异形切割概述
- 格式:ppt
- 大小:1.59 MB
- 文档页数:14
地垫异形剪裁方法-概述说明以及解释1.引言1.1 概述地垫异形剪裁方法是指根据地垫的形状和尺寸,通过一系列剪裁和加工工艺,将地垫制作成符合特定场地的要求的异形地垫。
在实际应用中,经常会遇到一些场地形状独特、尺寸不规则的情况,传统的标准地垫难以满足需求。
因此,地垫异形剪裁方法应运而生,旨在解决地垫与场地不匹配的问题。
地垫异形剪裁方法的核心在于对地垫进行精确的测量和剪裁。
首先,需要对场地的形状、尺寸进行详细的测量和记录。
然后,在此基础上,通过使用专业的剪裁工具和技术,将地垫按照场地的形状和尺寸进行裁剪和加工。
最终,制作成符合场地要求的异形地垫,保证其与场地完全契合,达到美观、实用的效果。
地垫异形剪裁方法具有很高的灵活性和适应性,可以应对各种场地形状和尺寸的需求。
无论是复杂的曲线形状还是不规则的图案,都可以通过地垫异形剪裁方法来实现。
这种方法不仅可以满足个性化的需求,还可以提高地垫的适配性和稳定性,避免地垫的移动和松动,从而提供更好的使用体验和安全性。
在本文中,我们将介绍三种常用的地垫异形剪裁方法,包括方法一、方法二和方法三。
每种方法都有其独特的适用场景和操作步骤。
通过详细的介绍和分析,希望读者能够了解并掌握地垫异形剪裁方法的原理和实施步骤,从而在实际应用中能够灵活运用,解决各类地垫与场地不匹配的问题。
总之,地垫异形剪裁方法是一种有效解决地垫与场地不匹配的问题的技术手段。
通过精确的测量和剪裁,可以制作出符合特定场地要求的异形地垫。
本文将详细介绍地垫异形剪裁方法的原理和实施步骤,希望能为相关领域的研究者和从业人员提供参考和指导,促进地垫异形剪裁技术的发展和应用。
文章结构部分的内容可以如下所示:1.2 文章结构本文主要分为三个部分:引言、正文和结论。
在引言部分,首先会对地垫异形剪裁方法进行概述,介绍地垫异形剪裁方法的背景和意义。
然后会说明本文的结构,简要介绍各个章节的内容和逻辑关系。
最后明确本文的目的,即通过研究地垫异形剪裁方法,探索一种有效的地垫适配方案。
异形切割工艺技术有哪些
异形切割工艺技术是一种通过特殊的切割方法,来实现复杂形状切割的技术。
它在许多行业中得到广泛应用,例如汽车制造、船舶建造、家具制作等。
在异形切割工艺技术中,常用的方法包括激光切割、水射流切割、火焰切割等。
下面将介绍一些常见的异形切割工艺技术。
首先,激光切割是一种非接触式的切割技术,它利用高能量激光束瞬间融化材料并将其蒸发掉,从而实现切割。
激光切割适用于各种材料,如金属、塑料、木材等,可以切割出非常复杂的形状,并且切割速度快、精度高。
其次,水射流切割是一种利用高压水流将材料切割开的方法。
水射流切割可以切割各种硬度的材料,包括金属、石材和复合材料等。
它可以实现非常细致的切割,切割速度快、精度高,并且不会产生热效应,不会损伤材料。
此外,火焰切割是一种利用氧气和燃料混合物的火焰来加热材料,并通过氧化反应来将其切割开的方法。
火焰切割适用于切割厚度较大的金属材料,可以切割出较为复杂的形状。
它的成本较低,操作简单,但切割精度相对较低。
除了以上几种常见的异形切割技术,还有一些特殊的切割方法,如电火花切割、等离子切割等。
电火花切割是利用断续放电的火花来腐蚀材料并进行切割的方法,适用于硬度高的材料,如钢铁和硬质合金。
等离子切割则是利用高温等离子体来将材料切割开,适用于各种材料,切割速度快、切割面平整。
总结起来,异形切割工艺技术涵盖了多种切割方法,适用于不同材料和形状的切割需求。
