(完整版)妮红-益新-MoldTeth晒纹斜度要求
- 格式:doc
- 大小:278.52 KB
- 文档页数:4

脫模斜度的設計要點。
在塑件的內,外表面,沿脫模方向均應設計足夠的脫模斜度,否則會發生塑件脫模困難,或頂出時拉壞擦傷塑件.。
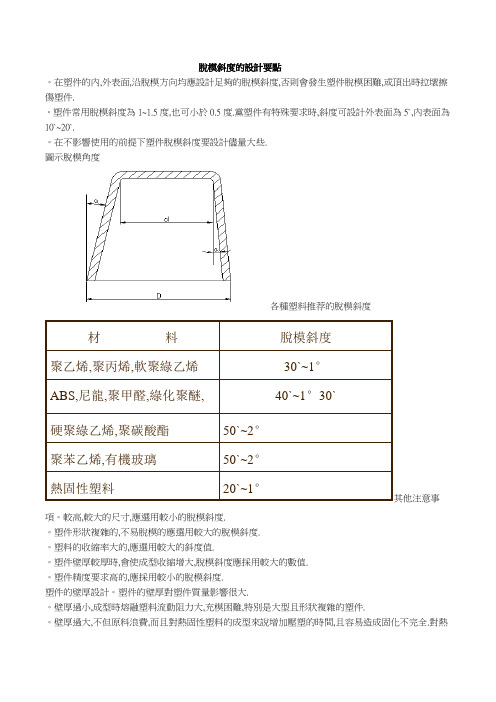
塑件常用脫模斜度為1~1.5度,也可小於0.5度.黨塑件有特殊要求時,斜度可設計外表面為5`,內表面為10`~20`.。
在不影響使用的前提下塑件脫模斜度要設計儘量大些. 圖示脫模角度各種塑料推荐的脫模斜度其他注意事項。
較高,較大的尺寸,應選用較小的脫模斜度. 。
塑件形狀複雜的,不易脫模的應選用較大的脫模斜度. 。
塑料的收縮率大的,應選用較大的斜度值.。
塑件壁厚較厚時,會使成型收縮增大,脫模斜度應採用較大的數值. 。
塑件精度要求高的,應採用較小的脫模斜度. 塑件的壁厚設計。
塑件的壁厚對塑件質量影響很大.。
壁厚過小,成型時熔融塑料流動阻力大,充模困難,特別是大型且形狀複雜的塑件.。
壁厚過大,不但原料浪費,而且對熱固性塑料的成型來說增加壓塑的時間,且容易造成固化不完全.對熱20`~1°熱固性塑料50`~2° 聚苯乙烯,有機玻璃 50`~2° 硬聚綠乙烯,聚碳酸酯 40`~1°30`ABS,尼龍,聚甲醛,綠化聚醚,30`~1° 聚乙烯,聚丙烯,軟聚綠乙烯 脫模斜度 材 料塑性塑料則增加冷卻時間,更重要的是塑件產生氣泡,縮孔,翹曲變形等缺陷.在Notebook設計中壁厚的注意事項。
一般壁厚要大於0.8mm,如有特殊時也可達到0.6mm.。
Case_lcd_bezel壁厚一般為1.2~1.8mm.。
Case_lcd_cover壁厚一般為1.5~1.8mm.。
Case_top_case壁厚一般為1.7~1.8mm.。
Case_bottom_case壁厚一般為1.6mm.圓角的設計。
為了避免應力集中,提高塑件的熔料流動性及便於脫模,在塑件的各面或內部連接處應採取圓弧過度.r=(1/2~1)hR=r+h兩壁厚度相等圓角半徑計算圖示條件r>=(h1+h2)/2R=r+(h1+h2)/2 兩壁厚不等圓角半徑計算圖示條件。


铸造拔模斜度标准(一)铸造拔模斜度标准介绍•铸造拔模斜度是衡量铸件成型质量的重要指标之一。
•正确的铸造拔模斜度标准能够确保铸件的尺寸、形状和表面质量符合设计要求。
为什么需要拔模斜度标准?•铸造中,熔融金属被注入铸型,然后通过冷却凝固成型。
•当冷却凝固完成后,需要将铸件从铸型中取出,这个过程称为拔模。
•拔模斜度表示铸件从铸型中脱离的程度,对铸件的几何尺寸和表面质量有直接影响。
拔模斜度标准的重要性•拔模斜度过大,可能导致铸件尺寸不准确,形状变形,甚至出现裂纹等缺陷。
•拔模斜度过小,可能导致铸件在拔模过程中受力不均匀,造成铸型损坏和铸件损坏。
•正确的拔模斜度标准能够保证铸件的尺寸精度、形状稳定性和表面质量。
如何确定拔模斜度标准?•拔模斜度标准应根据具体的铸造材料、铸型材料和铸件形状等因素来确定。
•标准可以参考国际铸造标准、企业内部标准以及相关行业的技术规范。
•在实际生产中,可以通过试验和实践来调整和优化拔模斜度标准。
拔模斜度标准的应用•拔模斜度标准在铸造设计、工艺规程和质量控制等环节都有重要应用。
•在铸造设计阶段,拔模斜度标准可以指导铸型结构设计和放样。
•在工艺规程中,拔模斜度标准可以指导拔模工艺参数的设定和调整。
•在质量控制中,拔模斜度标准可以用于检验和判定铸件的合格与否。
总结•正确的铸造拔模斜度标准是保证铸件质量的关键因素之一。
•拔模斜度过大或过小都会影响铸件的尺寸、形状和表面质量。
•确定拔模斜度标准需要考虑具体的材料和形状等因素。
•拔模斜度标准在铸造设计、工艺规程和质量控制中都有重要应用。


脱模斜度标准(总1页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--脱模斜度标准图纸资料有明确脱模斜度要求且合理时,按图纸尺寸要求放好公差后设计脱模斜度。
图纸资料的脱模斜度和公差不合理时,与产品设计员沟通确定合理的脱模斜度和公差。
图纸资料未注明或没有明确的脱模斜度时,应明确设计要求后按照以下表脱模斜度分类。
碰穿面的镶件应在产品的背面单边放大再按照上表各类型的脱模斜度标准进行拔模。
特殊部位,如后模有较高的筋时要求筋的底部壁厚 b略等于产品平均壁厚的 a2^3 ,筋的最顶部壁厚 c不小于。
特殊情况可偏离取值范围。
产品类别材质表面要求外形侧壁静模脱模斜度动模脱模斜度扣脚脱模斜度备注面板类模具PC亮面2°1°以上°~1°4°~5°基座类模具PC细沙面°~ 2°1°~°°~ 1°PA6细沙面°1°~°≤°盖板类模具PC亮面≤°°≤°安装架类模具PC细沙面°~ 2°1°~°°~ 1°亮面°~ 2°1°~°°~ 1°注:制品表面要求蚀皮纹的外形侧壁脱模斜度应≥°。