40-8型自动灌装压盖联合机进行毕业设计
- 格式:doc
- 大小:1.70 MB
- 文档页数:39
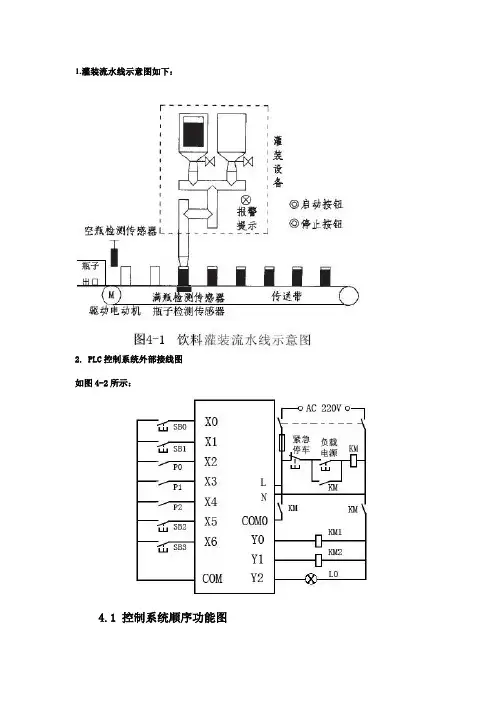
1.灌装流水线示意图如下:2. PLC控制系统外部接线图如图4-2所示:4.1 控制系统顺序功能图顺序功能图如4-1图所示:4.2 梯形图定时器选择:根据已确定的PLC型号FX2N-16MR-001以及题目要求,该设计中的定时器选用T0、T1计数器选择:控制要求中提到计数器最大计数值99999999,可见必须选择32位计数器,再根据已确定的PLC型号FX2N-16MR -001可选择C200、C201。
5、课题研究背景几年前,自动化技术只占包装机械设计的30%,现在已占50%以上,大量使用了微电脑设计和机电一体化控制。
提高包装机械自动化程度的目的:一是为了提高生产率;二是为了提高设备的柔性和灵活性;三是为了提高包装机械完成复杂动作的能力。
本设计的目的是利用“PLC”技术平台自主开发创新,将机械、电气和自动化等技术有机结合,构成实用的饮料灌装生产线模拟系统。
7.课题研究内容根据控制要求,以PLC为核心,设计出一款饮料灌装生产流水线控制系统。
设计系统控制硬件电路,编写软件控制系统程序,实现对饮料灌装流水线的控制。
8、课程研究意义本设计鉴于PLC可靠性高、耐恶劣环境能力强、使用极为方便三大特点,利用PLC技术平台自主开发创新,将机械、电气和自动化等技术有机结合,将传统的继电器-接触器控制功能用PLC代替,构成实用、可靠的饮料灌装生产线PLC控制系统。
该控制系统可节省大量电气元件、导线与原材料,缩短设计周期,减少维修工作量, 提高加工零件合格率,进而提高生产率,而且程序调整修改方便灵活,提高了设备的柔性和灵活性。
具有整体技术经济效益。
9、课题研究方法步骤如下:1.控制系统总体设计:分析控制要求,了解系统工作过程。
2.控制系统硬件的设计:PLC型号、相关元器件的选择以及外部接口电路的设计。
3.控制系统软件设计:绘制顺序功能图和梯形图4.系统调试:利用仿真软件对所编制的程序进行软件调试。
3.输入/输出接口(I/O)功能量如下表4-1、4-2所示:表4-1 饮料罐装生产流水线控制系统的PLC输入接口功能表序号工位名称文字符号输入口1 起动按钮SB1 X0002 停止按钮SB2 X0013 空瓶检测传感器开关信号P0 X0024 瓶子检测传感器开关信号P1 X0035 满瓶检测传感器开关信号P2 X0046 空瓶计数器手动复位开关SB3 X0057 满瓶计数器手动复位开关SB4 X006表4-2 饮料罐装生产流水线控制系统的PLC输出接口功能表序工位名称文字符号输入口号1 电机驱动传送带工作KM1 Y0002 灌装设备工作KM2 Y0013 灌装过程报警显示灯L0 Y002根据确定后的输入/输出接口(I/O)数量,本设计选择的PLC机型为FX2N-16MR-001。
![液体包装机毕业设计[管理资料]](https://uimg.taocdn.com/ca2db7034693daef5ff73d72.webp)
1 绪论国内外液体包装机的发展状况及其前景国内的发展[1]人们的消费习惯和消费质量的变化和提高,必将促进食品和包装机械向多品种,多功能,高水平的方向发展,特别是我国已经加入WTO,包装机械市场要面向全球,国外包装机械的先进技术和装备不断涌入我国市场,这也使我们必须采取应对措施,不断提高我国包装机械水平,努力满足国内外市场需要。
一是实现食品包装的单机机械化,在1945年以前,食品的包装大多是采用单机完成的;二是实现包装机械的初步自动化,在50年代,包装机采用了电气开关和光电管;三是实现包装自动流水线生产。
在60年代,包装机上广泛应用新型电子元件组成的控制系统、新型机械、及电气和液压气动等新技术;四是在包装机上采用电子计算机控制,70年代由于采用计算机对包整机械进行控制,提高了单机和自动线的自动化水平;五是向无人化的方向发展,80年代后,包装机的包装产品多样化,不仅外观好看,而且经济实用。
我国的包装机械与国外的技术差距主要表现在机械的稳定性和可靠性上(a)机电一体化技术,提高包装机械自动化程度及运行可靠性和稳定性。
(b)激光应用技术,将微机控制、检测、调整、显示等项技术应用于包装机械,提高包装机械运行的可靠性和智能化程度。
(c)热管技术,提高包装机械封口的质量、可靠性及对材料的适应性,节约能源。