随着科技的不断进步,异形切割工艺技术也在不断发展,为各行各业的生产提供了更大的便利和创新。
液晶玻璃切割工艺探讨【摘要】研究分析了LCD行业中异形玻璃切割与规则形状玻璃切割过程中常见的质量缺陷,并制定了相应的解决对策。
基于3D液晶眼镜玻璃基板的切割,从刀轮选择,切割线轨迹,速度、压力控制等方面阐述了异形玻璃切割的工艺特点。
【关键词】质量缺陷异形切割工艺切割线轨迹速度刀轮压力Cutting Process Research Based on the Liquid Crystal glassLv Mo,Yuan jing-feng Wang jian-hua ,(China Electronics Technology Group Corporation the Second Research Institute,Taiyuan 030024,China)【Abstract】Research and analysis the defects in the cutting process include of regular path and irregular path liquid crystal glass which used in LCD industry,In allusion to several common typical cutting defects. Researches the various influence factors of cutting process (the block wheel,Cutting Path,Scribing speed,Cutting wheel load)based on the 3D liquid crystal glasses cutting process.【Key words】mass defect Cutting Pressure Cutting Path scribing speed Cutting Wheel Load在液晶显示器(LCD)和3D液晶眼镜生产制造过程中,切割工艺是一道重要的后工序。
线切割异形操作方法
线切割异形操作方法主要包括以下几个步骤:
1. 确定切割路径:根据异形工件的形状和要求,使用专业设计软件绘制出切割路径。
切割路径通常是由一系列的直线段和弧线段组成,要确保切割路径相互连接,无重叠和交叉。
2. 准备切割设备:根据异形工件的尺寸和材料类型选择合适的线切割设备。
线切割设备主要包括线切割机、电源装置、冷却系统等。
根据工件材料的要求,选择合适的电极丝和切割液。
3. 安装工件:将需要切割的异形工件固定在切割台上,使用夹具或其他固定装置,确保工件的稳定性和位置准确性。
4. 设置参数:根据工件的材料和要求,设置切割速度、加工电流、脉冲频率等切割参数。
根据异形工件的形状和尺寸,确定线切割机的切割路径和切割方向。
5. 开始切割:打开切割设备电源,启动线切割机,根据设定的切割参数和路径进行切割操作。
线切割过程中,切割电极丝绕过工件,在切割液的冷却下,通过高频脉冲电流进行切割,将工件分割为所需的形状。
6. 监控与调整:在切割过程中,要时刻观察切割状态,调整切割参数和路径,
确保切割质量和精度。
根据需要,可以使用放大镜或其他检测设备对切割质量进行检查。
7. 完成切割:切割完成后,关闭电源,停止线切割机的运行。
检查切割工件的质量和精度,如有需要,进行后续的清理、除毛刺等处理。
线切割上下异形的基准面
(原创版)
目录
1.线切割上下异形的基准面的概念
2.线切割上下异形的基准面的作用
