Q BQB 150-2009 轧制圆管坯
- 格式:pdf
- 大小:81.23 KB
- 文档页数:3
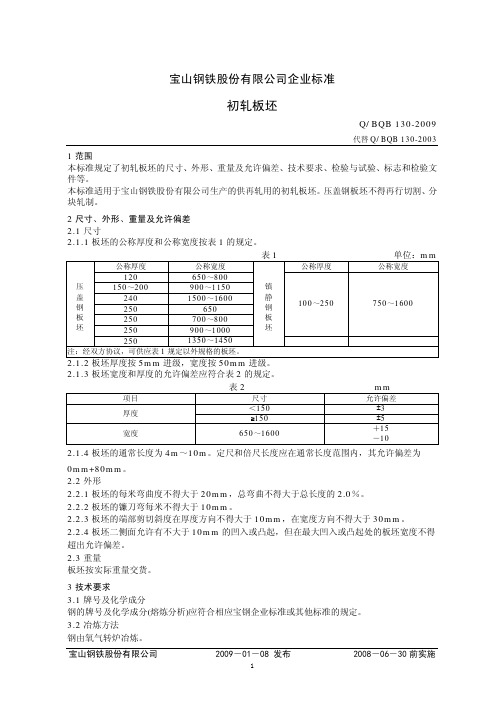
宝山钢铁股份有限公司企业标准初轧板坯Q/BQB 130-2009代替Q/BQB 130-2003 1范围本标准规定了初轧板坯的尺寸、外形、重量及允许偏差、技术要求、检验与试验、标志和检验文件等。
本标准适用于宝山钢铁股份有限公司生产的供再轧用的初轧板坯。
压盖钢板坯不得再行切割、分块轧制。
2尺寸、外形、重量及允许偏差2.1尺寸2.1.1板坯的公称厚度和公称宽度按表1的规定。
表1 单位:mm 公称厚度公称宽度公称厚度公称宽度120 650~800150~200 900~1150240 1500~1600 250 650 250 700~800 250 900~1000 100~250 750~1600压盖钢板坯250 1350~1450 镇静钢板坯注:经双方协议,可供应表1规定以外规格的板坯。
2.1.2板坯厚度按5mm进级,宽度按50mm进级。
2.1.3板坯宽度和厚度的允许偏差应符合表2的规定。
表2 mm 项目尺寸允许偏差<150 ±3 厚度≥150±5宽度650~1600 +15 -102.1.4板坯的通常长度为4m~10m。
定尺和倍尺长度应在通常长度范围内,其允许偏差为0mm+80mm。
2.2外形2.2.1板坯的每米弯曲度不得大于20mm,总弯曲不得大于总长度的2.0%。
2.2.2板坯的镰刀弯每米不得大于10mm。
2.2.3板坯的端部剪切斜度在厚度方向不得大于10mm,在宽度方向不得大于30mm。
2.2.4板坯二侧面允许有不大于10mm的凹入或凸起,但在最大凹入或凸起处的板坯宽度不得超出允许偏差。
2.3重量板坯按实际重量交货。
3技术要求3.1牌号及化学成分钢的牌号及化学成分(熔炼分析)应符合相应宝钢企业标准或其他标准的规定。
3.2冶炼方法钢由氧气转炉冶炼。
宝山钢铁股份有限公司 2009-01-08 发布 2008-06-30前实施3.3交货状态板坯以热轧状态交货。
3.4表面质量3.4.1板坯端面不得有缩孔、气囊、分层和尾孔。



宝山钢铁股份有限公司企业标准
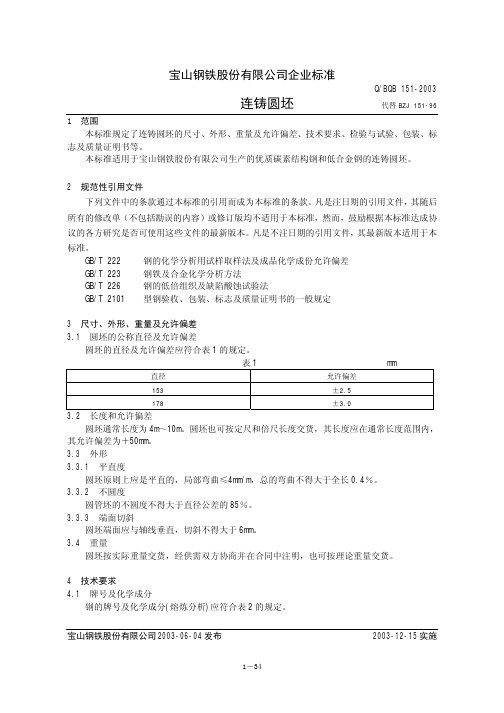
轧制圆管坯
Q/BQB 150-2009
代替Q/BQB 150-2003
1范围
本标准规定了轧制圆管坯的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的供制造结构用无缝钢管、锅炉用无缝钢管和油井管等的轧制圆管坯。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 226-1991 钢的低倍组织及缺陷酸蚀试验法
GB/T 1979-2001 结构钢低倍组织缺陷评级图
GB/T 10561-2005 钢中非金属夹杂物含量的测定--标准评级图显微检验法
GB/T 2101-2008 型钢验收、包装、标志及质量证明书的一般规定
3尺寸、外形、重量及允许偏差
3.1圆管坯的公称直径及允许偏差
3.1.1圆管坯的直径及允许偏差应符合表1的规定。
表1 单位:mm
直径直径允许偏差
75 ±1.0
90、100、110 ±1.3
120、130、140 ±1.6
150、160、175、180 ±2.0
