模具斜度及蚀纹关系对照表
- 格式:doc
- 大小:863.00 KB
- 文档页数:7
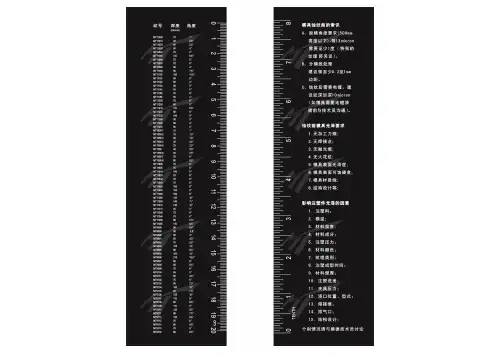
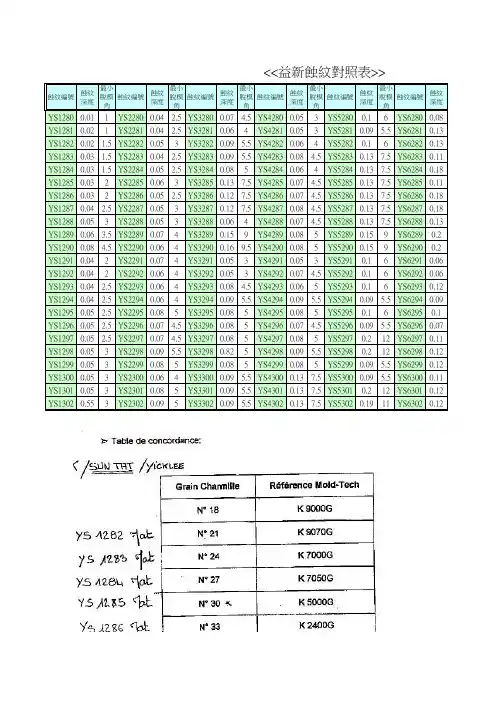
Q/TKM 3 — 2003附录C益新电机蚀刻有限公司蚀纹样板(1/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 110000.0050.15°YS 92800.0101°YS 82800.0302°YS 72800.075 4.5°YS 110010.0080.25°YS 92810.0151°YS 82810.040 2.5°YS 72810.070 4.5°YS 110020.0100.5°YS 92820.020 1.5°YS 82820.0503°YS 72820.0805°YS 110030.0151°YS 92830.025 1.5°YS 82830.040 2.5°YS 72830.085 5.5°YS 110040.020 1.5°YS 92840.025 1.5°YS 82840.040 2.5°YS 72840.090 5.5°YS 110050.025 1.5°YS 92850.0302°YS 82850.045 2.5°YS 72850.0956°YS 110060.025 1.7°YS 92860.0302°YS 82860.070 4.5°YS 72860.090 5.5°YS 110070.0302°YS 92870.040 2.5°YS 82870.070 4.5°YS 72870.0805°YS 110080.033 2.2°YS 92880.0503°YS 82880.070 4.5°YS 72880.159°YS 110090.035 2.5°YS 92890.060 3.5°YS 82890.0805°YS 72890.1911°YS 110100.0403°YS 92900.085 4.5°YS 82900.0805°YS 72900.1911°YS 110110.0151°YS 92910.0352°YS 72910.070 4.5°YS 110120.018 1.5°YS 92920.0352°YS 62800.075 4.5°YS 72920.0604°YS 110130.0202°YS 92930.040 2.5°YS 62810.137.5°YS 72930.072 4.5°YS 110140.0202°YS 92940.040 2.5°YS 62820.137.5°YS 72940.085 5.5°YS 110150.025 2.3°YS 92950.045 2.5°YS 62830.117°YS 72950.0805°YS 110160.028 2.5°YS 92960.045 2.5°YS 62840.1810°YS 72960.085 5.5°YS 110170.0303°YS 92970.0505°YS 62850.117°YS 72970.137.5°YS 110180.035 3.2°YS 92980.055 5.5°YS 62860.1810°YS 72980.137.5°YS 110190.038 3.5°YS 92990.060 6.5°YS 62870.1810°YS 72990.137.5°YS 110200.040 3.5°YS 93000.0657.5°YS 62880.1911°YS 110210.0424°YS 93010.0708.5°YS 62890.2012°YS 110220.045 4.5°YS 93020.09011°YS 62900.2012°YS 62910.0553°YS 62920.0553°YS 62930.127.5°YS 62940.085 5.5°YS 62950.090 5.5°YS 62990.127.5°YS 62960.070 4.5°YS 63000.117°YS 62970.117°YS 63010.0127.5°YS 62980.127.5°YS 63020.0127.5°益新电机蚀刻有限公司蚀纹样板(2/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 52800.106°YS 42800.0503°YS 32800.070 4.5°YS 22800.040 2.5°YS 52810.090 5.5°YS 42810.0503°YS 32810.0604°YS 22810.040 2.5°YS 52820.106°YS 42820.0604°YS 32820.085 5.5°YS 22820.0503°YS 52830.137.5°YS 42830.075 4.5°YS 32830.085 5.5°YS 22830.040 2.5°YS 52840.137.5°YS 