高精度定量软包机实现的是对一些无粘性液体的包装,本机采用的材料是复合材料,包装材料是以玻璃纸等为基纸引为商标,并涂上高压聚乙烯制成,喷涂要均匀,复卷后外圆平整,不允许有高低不平或两边松紧不一的现象。
高精度定量软包机由于功能较少应用范围小所以生产率较高、成本低,对于包装行业的中小企业来说是不错的选择。
本次设计的主要对象是包装机的整体部分,介绍了包装机的横封机构、纵封机构和供料机构,并简单的介绍了他的电气部分。
其机械部分主要有横封器、纵封器、剪切机构和可调量杯机构,电气部分主要有光电开关、凸轮接近开关控制机构和减速电机。

本文主要介绍了自动装卸机实际应用的设计过程,本文所设计的自动装卸机应用于瓶装饮料生产线中的装卸工作。
设计过程包括装卸机整体结构分析,零件造型,零件工艺分析,PLC选择等。
首先对装卸机工作内容进行分析与设计,绘制工作环境图,并对主要零部件及其运动方式进行设计,利用计算机辅助设计软件对各零部件进行二维或三维的图形绘制,并对主要零部件进行结构和尺寸分析,合理布局各零部件,确定机械整体尺寸,采用PLC实现机器的自动控制。
设计过程中,使用了UGNX4.0、AUTOCAD、PLC编程软件等。
关键词:自动装卸机 PLC 自动控制摘要 (I)引言 (1)第一章毕业设计任务 (2)1.1 设计题目及要求 (2)1.2 装卸机的发展 (2)1.3 装卸原则 (3)1.4本章小结 (4)第二章自动装卸机总体设计 (5)2.1 工作内容与环境分析 (5)2.2 整体构思 (6)2.3 总体尺寸设计 (7)2.4本章小结 (7)第三章运动及结构分析 (8)3.1 饮料瓶搬运 (8)3.1.1 机械手水平方向运动分析 (8)3.1.2 机械手垂直方向运动分析 (9)3.2 薄铁板搬运 (10)3.3本章小结 (11)第四章气动装置设计 (12)4.1 气动传动概述 (12)4.2 气动传动系统特点 (12)4.3 气动抓瓶器设计 (12)4.4 真空吸盘设计 (14)4.5本章小结 (15)第五章控制及检测系统设计 (16)5.1 PLC概述 (16)5.2 PLC主要优点 (16)5.3 PLC的硬件结构及工作原理 (16)5.3.1 PLC控制系统组成 (17)5.3.2 PLC的工作过程 (17)5.4 控制系统构成及工作流程 (18)5.4.1 控制系统构成 (18)5.4.2 控制系统工作流程 (18)5.5 PLC的选择 (19)5.6 传感器的选择 (22)5.7 接触器的选择 (23)5.8 热继电器的选择 (23)5.9 开关电器、熔断器的选择 (24)5.10本章小结 (24)第六章软件设计 (25)6.1 系统I/O点分配 (25)6.2 PLC梯形图 (26)6.2 程序调试与结果 (30)6.3 本章小结 (30)第七章毕业设计总结 (31)致谢 (32)参考文献 (33)引言当今世界制造业自动化普及速度加快,机械与电子科技技术的完美融合,以求高速度、高精度,推进自动化与智能化的发展,迫使生产设备的自动化程度及生产效率提高,采取在原有的机械设备的基础上,外加入电子元件或装置,使机器、设备或生产过程的某个工作状态或参数自动地按照预定的规律运行,从而来提高生产效率,使产品生产赢得时间赢得市场。
上海医疗器械高等专科学校毕业设计(论文)KGL240西林瓶轧盖机的使用与维修保养姓名:唐晓伟系部:精密医疗器械系专业:药剂设备制造与维护班级:药剂二班指导教师:丁力军完成日期 2011年6月15日KLG240西林瓶轧盖机的使用与维修保养KGL240西林瓶轧盖机的使用与维修保养摘要西林瓶轧盖机为台式三刀旋风轧盖机,不锈钢外型,操作安全方便,工作时,被轧盖瓶子不转,平均分布角度为120°的三只旋风刀(轧刀)旋转轧盖封口,刀柄设计为弹簧结构,三刀的距离可以微调,适应性强,轧盖成品率高,本机是部队、医院、化验室、小型制药厂的理想选择。
在使用之前,我们需要对设备有一个总体上的了解,例如外观,用途,特点,对环境的要求还有相关设备参数等,这样我们才能对所研究对象有一个更全面的认识。
为了能够更好地操作,当然还需要了解设备的结构和工作原理。
而使用前的准备工作,即安装与调试,以及零部件更换即相关的调整也是必要的。
然后就是具体的设备使用与操作流程。
日常维护和保养非常重要,为了保证设备的长期稳定正常地运转必须重视日常维护和保养。
在学习日常维护的过程中也要知道一些常规故障(具体到某零部件上)的排除方法。
现在就对西林瓶轧盖机的使用与维修保养进行分析和阐述。