3.线切割上下异形的基准面的加工方法
4.线切割上下异形的基准面的应用领域
5.线切割上下异形的基准面的发展前景
正文
线切割上下异形的基准面,是指在机械加工过程中,通过线切割技术加工出的一种具有特定形状和尺寸的基准面。
这种基准面通常用于加工上下异形的零件,可以提高零件的加工精度和效率。
线切割上下异形的基准面的作用主要体现在以下几个方面:首先,它可以提高零件的加工精度。
通过线切割技术,可以精确地加工出基准面,从而保证零件的几何形状和尺寸精度。
其次,它可以提高零件的加工效率。
通过一次性加工出多个基准面,可以大大减少加工时间和劳动强度。
最后,它可以提高零件的使用寿命。
通过合理的基准面设计,可以提高零件的耐磨性和耐腐蚀性,从而延长零件的使用寿命。
线切割上下异形的基准面的加工方法主要包括以下几种:首先是传统的线切割技术,这种方法适用于加工简单的基准面。
其次是数控线切割技术,这种方法适用于加工复杂的基准面。
最后是激光线切割技术,这种方法适用于加工高精度的基准面。
线切割上下异形的基准面的应用领域非常广泛,主要包括机械制造、航空航天、汽车制造、电子信息等领域。
在这些领域中,线切割上下异形的基准面都发挥着重要的作用。
随着科技的发展,线切割上下异形的基准面的加工技术也在不断发展。
未来,线切割上下异形的基准面将会更加精确、高效、智能化。
异形石材加工石材作为一种高档建筑材料,经常被使用在各种建筑工程中。
然而,在实际的施工过程中,尤其是需要进行异形石材加工时,往往会面临一些技术难题。
本文将从异形石材加工的定义、流程、技术难点等方面进行详细介绍。
一、异形石材加工的定义所谓异形石材,是指石材的形状、尺寸或者表面处理方式与正常石材不同的石材。
异形石材加工,是将原本形状、尺寸和表面处理方式不符合要求的石材进行加工,使得其满足建筑施工中的需要,适应各种复杂的施工环境和要求。
二、异形石材加工的流程异形石材加工的流程一般分为设计、制图、切割、切削、打磨、纠偏等环节。
1. 设计和制图在异形石材加工的过程中,设计和制图是非常关键的环节。
在这个环节中,需要根据建筑施工的图纸和实际的场地情况,根据所需异形石材的形状、尺寸和表面处理要求,进行细致而准确的设计和制图工作。
设计和制图的精度直接影响到后续各个环节的成功。
2. 切割和切削切割指的是使用电锯或者其他的机械设备将原始原料进行切割,得到想要的形状和尺寸。
切削则是使用手持切割机等设备对石材进行表面处理,以满足不同的建筑要求和美观效果。
3. 打磨和纠偏打磨是指将切削后的异形石材进行表面加工,使其更加精细光滑。
而纠偏是对于整个异形石材进行调整,使其符合设计要求和施工要求,确保后续安装工作的正常进行。
三、异形石材加工的技术难点异形石材加工是一个复杂而精细的过程,存在很多技术难点。
下面列举一些比较常见的技术难点。
1. 石材的性质和质量不同不同的石材有不同的性质和质量特点,比如强度、硬度、韧性等。
而这些特点则会影响到石材的加工过程和效果。
因此,在进行异形石材加工前,需要对于原料进行详细的质检,选择合适的材料进行加工。
2. 加工精度要求高由于石材的材料特殊性,异形石材加工的精度要求非常高。
一旦加工出现问题,将会导致整个石材的破损,浪费大量成本和人力物力。
因此,需要对于加工工具和技术进行严格的把控和调整。
3. 异形石材长度和宽度难以把握异形石材的成本较高,因此需要尽可能地减少浪费。
经纬异形裁切机说明书
1、遵守一般切割机安全操作规程,严格按照正规启动程序启动设备。
2、操作者须经过培训,熟悉设备结构、性能,掌握操作系统有关知识。