42840.0604°YS 32840.0855°YS 22840.045 2.5°YS 52850.137.5°YS 42850.074 4.5°YS 32850.137.5°YS 22850.0553°YS 52860.137.5°YS 42860.070 4.5°YS 32860.127.5°YS 22860.045 2.5°YS 52870.137.5°YS 42870.075 4.5°YS 32870.127.5°YS 22870.0503°YS 52880.137.5°YS 42880.070 4.5°YS 32880.0604°YS 22880.0503°YS 52890.159°YS 42890.0805°YS 32890.159°YS 22890.0654°YS 52900.159°YS 42900.0825°YS 32900.169.5°YS 22900.0604°YS 52910.106°YS 42910.0503°YS 32910.0503°YS 22910.0654°YS 52920.106°YS 42920.070 4.5°YS 32920.0503°YS 22920.0604°YS 52930.0956°YS 42930.0553°YS 32930.075 4.5°YS 22930.0604°YS 52940.090 5.5°YS 42940.085 5.5°YS 32940.090 5.5°YS 22940.0604°YS 52950.106°YS 42950.0805°YS 32950.0805°YS 22950.0805°YS 52960.085 5.5°YS 42960.070 4.5°YS 32960.0805°YS 22960.070 4.5°YS 52970.2012°YS 42970.0805°YS 32970.0825°YS 22970.070 4.5°YS 52980.2012°YS 42980.085 5.5°YS 32980.0825°YS 22980.090 5.5°YS 52990.085 5.5°YS 42990.0805°YS 32990.0825°YS 22990.0805°YS 53000.090 5.5°YS 43000.137.5°YS 33000.085 5.5°YS 23000.0604°YS 53010.2012°YS 43010.137.5°YS 33010.090 5.5°YS 23010.0805°YS 53020.1911°YS 43020.137.5°YS 33020.090 5.5°YS 23020.090 5.5°YS 12800.0101°YS 12870.040 2.5°YS 12940.040 2.5°YS 13010.0503°YS 12810.0151°YS 12880.0503°YS 12950.040 2.5°YS 13020.0553°YS 12820.020 1.5°YS 12890.060 3.5°YS 12960.045 2.5°YS 12830.025 1.5°YS 12900.075 4.5°YS 12970.045 2.5°YS 12840.025 1.5°YS 12910.0352°YS 12980.0503°YS 12850.0302°YS 12920.0352°YS 12990.0503°YS 12860.0302°YS 12930.040 2.5°YS 13000.0503°华生模具蚀刻厂蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS31010.002″1°HS41010.007″ 3.5°HS51010.010″5°HS31020.003″ 1.5°HS41020.007″ 3.5°HS51020.012″6°HS31030.004″2°HS41030.008″4°HS51030.016″8°HS31050.006″3°HS41050.013″ 6.5°HS51050.016″8°HS31060.009″ 4.5°HS41060.015″7.5°HS51060.020″10°HS31070.011″ 5.5°HS41070.015″7.5°HS51070.020″10°HS31080.011″ 5.5°HS41080.015″7.5°HS51080.025″12.5°HS31090.012″6°HS41090.015″7.5°HS51090.025″12.5°HS31100.013″ 6.5°HS41100.018″9°HS51100.030″15°HS31110.015″7.5°HS41110.018″9°HS51110.015″7.5°HS31120.017″8.5°HS41120.019″9.5°HS51120.015″7.5°HS31130.013″ 6.5°HS41130.010″5°HS51130.012″6°HS31140.005″ 