关键词:轧盖机,轧刀,上海医疗器械高等专科学校毕业设计(论文)The use and maintenance of Vial capping machineABSTRACTVial capping machine is desktop Mito Cyclones capping machine, stainless steel exterior, operational safety, convenience, jobs, they were capping the bottle does not turn, the average distribution angle of 120 ° of the three cyclone knife (rolling blade) rotating rolling cover seal, designed to handle the spring structure, the distance can be fine-tuning Mito, adaptability, capping high yield, the machine is the army, hospitals, laboratories, ideal for small laboratories.Before using the equipment we need to have a general understanding of, for example, appearance, uses, characteristics, environmental parameters required, and related equipment, so that we can on the subjects have a more comprehensive understanding. In order to better operate, of course, need to understand the structure and working principle of the device. Preparation before use, the installation and commissioning, as well as replacement parts or related adjustments are necessary. Is the specific device and then use and operation processes. Routine maintenance and maintenance is very important in order to ensure the long-term stability of normal equipment operation must pay attention to routine maintenance and upkeep. Routine maintenance in the learning process should also know that some conventional fault (specific to a component on) exclusion method.Now let’s start t o analyze and elaborate the use and maintenance of the vial capping machine.Key Words: capping machine,cyclone knifeKLG240西林瓶轧盖机的使用与维修保养目录摘要 (1)ABSTRACT (2)目录 (3)第1章绪论 (4)第2章设备概况与安装调整 (5)2.1 设备概况介绍 (5)2.1.1 设备概述 (5)2.1.2 设备相关参数 (6)2.1.3 设备的结构和原理 (6)2.2 设备的安装与调试 (7)2.2.1 安装 (7)2.2.2 调试 (8)2.3 更换产品规格时应注意事项 (9)2.3.1 总体相关说明 (9)2.3.2 进出瓶拨盘的调整 (10)2.3.3 导轨板的调换 (10)2.3.4 轧刀的调整 (11)2.3.5 理盖转盘组件的调换 (12)2.3.6 落盖导轨的更换 (13)2.3.7 压头的更换 (14)2.3.8 安全指南 (14)第3章设备操作与使用 (16)3.1 设备的操作与使用 (16)3.1.1 设备开机运行 (16)3.1.2 设备的具体操作使用 (17)第4章设备的维修与保养相关 (18)4.1 维修保养要求 (18)4.2 常规故障排除方法 (18)4.2.1 关于轧盖机头 (18)4.2.2关于落盖导轨 (19)4.2.3 关于限位开关 (19)4.2.4 关于输送带 (19)第5章结束语 (20)谢辞 (22)参考文献 (23)附录 (24)The development and feature ideas (24)of high-speed capping machine (24)高速轧盖机的研发思路和特点 (29)上海医疗器械高等专科学校毕业设计(论文)第1章绪论毕业设计(论文)作为大学所学知识的最后一次归纳总结,其作用非常重大。