3、按规定穿戴好劳动防护用品。
4、设备开动时操作人员不得擅自离开岗位或托人待管,如的确需要离开时应停机或切断电源开关。
5、要将灭火器放在随手可及的地方;不加工时要关掉设备;不要在设备附近放置纸张、布或其他易燃物。
6、在加工过程中发现异常时,应立即停机,及时排除故障或上报主管人员。
7、保持设备及周围场地整洁、有序、无油污,工件、板材、废料按规定堆放。
8、维修时要遵守高压安全规程。
每运转40小时或每周维护、每运转1000小时或每六个月维护时,要按照规定和程序进行。
9、开机后应手动低速X、Y方向开动机床,检查确认有无异常情况。
10、对新的工件程序输入后,应先试运行,并检查其运行情况。
11、工作时,注意观察机床运行情况,以免脚垫切割机走出有效行程范围或两台发生碰撞造成事故。
初中数学什么是切割
在数学中,切割是指将一个图形或物体分割成若干个部分的过程。
切割可以是平面的,也可以是立体的,常见的切割方式有直线切割和曲线切割。
下面我将详细介绍切割的概念、方法和应用:
1. 直线切割:
直线切割是指通过直线将一个图形或物体分割成若干个部分。
直线切割可以是平行切割和垂直切割两种形式。
-平行切割:通过平行线将图形或物体分割成平行的多个部分。
平行切割可以用于分割长方形、正方形等图形。
-垂直切割:通过垂直线将图形或物体分割成垂直的多个部分。
垂直切割可以用于分割三角形、梯形等图形。
2. 曲线切割:
曲线切割是指通过曲线将一个图形或物体分割成若干个部分。
曲线切割可以是任意曲线,如圆弧、抛物线等。
曲线切割常见的应用场景包括分割圆形、椭圆形等图形。
3. 切割的方法:
切割可以通过直线和曲线的组合来实现。
切割的方法可以根据具体的图形和要求来选择,常用的方法包括划线、切割工具等。
4. 切割的应用:
切割在几何学和图形处理中有广泛的应用,常见的应用包括:
-分割图形:切割可以将一个图形分割成若干个部分,便于研究和分析图形的性质和特征。
-制作模型:切割可以用于制作各种模型,如纸艺、拼图等,通过切割可以将平面图形转化为立体模型。
-制作拼图:切割可以用于制作各种拼图游戏,通过切割将图形分割成若干个小块,让人们通过拼接还原原始图形。
以上是关于切割的概念、方法和应用的介绍。
切割是数学中的重要概念,它可以帮助我们更好地理解和应用图形的分割和处理技术。
希望以上内容能够满足你对切割的了解。
线切割上下异形的基准面1. 引言线切割是一种常见的金属加工方法,用于制造各种形状的工件。
在线切割过程中,基准面的确定是非常关键的,特别是当上下异形的工件需要被切割时。
本文将介绍线切割上下异形的基准面的确定方法和相关注意事项。
2. 基准面的定义和重要性基准面是制定加工工艺和确定工件尺寸的参考面。
在线切割上下异形的工件中,基准面的确定对于保证工件的准确尺寸和形状非常重要。
如果基准面确定不准确,可能导致工件的尺寸偏差过大,甚至无法满足设计要求。
3. 确定基准面的方法3.1 工程图纸分析在进行线切割上下异形工件之前,首先需要仔细分析工程图纸。
通过分析图纸可以确定工件的上下异形特征,以及基准面的位置和形状。
3.2 选择合适的基准面选择合适的基准面是确保线切割上下异形工件准确加工的关键。
基准面应具备以下特点:•平整度高:基准面应尽量选择平整度高的部位,以保证线切割时工件与切割床面之间的接触均匀,减少加工误差。
•稳定性好:基准面应具有稳定性好的特点,避免在线切割过程中发生形变或变形。
•与设计要求一致:基准面应与设计要求一致,确保加工出的工件符合设计要求。