2.5°HS41140.012″6°HS51140.015″7.5°HS31150.007″ 3.5°HS41150.017″8.5°HS51150.015″7.5°HS31160.005″ 2.5°HS41160.013″ 6.5°HS51160.015″7.5°HS31170.007″ 3.5°HS41170.013″ 6.5°HS51170.017″8.5°HS31180.008″4°HS41180.013″ 6.5°HS51180.020″10°HS31190.008″4°HS41190.020″10°HS51190.020″10°HS31200.009″ 4.5°HS41200.025″12.5°HS51200.020″10°HS31210.010″5°HS41210.025″12.5°HS51210.025″12.5°HS31220.010″5°HS41220.025″12.5°HS51220.025″12.5°HS31230.011″ 5.5°HS41230.018″9°HS51230.026″13°HS31240.012″6°HS41240.020″10°HS51240.028″14°HS61010.008″4°HS61090.020″10°HS61160.015″7.5°HS61020.013″ 6.5°HS61100.070″ 3.5°HS61170.023″11.5°HS61030.014″7°HS61110.011″ 5.5°HS61180.023″11.5°HS61050.016″8°HS61120.010″5°HS61190.025″12.5°HS61060.016″8°HS61130.018″9°HS61200.020″10°HS61070.020″10°HS61140.020″10°HS61210.030″15°HS61080.013″ 6.5°HS61150.015″7.5°HS61220.030″15°15Q/TKM 3 — 2003附录F妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN10001°以上#600~800HN 20002°以上#600HN 3000 1.5°以上#800~1000 NO.21°以上镜面10011°以上600~80020013°以上6003001 1.5°以上600~800 NO.32°以上镜面1002 1.5°以上600~8002002 3.5°以上40030022°以上600~800 NO.43°以上#800~100010031°以上600~80020034°以上4003003 2.5°以上600~800 NO.54°以上800~10001004 1.5°以上600~8002004 5.5°以上4003004 2.5°以上400~600 NO.6 1.5°以上800~10001005 1.5°以上600~80020057°以上40030053°以上400~600 NO.7 1.5°以上600~80010062°以上400~60020068°以上40030063°~4°400~600 NO.82°以上600~8001007 2.5°以上400~60020077°以上4003007 1.5°以上600~800 NO.9 2.5°以上400~8001008 2.5°以上400~60020087.5°以上40030082°以上400~600 NO.10 2.5°以上400~6001009 1.5°以上400~60020094°以上4003009 2.5°以上400~600 NO.113°~4°400~60010102°以上400~60020103°以上4003010 2.5°以上400~600 NO.124°~5°400~60010113°以上400~60020113°以上40030113°以上400~600亚光NO.12°以上#60010123°~4°320~4002012 3.5°以上4003012 3.5°以上400~600 NO.2 2.5°以上40010134°~5°320~4002013 3.5 以上4003013 3.5°以上400~600 NO.33°以上40010145°~6°320~40020143°以上400N.TONE012°以上#600 NO.4 3.5°以上320~40010153°~4°320~40020154°以上400N.TONE02 2.5°以上600 NO.54°以上320~40010164°~5°320HN 20 2.5°以上#600N.TONE033°以上600 NO.65°以上320~40010175°~6°32021 2.5°以上400~600N.TONE04 3.5°以上600 NO.76°以上320HN2016 4.5°以上#400223°~4°320~400N.TONE054°以上600 NO.8 6.5°以上3202017 4.5°以上400234°~5°320N.TONE06 4.5°以上600 