毕业设计(论文)欧阳光明(2021.03.07)题目:自动化生产线中的饮料灌装系统——软件设计学生姓名:学号:专业:班级:指导教师:年月日河北工程大学毕业设计(论文)任务书题目:自动化生产线中的饮料灌装系统——软件设计学生姓名:学号:专业班级:学院:设计起止日期:题目性质一:实际工程设计项目科学研究理论研究其他题目性质二:真题模拟题目其他技术要求及原始数据:系统基于PLC-200,主要功能完成饮料灌装生产过程,明确装瓶,传送,盖盖,检测过程,并可以启动,移位,复位按钮进行操作,实现手动,自动全过程。
主要任务: 1、绘制工作流程图或顺序功能图;2、编写全程序T型图或指令表;3、运用程序进行调试;4、编写设计说明书;学生(签字):系主任(签字):指导教师(签字):院长(签字):河北工程大学毕业设计(论文)评语学生姓名专业班级毕业设计(论文)题目自动化生产线中的饮料灌装系统——软件设计1、指导老师评语:指导教师(签字)年月日2、评阅人评语:评阅人(签字)年月日3、答辩组评语:答辩组组长(签字)年月日摘要随着工业自动化水平日益提高,众多工业企业均面临着传统生产线的改造和重新设计问题。
PLC(可编程序控制器)是以微处理器为核心的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一起,近年来在工业自动控制、机电一体化、改造传统产业等方面得到普遍应用。
作为通用工业控制计算机,其实现了工业控制领域接线逻辑到存储逻辑的飞跃,在世界工业控制中发挥着越来越重要的作用。
在饮料行业,自动化生产线的生产方式是推广的最普及的一种生产模式,它促使灌装的速度大幅提升,同时也使得灌装精度更高,给企业带来了不可小觑的生产力。
鉴于此,设计者利用PLC 的功能和特点设计出了一款饮料灌装生产流水线控制系统。
本文所涉及的饮料灌装自动化生产线采用PLC控制,流量计计量,确保了灌装的速度和精度。
本文详细论述了饮料灌装机控制系统的设计步骤,通过对灌装机系统的充分了解,以行业现状为出发点,结合其他行业自动控制技术的应用情况,提出了基于PLC的饮料灌装机控制系统的基本结构。
目录摘要 (1)0引言 (2)0.1西门子S7-200smart硬件介绍软件应用 (2)1饮料箱自动码垛机结构原理 (5)1.1工艺流程 (5)2方案设计 (6)2.1控制方案 (6)2.2伺服系统 (6)2.2.1伺服系统简介 (6)2.2.2伺服系统应用使用 (7)2.3气动系统及吸盘 (8)2.3.1气动系统 (8)2.3.2真空吸盘 (9)2.4步进电机 (9)2.5脉冲输出控制(PTO方式输出) (10)2.6PLC控制系统一般设计步骤 (12)3电气接线图(按I/0分配表进行连接) (14)4软件设计 (15)4.1I/O分配 (15)4.2程序 (16)5结论 (35)6参考文献 (37)摘要传统的机械设备与产品多以机械为主,是电气、液压和气动控制的机械设备,随着工业水平的不断发展,机械设备已逐步的由手动控制改为自动控制,设备本身也发展成为机电一体化的综合体,可编程控制器(PLC)是以微处理器为核心,综合计算机、自动化技术和通讯技术发展起来的一种新型工业自动控制装置。
经过30多年的发展,目前可编程控制器已经成为自动化领域中最重要、应用最多的控制装置,,居工业生产自动化三大支柱(可编程控制器、机器人、计算机辅助设计与制造)首位。
其广泛的深度和广度成为衡量一盒国家工业自动化程度高低的标志。
关键词:可编程控制器(PLC),控制系统饮料箱自动码垛机plc控制回路设计马宫世君1646122370引言随着科学技术的迅猛发展,生产力水平的不断提高,人们对降低劳动强度、改善工作环境日益重视起来。
石油化工、化肥、粮食、港口等行业对包装质量和劳动效率的要求也日益提高,从而促进了这些企业的现代化改造。