3.3 确定基准面的加工方法确定基准面后,需要选择合适的加工方法来进行线切割。
常用的加工方法有以下几种:•平面铣削:通过铣床将基准面加工出平整度高的表面。
•研磨:使用砂轮等工具将基准面进行研磨,使其平整度达到要求。
•抛光:使用抛光机械将基准面进行抛光,提高其平整度和光洁度。
•线切割:对于较薄的工件,可以直接使用线切割机进行加工,将基准面切割出来。
3.4 加工后的基准面检验加工完成后,需要对基准面进行检验,确保其满足设计要求。
常用的检验方法有以下几种:•视觉检查:通过肉眼观察基准面的平整度和形状是否符合要求。
•量测检查:使用测量工具(如卡尺、游标卡尺等)对基准面的尺寸进行测量,与设计要求进行比对。
•三坐标测量:使用三坐标测量仪对基准面进行精确的测量,得到基准面的三维坐标数据,与设计要求进行比对。
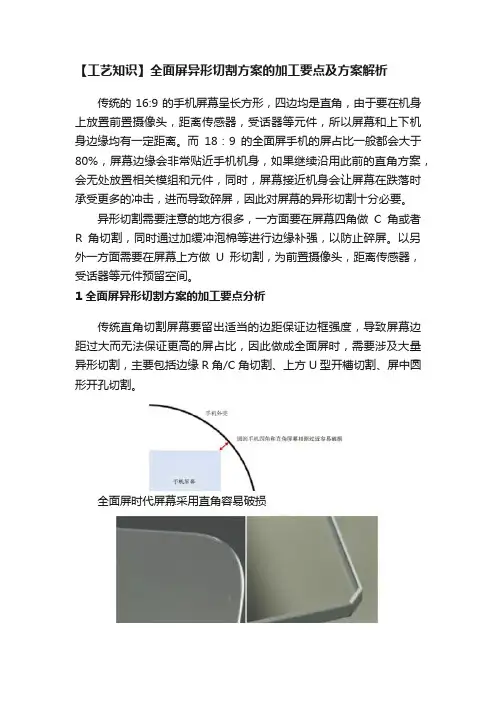
【工艺知识】全面屏异形切割方案的加工要点及方案解析传统的16:9的手机屏幕呈长方形,四边均是直角,由于要在机身上放置前置摄像头,距离传感器,受话器等元件,所以屏幕和上下机身边缘均有一定距离。
而18:9的全面屏手机的屏占比一般都会大于80%,屏幕边缘会非常贴近手机机身,如果继续沿用此前的直角方案,会无处放置相关模组和元件,同时,屏幕接近机身会让屏幕在跌落时承受更多的冲击,进而导致碎屏,因此对屏幕的异形切割十分必要。
异形切割需要注意的地方很多,一方面要在屏幕四角做C角或者R角切割,同时通过加缓冲泡棉等进行边缘补强,以防止碎屏。
以另外一方面需要在屏幕上方做U形切割,为前置摄像头,距离传感器,受话器等元件预留空间。
1 全面屏异形切割方案的加工要点分析传统直角切割屏幕要留出适当的边距保证边框强度,导致屏幕边距过大而无法保证更高的屏占比,因此做成全面屏时,需要涉及大量异形切割,主要包括边缘R角/C角切割、上方U型开槽切割、屏中圆形开孔切割。
全面屏时代屏幕采用直角容易破损形切割倒角(R角/C角)形状采用R角、C角等异形切割,可以一定程度上提升面板强度,屏幕边缘采用R角/C角切割,主要有两个原因:1)手机背光和整机都有引出线,当边框做窄之后,布线就需要重新设计,而在面板下角进行异形切割,R角/C角和直角相比,更加方便布线。
2)屏幕越靠近手机的边框屏占比越高,绝大多数的手机的四角都是采用的R角,而不是直角,所以对靠近手机边框的屏幕有收弧要求。
18:9产品屏角玻璃离整机底部更近影响ID收弧,这也就要求面板需要切角才能满足需求。
全面屏面板需要切角满足收弧要求而幕上方采用U型开槽切割、屏中采用圆形开孔切割,主要是为了放置Rec槽和前置摄像头孔,实现“屏内摄像头”,让上边框消失,将手机正面全部做成AA区,实现极致的视觉效果。
上方U型开槽切割和屏中开孔切割下表为手机几种不同异性切割对比情况:手机屏幕几种不同的异形切割对比手机型号屏占比 显示屏材料 切割方式 指纹模组位置 小米Mix91% LCD L 角 背板 三星S8/S883% OLED R 角 背板 IPhone8 预计90% OLEDR 角 U 型槽 预测为屏下▲前置摄像头的异形切割同样为了保持全面屏的视觉效果,前置摄像头的异形切割也有三种方案:置于边框、异形切割开孔和隐藏式。
线切割上下异形的基准面
摘要:
1.线切割上下异形的概念
2.基准面的定义和作用
3.线切割上下异形时如何确定基准面
4.线切割上下异形的应用实例
正文:
一、线切割上下异形的概念
线切割,又称为线切割加工,是一种通过导电材料在电弧作用下产生的高温气流来移除金属的加工方法。