NO.97°以上32020186°以上400243°以上320N.TONE073°以上600 HN-DS013°#32020199°以上40025 3.5°以上320N.TONE08 3.5°以上600 DS024°32020203°以上400264°以上320N.TONE094°以上600 DS034°3202021 3.5°以上40027 4.5°以上320N.TONE105°以上600 DS04 4.5°3202022 3.5°以上400285°~6°320N.TONE115°以上600 DS05 1.5°80020234°以上400295°~6°320N.TONE126°以上600 DS062°8002024 6.5°以上400308°以上320N.TONE131°以上800 DS07 2.5°60020257.5°以上400319°以上320N.TONE142°以上800 DS083°40020269°以上400HN-DS111°以上#800N.TONE15 1.5°以上800 HN-TS012°以上#600HN-TS044°以上#400DS12 1.5°以上600~800N.TONE16 3.5°以上600 TS02 3.5°以上400TS05 4.5°以上400DS132°以上600~800N.TONE172°以上800 TS033°以上400TS065°以上400DS142°以上600~800N.TONE18 5.5°以上600。
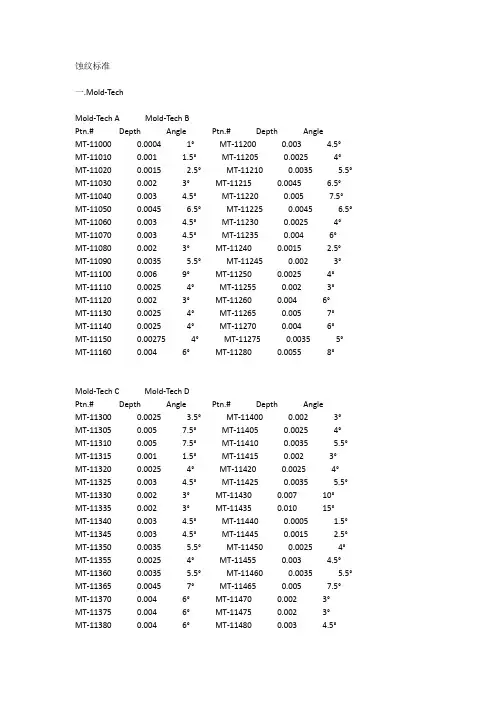
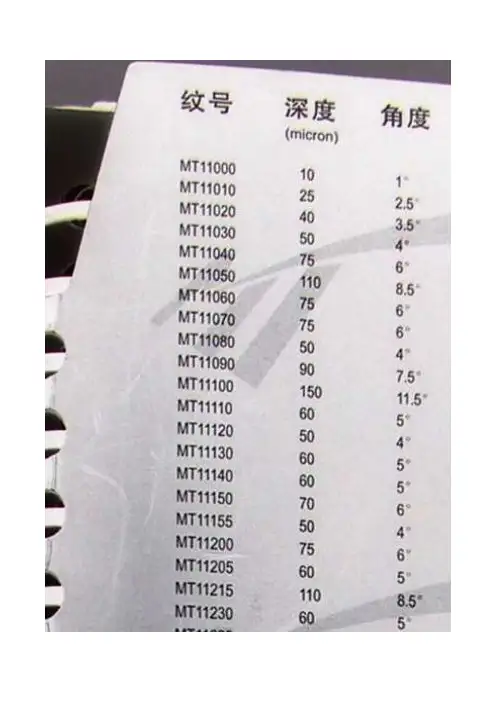
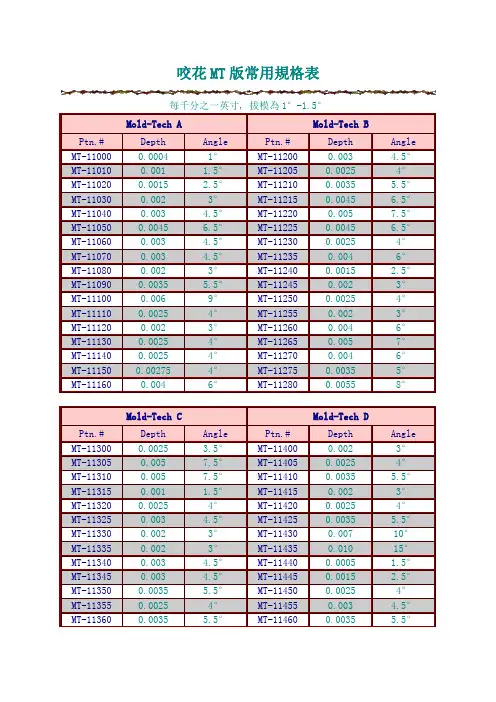
蚀纹标准一.Mold-TechMold-Tech A Mold-Tech BPtn.# Depth Angle Ptn.# Depth AngleMT-11000 0.0004 1°MT-11200 0.003 4.5°MT-11010 0.001 1.5°MT-11205 0.0025 4°MT-11020 0.0015 2.5°MT-11210 0.0035 5.5°MT-11030 0.002 3°MT-11215 0.0045 6.5°MT-11040 0.003 4.5°MT-11220 0.005 7.5°MT-11050 0.0045 6.5°MT-11225 0.0045 6.5°MT-11060 0.003 4.5°MT-11230 0.0025 4°MT-11070 0.003 4.5°MT-11235 0.004 6°MT-11080 0.002 3°MT-11240 0.0015 2.5°MT-11090 0.0035 5.5°MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4°MT-11110 0.0025 4°MT-11255 0.002 3°MT-11120 0.002 3°MT-11260 0.004 6°MT-11130 0.0025 4°MT-11265 0.005 7°MT-11140 0.0025 4°MT-11270 0.004 6°MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8°Mold-Tech C Mold-Tech DPtn.# Depth Angle Ptn.# Depth AngleMT-11300 0.0025 3.5°MT-11400 0.002 3°MT-11305 0.005 7.5°MT-11405 0.0025 4°MT-11310 0.005 7.5°MT-11410 0.0035 5.5°MT-11315 0.001 1.5°MT-11415 0.002 3°MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5°MT-11425 0.0035 5.5°MT-11330 0.002 3°MT-11430 0.007 10°MT-11335 0.002 3°MT-11435 0.010 15°MT-11340 0.003 4.5°MT-11440 0.0005 1.5°MT-11345 0.003 4.5°MT-11445 0.0015 2.5°MT-11350 0.0035 5.5°MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5°MT-11360 0.0035 5.5°MT-11460 0.0035 5.5°MT-11365 0.0045 7°MT-11465 0.005 7.5°MT-11370 0.004 6°MT-11470 0.002 3°MT-11375 0.004 6°MT-11475 0.002 3°MT-11380 0.004 6°MT-11480 0.003 4.