而传统的人工包装由于其生产效率低下而成为这些行业产量和包装质量提高的巨大障碍,已不能满足现代化大生产的需要。
用户为了便于产品的运输和储存,对包装要求更加严格,包装已成为企业升级和获得经济效益的关键因素,因此尽快提高产品的包装质量,是这些行业的迫切任务之一,也是用户对这些行业的要求。
·本科毕业设计(论文)题目啤酒自动灌装生产流水线控制系统的设计学生姓名崔译丹学号201433070001教学院系电气信息学院专业年级电气工程及其自动化2014级(双)指导教师方玮职称讲师单位西南石油大学辅导教师职称单位完成日期2016 年05 月19 日Southwest Petroleum University Graduation ThesisThe Design of Automatic Beer Filling Production LineControl SystemGrade: 2014Name: Cui yidanSpeciality: Electrical Engineering and Automation Instructor: Fang weiSchool of Electrical Engineering and Information2016-5摘要本文主要介绍的是基于三菱FX2N-64MR PLC的啤酒自动灌装生产流水线的设计。
该系统的设计包括硬件设计和软件设计,其中硬件设计包括三菱FX2N-64MR PLC 外部电路的设计;软件部分包括程序的设计与调试。
在本设计中,包括自动控制和手动控制,选择适当的清洗机,灌装机,封盖机,包装机以及光电传感器实现了清洗、灌装、封盖、包装、检测等功能。
形成快速一体的自动灌装系统。
本设计中使用了计数器分别对合格品与不合格品进行检测,并设置了红灯绿灯便于操作者观察,另外,为了保证系统在出现意外故障时,能够得到很好的解决,系统还配置了急停开关等。
对于检查出的不合格产品采用推出装置将其移走。
并运用组态王软件实现了对整个自动灌装系统的实时监控,可以更好的了解和调整生产工艺及控制程序。
关键词:啤酒灌装;三菱FX2N-64MR PLC;组态王;AbstractThis article introduce The design of automatic beer filling production line control system that based on Mitsubishi FX2N-64MR PLC(Programmable Logic Controller Programmable Logic Controller). In my design, it include two parts about hardware and software. The hardware parts include the design of the external circuit of Mitsubishi FX2N-64MR PLC. The software part includes the design and debugging of the program.In this design, including automatic control and the manual control, I select the appropriate cleaning machine, filling machine, capping machine, packaging machine and photoelectric sensor realized washing, filling, sealing, packaging, testing and other functions. They form an automatic filling system with rapid integration. This design using the counter respectively for qualified products and unqualified products were detected, and set up a red light green light is convenient for the operator to observe. In addition, in order to ensure the system in the unexpected failure, can get very good solution, the system is