数控车床G41与G42刀补技术课件
- 格式:ppt
- 大小:332.50 KB
- 文档页数:23
g41的用法
G41和G42是数控加工中常见的刀具半径补偿指令,这种补偿功能在铣削工件轮廓时非常有用,它允许编程员直接按照工件图纸要求的轮廓来编程,而不必根据刀具半径人工计算刀具中心的运动轨迹。
G41是相对于刀具前进方向左侧进行补偿,称为左补偿(补偿量可为正负值,属于模态指令)。
具体的判定方法是:假设工件不动,沿刀具前进方向向前看,刀具在零件左侧的为左补偿。
例如,当铣削一直径50mm的内孔并采用顺铣加工后,实际测量值为49.9mm,可以使用G41进行刀补补偿。
补偿量的计算方法如下:D=50-49.9=0.1,由于采用的是半径补偿,所以D=0.1/2=0.05。
由于采用的是顺铣,内孔需要加大,所以D为负值。
而G42则是相对于刀具前进方向右侧进行补偿,称为右补偿(补偿量也可为正负值,同样属于模态指令)。
与G41相似,其判定方法是:假设工件不动,沿刀具前进方向向前看,刀具在零件右侧的为右补偿。
此外,G40是取消刀具半径补偿的指令。
在实际加工中,为了安全和精确,操作者需要清楚了解这些指令的含义和使用场景,并根据实际工件形状和尺寸选择合适的补偿方式。
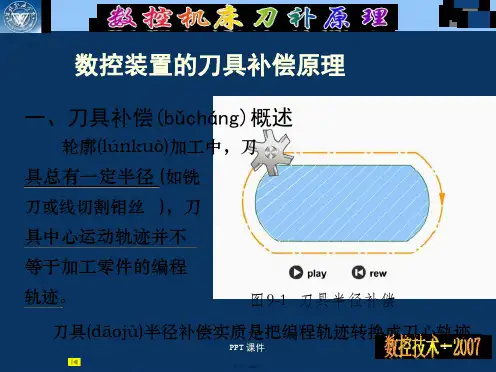
刀具半径抵偿指令G40.G41.G42,1、刀具半径抵偿的目标:在编制轮廓铣削加工的场合,假如按照刀具中间轨迹进行编程,其数据盘算有时相当庞杂,尤其是当刀具磨损.重磨.换新刀具而导至刀具半径变更时,必须从新盘算刀具中间轨迹,修正程序,如许不既麻烦并且轻易出错,又很难包管加工精度,为进步编程效力,平日以工件的现实轮廓尺寸为刀具轨迹编程,即假设计刀具中间活动轨迹是沿工件轮廓活动的,而现实的刀具活动轨迹要与工件轮廓有一个偏移量(即刀具半径),应用刀具半径抵偿功效可以便利地实现这一改变,简化程序编制,机床可以主动断定抵偿的偏向和抵偿值大小,主动盘算出现实刀具中间轨迹,并按刀心轨迹活动.现代数控系同一般都设置若干个可编程刀具半径偏置存放器,并对其进行编号,专供刀具抵偿之用,可将刀具抵偿参数(刀具长度.刀具半径等)存入这些存放器中.在进行数控编程时,只需挪用所需刀具半径抵偿参数所对应的存放器编号即可.现实加工时,数控体系将该编号所对应的刀具半径掏出,对刀具中间轨迹进行抵偿盘算,生成现实的刀具中间活动轨迹.2、刀具半径抵偿的办法(1)刀具半径指令从操纵面板输入被抵偿刀具的直径或(半径)值,将其消失刀具参数库里,在程序中采取半径抵偿指令.刀具半径抵偿的代码有G40.G41.G42,它们都是模态代码,G40是撤消刀具半径抵偿代码,机床的初始状况就是为G40.G41为刀具半径左抵偿,(左刀补),G42为刀具半径右抵偿(右刀补).断定左刀具抵偿和右刀具抵偿的办法是沿着刀具加工路线看,当刀具偏在加工轮廓的左侧时,为左偏抵偿,当刀具偏在加工轮廓的右侧时,为右偏抵偿,如图1所示.图1a中,在相对于刀具进步偏向的左侧进行抵偿,采取G41,这时相当于顺铣.图1b中在相对于刀具进步偏向的右侧进行抵偿,采取G42,这时相当于逆铣.在数控机床加工中, 一般采取顺铣,原因是从刀具寿命.加工精度.概况光滑度而言顺铣的后果比较好,因而G41应用的比较多.G17 XY(2)指令格局刀具半径抵偿的格局:{G18 }{G00.G01}{G41.G42} ZX DG19YZXY 刀具半径抵偿撤消的格局:(G00.G01)G40{ ZX}YZ刀具半径抵偿操纵应选择在一个坐标平面内进行.当G17被选择时,则抵偿只在XY偏向抵偿,而Z偏向不进行抵偿;当G18被选择时,则抵偿只在ZX偏向抵偿;而Y偏向不进行抵偿;当G19被选择时,则抵偿只在YZ偏向抵偿.而X偏向不进行抵偿.G00和G01为刀具活动指令,刀具抵偿的树立和撤消必须在G00或G01状况下完成,XYZ后所跟的值为活动的目标点坐标,与指定平面中的轴相对应.D与后面的数值是刀补号码,它代表刀具参数库中刀补的数值.如D01暗示刀参数库中第一号刀具的半径值.这一数值预先输入在刀具参数库刀补表中的01号地位上.在一般情形下,我们把刀具的半径抵偿量在抵偿代码中输入为正值(+),假如把刀具半径抵偿量设为负值(—)时,在走刀轨迹偏向不变的情形下,则相当于把抵偿指令G41.G42交换了.加工工件内侧的刀具会变成外侧,加工工件外侧的刀具会变成内侧.3.刀具半径的抵偿动作以加工图2所示工件为例子,依据加工程序剖析刀具半径的抵偿动作.加工程序如下:O0001;N10 G54 G90 G17 G00 X0 Y0 S1000 M03;N20 [G41] X20 Y10 [D01];N30 G01 Y50 F100 ;N40 X50 ;N50 Y20;N60 X10 ;N70 G00 [G40] X0 Y0 M05;N80 M30;上述程序中的刀补动作为;(1)启动并树立刀具半径抵偿阶段当N20程序中编入G41和D01指令后运算装配同时先读入N30.N40两段,在N20段的终点(N30段的始点)作出一个矢量,该矢量的偏向与下一段的进步偏向垂直且向左,大小等于刀补值.刀具中间在履行这一段(N20)时移向该矢量终点.在该阶段中动作指令只有效G00或G01不克不及用G02或G03.(2)刀补状况从N30段开端进入刀补状况,在这个阶段下G01.G02.G03.G00都可以应用.这一阶段也是第段都先行读入两段,主动按照启动阶段的矢量法作出第个沿进步偏向侧且加上刀补的矢量路径.(3)撤消刀补当N70程序段顶用到G40指令时,则在N60段的终点(N70段的始点)作出一个矢量,它的偏向与N60段进步偏向垂直且朝左,大小为刀补值.刀具中间就停滞在这个矢量的终点,从这一地位开端刀具中间移向N70段的终点.此时也只能用G01或G00,面.而不克不及用G02或G03.。