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10Ptn.# Depth Ptn.# Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT325 0.003 MT588 0.0085 MT9800.004MT392 0.004 MT964 0.003 MT888 0.013 MT901 0. 003MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT9450.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT9700.002MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT9720.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT9730.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT9740.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT9780.003MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT9850.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-10.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-20.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-30.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-40.0075MT1122 0.0015 MT2019 0.0025 MT1234 0.0035 MT1055 -5 0.001MT1125 0.006 MT2020 0.002 MT1235 0.0035 MT10550.0015MT1126 0.0065 MT2028 0.0025 MT1236 0.0035 MT1055 -6 0.0017MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-70.0225MT1526 0.0135 23064 0.0015 23031 0.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS11 1° 5 ~ 7 800 噴砂咬花HN-DS12 1.5°10 ~ 13 600 ~ 800HN-DS13 2°12 ~ 15 600 ~ 800HN-DS14 2°13 ~ 19 600 ~ 800HN-DS01 3°25 ~ 30 320HN-DS02 4°35 ~ 40 320HN-DS03 4°36 ~ 42 320 化學咬花HN-DS04 4.5°38 ~ 43 320HN-DS05 1.5°9 ~ 13 800HN-DS06 2°14 ~ 19 800HN-DS07 2.5°19 ~ 24 600HN-DS08 3°25 ~ 30 400三.梨地梨地NO. 1 2°8~9 #400梨地NO. 2 2.5°15~16 #400梨地NO. 3 3°15~17 #400梨地NO. 4 3.5°16~18 #400梨地NO. 5 4°20~23 #400梨地NO. 6 4.5°25~30 #400梨地NO. 7 6°40~42 #320梨地NO. 8 6°57~60 #320梨地NO. 9 6°60~66 #320S ---半光澤G ---半光澤NO. 1 1° 1.7 鏡面NO. 2 1° 1 鏡面NO. 3 1° 1.4 鏡面NO. 4 1° 1.8 1000NO. 5 1° 2.9 1000NO. 6 1.5° 4 1000NO. 7 1.5° 6.5 #800NO. 8 2°7 #800NO. 9 2.5°7.7 #800NO. 10 3°10~11 #600NO. 11 3~4°12~15 #600NO. 12 4~5°16~18 #600S ---半光澤G ---半光澤HN20 2.5°12~14 #400HN21 3°15~17 #400HN22 3~4°23~25 #400HN23 4~5°33~37 #320HN24 4°19~21 #320HN25 4°23~25 #320HN26 4°26~30 #320HN27 5°37~40 #320HN28 5~6°41~43 #320HN30 6°58~63 #320 HN31 6°65~73 #320S ---半光澤G ---半光澤HN1000 