also equipped with emergency stop switch. To check out the unqualified products using the launch device to move away. And the use of configuration software to realize the real-time monitoring of the automatic filling system, can better understand and modify the production process and control program.Keywords:Beer Filling;Mitsubishi FX2N-64MR PLC;Kingview目录1 绪论 (1)1.1 设计目的与意义 (1)1. 2 国内发展趋势 (1)1. 3本设计的主要任务 (1)2 总体设计方案 (3)2.1 啤酒灌装生产流水线的基本结构 (3)2.2 啤酒灌装生产流水线的工作原理 (4)3 系统硬件设计 (5)3.1 选择电气元件 (5)3.1.1 电动机的选择 (5)3.1.2清洗灌装封盖打包设备的选择 (5)3.1.3传感器的选择 (7)3.1.4 热继电器的选择 (8)3.1.5 接触器的选择 (9)3.1.6 低压断路器和熔断器的选择 (9)3.1.7 信号电器的选择 ........................................................................................... (9)3.2 选择PLC ................................................................................................................ ..103.2.1 PLC的I/O分配表 ....................................................................................... ..113.2.2 PLC端口接线图........................................................................................... ..123.3主电路的设计 ........................................................................................................ ..124 系统程序的设计 (14)4.1系统流程图 (14)4.2 梯形图 (14)4.2.1 手动灌装流水线程序 (16)4.2.2 自动灌装流水线程序 (20)西南石油大学本科毕业设计(论文)5 系统组态设计 (25)5.1制作过程 (25)5.1.1 创建新工程 (25)5.1.2 构建数据词典 (26)5.1.3 组态画面和动画连接 (27)5.2组态设计运行和调试 (29)6 总结 (33)谢辞 (34)参考文献 (35)附录A 主电路接线图 (36)附录B PLC外部电路接线图 (37)附录C 梯形图 (38)啤酒自动灌装生产流水线控制系统的设计1 绪论1.1设计目的与意义传统的啤酒灌装生产线的电气设备控制系统是传统的继电器——接触器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查找故障点。
目录1绪论 (3)1.1研究的背景及意义 (3)1.2.国内外研究概况及发展趋势 (3)2 零件的分析 (4)2.1零件的作用 (4)2.2零件的工艺分析 (4)3 工艺规程设计 (5)3.1毛坯的制造形式 (5)3.2基准面的选择 (5)3.2.1 粗基准的选择 (5)3.2.2 精基准的选择 (5)3.3制订工艺路线 (6)3.3.1 工艺线路方案一 (6)3.3.2 工艺路线方案二 (6)3.3.3 工艺方案的比较与分析 (7)3.4机械加工余量、工序尺寸及毛坯尺寸的确定 (7)3.5确定切削用量 (8)3.5.1 工序Ⅰ (8)3.5.2 工序Ⅱ (8)3.5.3 工序Ⅲ (8)3.5.4 工序Ⅳ (9)3.5.5 工序Ⅴ (11)3.5.6 工序Ⅵ (12)3.5.7 工序Ⅶ (12)3.5.8 工序Ⅷ (12)3.5.9 工序Ⅸ (12)3.5.10 工序Ⅹ (13)4 夹具设计 (13)4.1定位基准的选择 (13)4.2切削力及夹紧力的计算 (13)4.3定位误差的分析 (14)4.4夹具设计及操作的简要说明 (14)4.5夹具设计评价与结论 (16)结论 (17)参考文献 (18)致谢................................................. 错误!未定义书签。