线切割上下异形是指在加工过程中,工件的上下表面形状不同,需要针对不同的基准面进行切割。
二、基准面的定义和作用
基准面是机械加工中的一个重要概念,是指在加工过程中作为参照的平面。
在机械制造中,基准面被用来确定零件的位置、尺寸和形状。
对于线切割上下异形的加工,基准面的正确选择和设定至关重要。
三、线切割上下异形时如何确定基准面
1.根据工件的加工要求,确定上下表面的形状和尺寸。
2.分析上下表面的形状和尺寸差异,确定合适的基准面。
3.对于复杂的零件,可以采用多个基准面,以保证加工的准确性。
四、线切割上下异形的应用实例
1.模具制造:模具的上下表面往往需要不同的形状和尺寸,可以通过线切
割上下异形的方法来加工。
2.航空航天:航空航天领域的零件往往具有复杂的形状和结构,线切割上下异形技术可以满足其加工需求。
3.汽车制造:汽车发动机、变速箱等部件的上下表面形状和尺寸可能有所不同,线切割上下异形技术可以提高加工精度和效率。
异形玻璃切割机操作方法异形玻璃切割机是用于切割不规则形状的玻璃板的专用设备。
它可以根据预先程序控制进行自动切割,并且具有高效、精确、稳定的特点。
下面我将详细介绍异形玻璃切割机的操作方法,以帮助您更好地使用它。
一、操作前准备1. 检查机器设备是否操作正常,确认刀盘、润滑系统和供电系统运作正常。
2. 准备好所需的工具,如刮刀、尺子、扳手等。
二、准备切割图纸1. 根据实际需要,使用CAD软件或者手工绘制出异形玻璃的切割图纸。
2. 确认图纸尺寸准确无误,并保存为DXF文件格式。
三、导入切割图纸1. 打开异形玻璃切割机的控制界面。
2. 选择“导入图形”命令,并找到保存好的DXF文件。
3. 确认图纸导入成功,并显示在切割机控制界面上。
四、定位玻璃板1. 将待切割的玻璃板放置在切割机工作台上,并使用吸盘将其固定住。
2. 使用刮刀清除玻璃板表面的灰尘和杂质,确保切割质量。
五、程序设定1. 在切割机控制界面上选择“程序设定”命令。
2. 根据玻璃板的尺寸和形状设定切割参数,如切割速度、切割深度等。
3. 点击“确认”保存设定的参数。
六、开始切割1. 选择“开始切割”命令,切割机将根据设定的参数自动进行切割。
2. 观察切割机的运行情况,确保切割过程中没有异常和故障发生。
3. 切割完成后,等待切割机自动回到原点位置,将切割好的玻璃板取下。
七、清洁与维护1. 关闭切割机电源,等待切割机停止运行。
2. 使用刮刀和布料清洁工作台和刀盘,清除切割时产生的玻璃碎屑和残渣。
3. 定期检查和更换刀盘、切割压脚等易损件,确保切割机的正常使用。
总结:以上就是异形玻璃切割机的操作方法,从操作前准备、切割图纸导入、定位玻璃板、程序设定、切割过程、清洁与维护等方面对其进行了详细的介绍。
在操作时,需要注意设备的正常运行和安全操作,并且定期进行设备的维护和保养。
通过合理的操作方法,可以提高异形玻璃切割机的使用效果和切割质量,提高工作效率,减少切割误差。
异形门窗角度切法计算公式在建筑设计和施工中,门窗的角度切法是一个非常重要的问题。
特别是在异形门窗的设计和制作过程中,角度切法的计算更是至关重要。
本文将介绍异形门窗角度切法的计算公式,并探讨其在实际应用中的重要性。
首先,我们需要了解什么是异形门窗。
异形门窗是指与常规形状不同的门窗,通常具有特殊的设计要求和装饰效果。
这些门窗可能是圆形、椭圆形、多边形或其他非常规形状,因此在设计和制作过程中需要特殊的角度切法。
在进行异形门窗的角度切法计算时,我们需要考虑以下几个因素:1.门窗的形状,不同形状的门窗需要采用不同的角度切法计算方法。