1°4~5 #800 HN1001 1°5~6 #800 HN1002 1.5°8~ #800 HN1003 1°3~4 #800 HN1004 1°4~5 #800 HN1005 1°5~6 #800 HN1006 2°10~11 #600 HN1007 2.5°12~13 #600 HN1008 3°17~19 #600 HN1009 1.5°6~7 #600 HN1010 2°7~8 #600 HN1011 3°13~14 #600 HN1012 3.5°25~27 #400 HN1013 4°33~37 #400 HN1014 5°43~50 #400 HN1015 3°19~21 #400 HN1016 4°32~~33 #320 HN1017 5°36~~38 #320 S ---半光澤G ---半光澤HN2000 1.5°8~9 #600 HN2001 2°13~15 #600 HN2002 2.5°22~34 #400 HN2003 3.5°40~44 #400 HN2004 4°44~47 #400 HN2005 5.5°61~65 #400 HN2006 5.5°60~63 #400 HN2007 5°61~64 #400 HN2008 5°63~66 #400 HN2009 3°33~35 #400 HN2010 3.5°43~46 #400 HN2011 2°20~21 #400 HN2012 3°28~32 #400 HN2013 3.5°30~35 #400 HN2014 2.5°19~22 #400 HN2015 2.5°25~29 #400 HN2016 3°33~38 #400 HN2017 4°38~41 #400 HN2018 4°50~58 #400 HN2019 5°70~75 #400 HN2020 2°16~23 #400HN2022 3°25~27 #400HN2023 4°30~34 #400HN2024 4.5°42~50 #400HN2025 5°52~56 #400HN2026 5°62~70 #400S ---半光澤G ---半光澤HN3000 1.5°4~5 #800HN3001 1.5°5~6 #800HN3002 1.5°7~9 #800HN3003 2.5°8~11 #800HN3004 3°10~15 #600HN3005 3°16~18 #600HN3006 3.5°17~20 #600HN3007 1.5°7~9 #600HN3008 2°9~11 #600HN3009 2.5°12~14 #600HN3010 2.5°15~18 #600HN3011 3°18~22 #600HN3012 3.5°24~28 #600HN3013 3.5°27~31 #600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。

模具皮纹标准对照表文章一:《模具皮纹标准对照表,你真的懂吗?》咱今儿就来唠唠模具皮纹标准对照表这事儿。
就说我一朋友,开了个小工厂做模具。
有一次接了个大单子,可高兴坏了。
结果呢,因为没搞清楚模具皮纹的标准对照,做出来的东西全不合格,那损失可大了去了!这模具皮纹标准对照表啊,就像是个导航图。
比如说,你想要做出那种细腻光滑的皮纹效果,就得按照对应的标准来选材料、定工艺。
要是选错了,出来的东西可能就粗糙得没法看。
所以啊,大家可别小瞧了这张表,弄明白了能省不少事儿,还能保证产品质量!文章二:《模具皮纹标准对照表:开启成功之门的钥匙》朋友们,不知道你们有没有听说过模具皮纹标准对照表?这东西可重要啦!我给您举个例子,有个厂家生产手机壳模具,本来想着能大赚一笔。
但就是因为没对照好皮纹标准,做出来的壳子手感差得很,结果订单全黄了。
这模具皮纹标准对照表呢,就好比是做菜的菜谱。
您想做出美味的菜肴,就得按照菜谱来准备食材和掌握火候。
做模具也是一样,按照标准来,才能做出让人满意的产品。
您要是做这行的,可得把这张表研究透喽!文章三:《模具皮纹标准对照表,你不能不知道的秘密》嘿,大家好!今天咱来聊聊模具皮纹标准对照表。
比如说,您想做一个玩具车的模具,车身上要有那种酷炫的纹理。
这时候,就得靠模具皮纹标准对照表来帮忙啦。
要是不对照着来,做出来的纹理可能歪歪扭扭,这玩具车还能好看吗?我认识一个师傅,手艺那是没得说,可就是因为没重视这张表,有一回做模具出了岔子,被老板好一顿批评。
所以说啊,不管您是新手还是老手,都得把这标准对照表放在心上!文章四:《模具皮纹标准对照表:小表格,大作用》亲爱的朋友们,今天咱们来说说模具皮纹标准对照表。
您想想,如果您要做一个精美的首饰模具,皮纹要是不符合标准,那做出来的首饰能好看吗?肯定不行啊!我之前见过一个案例,一家公司做汽车内饰模具,就因为没搞准皮纹标准,生产出来的产品客户根本不买账,公司损失惨重。
这模具皮纹标准对照表虽然看起来就是一张小小的表格,但它的作用可大着呢,能决定您的产品是成功还是失败。