附录................................................. 错误!未定义书签。
1绪论机械制造技术是我们机制学学生的一门重要的专业课程,机械制造是我们机制专业大部分学生的就业方向。
这次课程设计是我们在毕业前对机械制造技术的一次系统复习,理论联系实际的一次实训,是我们四年的大学中一个不可缺少的部分。
这次课程设计对我们以后的工作也是一次很好的练习,让我们为以后的工作留下了宝贵经验。
由于初学能力有限,很多地反做的有误的地方,恳请老师给与指导。
1.1研究的背景及意义自从出现机械,就有了相应的机械零件。
第1章绪论设计目的近年来,饮料工业发展迅猛,碳酸饮料、果汁饮料、蔬菜汁饮料、含乳饮料、瓶装饮用水、茶饮料等品种不断丰富,产量上的不断需求使得对设备市场的需求也不断增加。
目前饮料灌装生产线的控制过程主要是继电器接触控制,这种电路接线复杂,可靠性低,使得工业生产的效率得不到提高。
不过,随着时代的发展,饮料灌装生产线的控制过程正朝着智能化和自动化的方向发展。
PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统重的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学,调试与查错也很方便。
用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。
设计意义本设计鉴于PLC可靠性高、耐恶劣环境能力强、使用极为方便三大特点,利用PLC技术平台自主开发创新,将机械、电气和自动化等技术有机结合,将传统的继电器-接触器控制功能用PLC代替,构成实用、可靠的饮料灌装生产线PLC控制系统。
采用PLC控制饮料灌装生产线,实现了饮料生产线的自动化、智能化。
对劳动生产率的提高,饮料质量和产量的提高具有深远的意义。
国内外发展趋势近年来,饮料工业发展迅猛,碳酸饮料、果汁饮料、蔬菜汁饮料、含乳饮料、瓶装饮用水、茶饮料等品种不断丰富,产量上的飘红使得对设备市场的需求也呈牛市。
国外灌装与封口设备高速、多用、高精度方向发展,目前部分灌装生产线已可以在玻璃瓶与塑料容器(聚酯瓶)、碳酸饮料与非碳酸饮料、热灌装与冷灌装等不同要求和环境下作用。
目前碳酸饮料灌装机灌装速度最高已达2000罐/分,德国H&K公司灌装机的灌装阀多达165头,SEN公司144头,Krones公司178头,灌装机直径大至5米,灌装精度以下。
摘要当前,在制药包装机械领域内,小容量液体灌装机发展缓慢,在大产量分包装作业中,高速灌装机基本上是进口机器。
目前,国内机器可在灌装计量方式、生产效率、机器的运转稳定性、表面处理、电器元件选型方面进行研发,消化吸收国外厂家的先进技术,作为重点开发方向。
设备整机设计应简洁流畅,外部零件光滑,无毛刺,经倒角或圆角处理,便于清洁。
灌装机的工作面应尽可能简洁或架空,以减少洁净空气阻力,提高层流效果。
设备应用层流罩罩住,层流罩门开启应有报警装置,操作人员在灌装机工作时,尽量不接触或者少接触机器上任何零部件。
设备上应有手持开关,可以点动机器,或者联动机器。
在缺塞时整机停机,无瓶不灌装,电磁振荡器送塞顺畅自如,震荡功率可调整。
主机具无级调速、计数装置、倒瓶剔除、剔除空瓶功能。
可选择在线秤重功能。
在自动控制方面,使用并行总线采集和输出信号,可编程控制器处理信号,带通讯接口,通过人机界面监测运行状况,可在线修改运行参数。
现在的高速灌装机的灌装运行方式一般是排列成直线式或者是旋转式跟踪多头灌装,加塞机构一般都采用真空吸塞,直线式加塞,而且主机都可以无级调速。
小容量液体灌装机器还有互换性要求,要求机器在很短的时间内,更换最少的规格件,就可以使2ml,5ml,7ml, l0ml管制瓶一台机器上完成灌装加塞,而直线式灌装机可以满足互换性的要求。
目前国内在积极地开发恒压控制技术,但这种技术开发难度大,主要是自动控制技术不成熟,而且开发研制的前期投入高,开发人才匾乏,限制了时间压力法的推广应用。
