作技术要求1.检具设计技术要求1)检具的设计、制造和验收以3D数据、产品图、产品质量基准书、零部件定位夹持设计(MCP)和本技术协议的规定为准。
2)检具设计要求采用3D设计方式,要求设计完整;检具实体与设计一致。
检具设计方案书(以Excel格式制作)必须正确反映以下内容:——检具结构形式;——基准孔、定位面的数量及位置,夹紧点(尽可能与焊接夹具夹紧点保持一致)——数量、位置及夹紧方式及夹紧顺序;——零部件的检测方式和检测要求,用简图说明。
3)检具图的设计要求:——检具图应能完整体现检具整体结构及各部位、各部件的具体位置关系与各部件的具体尺寸。
——检具图完整详细能够直接指导检具各部分的具体加工。
2.检具整体结构1)检具高度一般取为500mm~600mm,应优化合理,尽可能与车身上所处装配位置保持一致,并能够满足检测要求,且准确可靠,操作方便。
2)能保证零部件取放、装夹、检具搬运等操作方便。
3)检具应具有足够的强度和刚性,不变形,并能满足正常使用的期限与模具使用寿命相同,此外尽可能采用轻量化设计、制造。
4)检具的结构设计要求能够满足“CMM”(三座标)和“人工+检具”方式对零部件的检测要求,且操作方便。
3.检具基本结构1)检具本体(如图1所示①)检具型面等工作部位为可切削树脂或铝合金等金属材料,与检具构架联接牢固。
2)检具的构架(如图1所示②)由型材角钢、方钢、钢管和基准块焊接组合而成。
构架必须牢固可靠。
3) 检具基准a.制造基准(如图1所示③)尺寸为100mm ×100mm ×30mm 以上,数量不少于4件。
制造基准应避免运输等造成的碰伤,如采用铝板制作保护盒,用螺栓与检具固定。
b.辅助测量基准(如图1所示④)采用孔及面的方式(如图2)设置辅助测量基准,尺寸为50mm ×50mm ×50mm ,数量不少于3件。

高等别线纹尺检定规程一、引言高等别线纹尺是一种常用的测量工具,广泛应用于各个领域。
为了确保高等别线纹尺的准确性和可靠性,需要对其进行定期的检定。
本文将介绍高等别线纹尺的检定规程,旨在保证线纹尺的测量结果具有较高的精度和可信度。
二、检定设备和环境1. 检定设备:使用精密的测量设备来检定高等别线纹尺,例如光学投影仪、显微镜等。
这些设备需要经过校准和定期检定,以确保其准确性。
2. 检定环境:检定线纹尺的环境应具备稳定的温度和湿度,避免温度和湿度的变化对测量结果产生影响。
三、检定方法1. 线纹测量:通过光学投影仪或显微镜对线纹尺进行测量。
将线纹尺放置在检定设备上,调整投影或显微镜的焦距,观察线纹尺上的刻度,并记录测量结果。
2. 刻度间距测量:选择线纹尺上的多个刻度进行测量,计算刻度间距的平均值。
重复多次测量,以提高结果的准确性。
3. 刻度长度测量:测量线纹尺上每个刻度的长度,并计算其平均值。
同样,需进行多次测量,以提高结果的可靠性。
4. 刻度线宽度测量:使用显微镜或其他高放大倍率的设备,测量线纹尺上刻度线的宽度。
同样,需进行多次测量,以提高结果的准确性。
5. 刻度线深度测量:使用显微镜或其他测量设备,测量线纹尺上刻度线的深度。
同样,需进行多次测量,以提高结果的可靠性。
四、数据处理与判定1. 数据处理:将测量得到的结果进行整理和统计,计算刻度间距、刻度长度、刻度线宽度和刻度线深度的平均值,并计算其标准偏差,以评估测量结果的精度和稳定性。
2. 判定准则:根据相关的国家标准或行业规范,对测量结果进行评估。
如果测量结果符合规定的误差范围,线纹尺则被认为是合格的;否则,线纹尺需要进行调整或更换。
五、定期检定和维护1. 定期检定:高等别线纹尺应定期进行检定,以确保其准确性和可靠性。
检定周期可以根据使用频率和重要性进行确定。
2. 维护:线纹尺在使用过程中需要注意保养和维护。
保持线纹尺的清洁和干燥,避免刮擦和碰撞,以确保其使用寿命和测量精度。