例如,圆形门窗需要考虑弧线的切割,而多边形门窗需要考虑各个角度的切割。
2.玻璃的厚度,在门窗的设计和制作过程中,通常需要考虑玻璃的厚度。
这会影响到角度切法的计算,需要进行相应的调整。
3.装饰效果,异形门窗通常具有特殊的装饰效果,因此在角度切法的计算中需要考虑这些装饰效果的要求,以确保最终的门窗符合设计要求。
接下来,我们将介绍异形门窗角度切法的计算公式。
在实际应用中,不同形状的门窗可能需要采用不同的计算方法,这里我们以圆形门窗和多边形门窗为例进行介绍。
首先是圆形门窗的角度切法计算。
对于圆形门窗,我们需要计算出弧线的切割角度。
假设圆形门窗的直径为D,玻璃的厚度为T,则弧线的切割角度可以通过以下公式计算:弧线的切割角度 = 2 asin(T / D)。
其中,asin表示反正弦函数,T表示玻璃的厚度,D表示圆形门窗的直径。
通过这个公式,我们就可以计算出圆形门窗的弧线切割角度,从而进行相应的制作和安装。
接下来是多边形门窗的角度切法计算。
对于多边形门窗,我们需要计算出各个角度的切割角度。
假设多边形门窗有n个边,每个角度为A,则切割角度可以通过以下公式计算:切割角度 = 180 (360 / n)。
通过这个公式,我们可以计算出多边形门窗每个角度的切割角度,从而进行相应的制作和安装。
在实际应用中,异形门窗的角度切法计算可能会更加复杂,需要考虑到更多的因素。
二、09MnNiDR简介09MnNiDR是低温压力容器用钢板,09MnNiDR主要应用于石油、化工设备脱乙烷塔、CO2吸收塔、中压闪蒸塔、冷却器、脱乙烷塔、再吸收塔、压缩机机壳、丙烷低温储罐制造等。
D是低拼音的第一个字母,R是容拼音的第一个字母。
应用于石油、化工设备脱乙烷塔、CO2吸收塔、中压闪蒸塔、冷却器、脱乙烷塔、再吸收塔、压缩机机壳、丙烷低温储罐制造等。
D是低拼音的第一个字母,R是容拼音的第一个字母。
三、、09MnNiDR交货状态09MnNiDR正火二探、09MnNiDR正火一探、09MnNiDR正火+回火、09MnNiDR 调质、09MnNiDR-70℃低温冲击。
四、、09MnNiDR产地目前,市场上的09MnNiDR现货主要为舞钢、新钢和鄂钢的。
五、、09MnNiDR化学成分(质量分数)/%C:≤0.12Si:0.15-0.50Mn:1.20-1.60Ni:0.30-0.80Nb:≤0.040Alt:≥0.020P:≤0.020S:≤0.008备注:可以用Als代替Alt,此时Als含量应不小于0.015%;当钢中Nb+V+Ti≥0.015%时,Al含量不作为验收要求。
六、09MnNiDR力学性能抗拉强度:6-16mm:440-570MPa;>16-60mm:430-560MPa;>60-120mm:420-550MPa屈服强度:6-16mm:≥300MPa;>16-36mm:≥280MPa;>36-60:≥270MPa;>60-120:≥260MPa断后伸长率A%:≥23冲击吸收能量KV2 :≥60J180˚冷弯试验b=2a:D=2a七、09MnNiDR检验规则1.钢板超声波检验标准按GB/T2970或JB/T4730.3执行,检验标准和合格级别在2.合同中注明。
3.钢板表面不允许存在裂纹、气泡、折叠和夹杂等对使用有害的缺陷。
钢板不应有分层。
4.钢板成批验收,每批钢板由同一牌号、同一炉号、同一厚度、同一热处理制度组成,每批重量不大于30T,单张重量超过30T的钢板按张组批。
钢板异形切割工程施工方案钢板异形切割工程是指利用切割设备对钢板进行精确切割,根据设计要求制作各种异形的钢板材料。