185、200、230 ±3.0
3.1.2圆管坯的不圆度不得大于公称直径公差的75%。
3.2长度
圆管坯通常长度为2m~10m。
圆管坯也可按定尺和倍尺长度供货,其长度应在通常长度范围内,其允许偏差为0mm+50mm。
3.3外形
3.3.1弯曲度
圆管坯原则上可以滚动,局部弯曲度≤4mm/m,总弯曲度不得大于总长度的0.4%。
3.3.2端部
圆管坯端面必须与轴线垂直,切斜不得大于6mm。
端面毛刺不得大于6mm。
3.3重量
圆管坯按实际重量交货,经供需双方协商并在合同中注明,也可按理论重量交货。
4技术要求
4.1 牌号及化学成分
钢的牌号及化学成分(熔炼分析)应符合相应宝钢企业标准或其他标准的规定。
宝山钢铁股份有限公司 2009-04-01发布 2009-09-30前实施
Q/BQB 150-2009
4.2冶炼方法
钢由氧气转炉或电炉冶炼。
高压锅炉管、油井管及钻杆接头用圆管坯的钢应经炉外精炼。
4.3交货状态
圆管坯以热轧状态交货。
4.4低倍组织
4.4.1在圆管坯横截面酸浸试片上检查低倍组织,不得有肉眼可见的残余缩孔、白点、分层、裂纹、气泡、翻皮和夹杂。
4.4.2允许存在的低倍组织缺陷,钻杆接头用圆管坯一般疏松、中心疏松、锭型偏析各不大于1.5级,其他类管坯各不大于2.5级。
皮下夹杂和皮下气泡的深度不得超过2mm。
4.5非金属夹杂物
高压锅炉管、油井管及钻杆接头用圆管坯应按GB/T 10561中A法进行非金属夹杂物评级,高压锅炉管、油井管用圆管坯的各类夹杂物级应分别不大于评级图的2.5级,钻杆接头用圆管坯的各类夹杂物级应分别不大于2.0级。
4.6表面质量
4.6.1 圆管坯表面不得有裂纹、结疤、折叠和夹杂,允许深度不大于直径负偏差的刮伤、凹面、麻面和深度或高度不大于0.5mm的发纹和耳子存在。
4.6.2 圆坯表面缺陷允许清理。
清理处应圆滑无棱角。
清理宽度不得小于清理深度的6倍。
在同一截面清理深度不得大于公称直径的4%。
4.6.3 经供需双方协议,并在合同中注明,结构管和低中压锅炉管圆管坯可以未清理的黑皮管坯交货,深度不大于公称直径4%的表面缺陷允许存在。
5检验与试验
5.1每批圆管坯的检验项目、取样数量、取样方法和试验方法应符合表3的规定。
表3
序号检验项目取样数量取样方法(部位)试验方法
1 低倍组织2支/每炉相当于钢锭头部的不同根管坯GB/T 226、GB/T 1979
2 非金属夹杂物 2 不同根管坯GB/T 10561
3 尺寸逐根-合格量具
4 表面逐根-目测
5.2圆管坯按炉次号进行检查和验收。
5.3圆管坯复验和判定规则应符合GB/T 2101的规定。
6包装、标志和检验文件
圆管坯的包装、标志和检验文件应符合GB/T 2101的规定。
Q/BQB 150-2009
附加说明:
本标准代替Q/BQB 150-2003。
本标准与Q/BQB 150-2003相比主要变化如下:
――增加75mm、140mm、185mm、200mm、230mm直径规格,修改153mm、181mm 的直径规格为150mm、180mm直径规格;
――修改“质量证明书”为“检验文件”。
本标准由宝山钢铁股份有限公司技术质量管理部提出。
本标准由宝山钢铁股份有限公司技术质量管理部起草。
本标准起草人:于成峰。
本标准于1985年首次发布,1994年第一次修订,1999年第二次修订,2003年第二次修订。
3。