刀具补偿一般分为刀具半径补偿和刀具长度 补偿。 铣刀主要是刀具半径补偿; 钻头只需长度补偿; 车刀需要两坐标长度补偿和刀具半径补偿。
6
刀具半径补偿
ISO标准规定,当刀具中心轨迹在编程轨迹(零件轮廓 ABCD)前进方向的左侧时,称为左刀补,用G41表示。 反之,当刀具处于轮廓前进方向的右侧时称为右刀补, 用G42表示,如图所示。G40为取消刀具补偿指令。
3
r 刀具
A
r
B
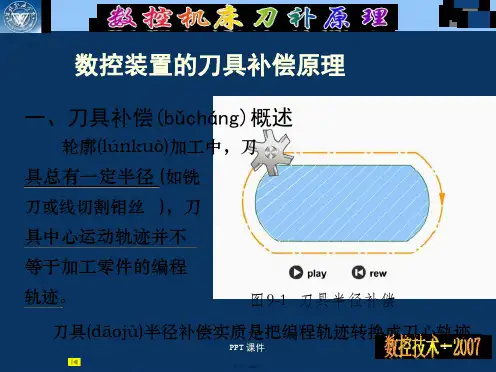
在铣床上用半径为r的刀具加工外形轮廓为A的工件时,刀具中心沿着与轮廓A距离为r
的轨迹B移动。我们要根据轮廓A的坐标参数和刀具半径r值计算出刀具中心轨迹B的坐
标参数,然后再编制程序进行加工,因控制系统控制的是刀具中心的运动。在轮廓加
工中,由于刀具总有一定的半径,如铣刀半径或线切割机的钼丝半径等。刀具中心
则
X2 Y2
X X X Y Y Y
xO A A K
Xrsin r Y
X2Y2
Yrcosr X
X2Y2
y A(X,Y)
O
α
r
ΔY K
α A′(X′,Y′)
ΔXK
x
O′
16
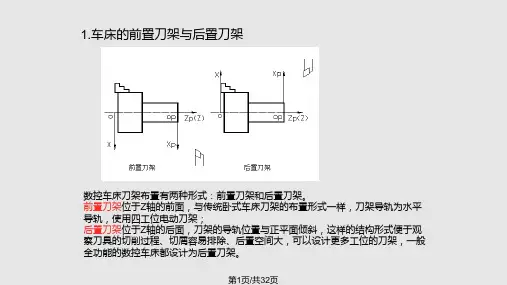
2. 圆弧刀具半径补偿计算
对于圆弧而言,刀具补偿后的刀具中心轨迹是一个与圆弧
同心的一段圆弧。只需计算刀补后圆弧的起点坐标和终点坐标 值。如图5-4所示,被加工圆弧的圆心坐标在坐标原点O,圆弧 半径为R,圆弧起点A,终点B,刀具半径为r。
20
21
22
23
y B′(XX,b′ Y ,Yb′)
B(Xb,Yb) ΔXΔ KY
假定上一个程序段加工结束后刀
具中心为A′,其坐标已知。那么
圆弧刀具半径补偿计算的目的,