本工程包括了对各种钢板的切割、修整、翻边等工艺,并需要针对不同形状和规格的钢板进行不同的加工。
该工程具有较高的技术要求,需要精密的设备和操作技能,同时也对施工环境、安全保障等方面有较高的要求。
本项目施工地点位于工业园区内,总面积约10000平方米。
施工内容主要包括钢板的异形切割、翻边、修整等工艺。
施工期限为30天,整体工程规模较大,需要充分的准备和组织才能顺利完成。
二、施工准备1. 设备准备:根据工程要求,需要准备钢板切割机、翻边机、修整机以及其他配套设备和工具。
同时需要对设备进行检测和维护,确保其正常运转。
2. 施工人员:需要组织技术工人和操作人员,对其进行培训和指导,确保他们具备相关的操作技能和安全意识。
3. 施工材料:需要准备各种规格和型号的钢板材料,根据设计要求进行分类和标识,以便后续的施工操作。
4. 环境准备:施工区域需要进行清理和整理,确保施工环境整洁、安全和无障碍,同时配备必要的安全防护设施和应急救援措施。
三、施工流程1. 设计方案确认:首先需要对钢板异形切割工程的设计方案进行确认,包括切割尺寸、形状要求、工艺流程等内容,确保施工的方向和目标明确。
2. 钢板准备工作:将准备好的钢板材料按照设计要求进行分类、标识和分装,组织人员对其进行检查和清理,确保其表面光洁和完好无损。
3. 切割加工:根据设计方案和工艺要求,将钢板放入切割机进行切割加工,及时调整机器参数和操作条件,确保切割后的钢板尺寸和形状满足要求。
4. 翻边和修整:对切割后的钢板进行翻边和修整,确保其边缘光滑、整齐,同时注意安全操作,避免出现切割伤害和操作事故。
5. 质量检验:对切割后的钢板进行质量检验,包括尺寸偏差、表面质量、边缘平直度等内容,确保其质量符合设计要求。
6. 包装运输:对合格的钢板进行包装和标识,组织人员进行搬运和运输,确保其安全运输到指定的位置。
异形环氧板切割方法如下:1. 切割准备:在切割开始之前,首先应选择一个可靠的切割平台,并确保工具的安全可靠。
切割工具可以是激光切割机或手工锯。
同时,应了解板材的分布情况,以确保切割后的异形环氧板不会产生扭曲变形。
2. 确定切割线:根据设计图纸,画出切割线。
注意考虑异形环氧板的形状和角度,以及切割后如何固定板材,确保切割质量。
3. 切割异形环氧板:使用激光切割机或手工锯进行切割。
对于异形环氧板,可能需要使用专门的切割工具,以确保切割精度和形状的准确性。
4. 修整边缘:切割完成后,需要修整边缘,使其光滑平整。
可以使用磨光机或锉刀进行修整。
5. 钻孔:根据需要,可以在切割后的异形环氧板上钻孔。
钻孔时应使用准确的工具,以确保孔的位置和大小正确。
6. 确保固定:在切割过程中,需要确保异形环氧板固定牢固,避免因切割产生的应力导致变形或移位。
可以使用可靠的固定装置,如夹具或支撑架。
7. 使用等离子切割机:如果异形环氧板的切割尺寸较大,可以考虑使用等离子切割机。
等离子切割机能够提供更高的切割速度和更精确的切割形状。
8. 使用砂轮机修边:对于异形环氧板的边缘,可以使用砂轮机进行修边,以去除多余的毛刺和锐边,确保切割后的表面光滑平整。
9. 质量检查:切割完成后,应对异形环氧板进行质量检查。
检查切割边缘是否光滑平整,孔的位置和大小是否正确,以及是否有其他质量问题。
需要注意的是,异形环氧板的强度和硬度较高,因此在切割过程中应使用适当的工具和方法,避免过度拉伸或切割不当导致板材损坏。
此外,在切割过程中应注意安全,遵守相关的操作规程和安全规定,确保操作者的人身安全。
希望这些步骤可以帮助你成功地完成异形环氧板的切割工作。