因此,金属/陶瓷活塞泵计量灌装法是目前国内药机重点开发的技术,其市场风险较小,也是应重点推广的技术。
本课题在现有定量泵式灌装机的基础上,设计出一种更适合小型化妆品企业食品包装的定量泵式灌装机。
作者首先针对定量泵式灌装机的发展现状提出了设计方案,其次进行了总体结构设计、典型零件的设计与校核及对轴的加工工艺的概述,最后分析了定量泵式灌装机的经济效益。
批准日期学院系主任毕业设计(论文)任务书机电工程系机械设计制造及其自动化专业班学生一、毕业设计(论文)课题小包装自动生产线的设计二、毕业设计(论文)工作自2008年3月J7 日起至2008年6月里Q日止三、 ________________________________________________________________ 毕业设计(论文)进行地点 ___________________________________________________四、毕业设计(论文)的内容要求:(一)设计条件::1、整条生产线由两台灌装机(36灌/分钟)、两台旋盖机、一台热封机、一台喷码机、一台包装机(48灌/分钟)、码垛机一台及其配套设备组成:2、车问平•面图一张;(二)设计内容及要求:1、查阅有关参考文献,按要求写出开题报告;2、对国内外润滑油小包装生产线情况进行综述;3、确定整个小包装生产线的设计方案,并绘制布置方案图;4、对设计方案中所提出的输送机、下滑梯及其他动力元件进行选择、论证及设计计算,并绘制输送机及传送带的装配图与零件图若十张; ______________________5、确定具体控制方案,对检测装置元件与控制装置元件进行选择、论证及设计;6、绘制电路控制系统图(外部接线图和梯形图);____________________________7、编写设计说明书(不少于3万字、有英文摘要、计算机打印输出): _________8、翻译专业文献(不少于5000英文单词)。
________________________________(三)主要参考资料1、《运输机械设计选用手册》编辑委员编,《运输机械设计选用手册》(上、下).北京:化学工业出版社2、戴广平•编著,《电动机变频器与电力拖动》,北京:中国石化出版社_________3、王义行主编,输送链与特种链工程应用手册,北京:机械工业出版社__________4、钟肇新、彭侃编,可编程控制器原理及应用,广州:华南理工大学出版社5、刘建勋主编,电动滚筒设计与选用手册,北京:化学工业出版社,20006、胡旭晓、杨克己,PLC在输送控制系统中的应用[J].机电工程,2000,17(4)教研室负责人 ___________________________________________指导教师 _______________________________________________接受设计论文任务开始执行日期年月日学生签名 ______________________________________________。
三江学院本科生毕业设计(论文)题目汽车桥壳十二轴钻孔组合机床主轴箱设计高职院院(系)机械设计制造及其自动化专业学生姓名袁利鹏指导老师刘凯起讫日期 2012年12月17日—2013年4月5日设计地点高职院摘要组合机床是由大量的通用部件和少量专用部件组成的工序集中的高效率专用机床。
它能够对一种(或几种)零件进行多刀、多轴、多面、多工位加工。
在组合机床上可以完成钻孔、扩孔、铣削磨削等工序,在实际生产中广泛应用,生产效率高,加工精度稳定。
本文主要针对专机上主轴箱部分,进行装配设计以及计算。
主轴箱是工序集中的、高效的组合机床的重要的专用部件之一,是用于布置(按所要求的坐标位置)机床工作主轴及其传动零件和相应的附加机构的。
它通过按一定速比排布传动齿轮,把动力从动力部件——动力头、动力箱、电动机等,传递给各工作主轴,使之获得所要求的转速和转向等。
绘出图纸,明确计算,通过设计的过程最终得到主轴箱精确的齿轮传动系统,和具体的分布情况,使之符合加工要求。
关键词:组合机床主轴箱设计AbstractMachine Tool is a small number of common parts and processes focus on specific parts of the composition of the high efficiency of machine tool. It can one (or several) components for multi-knife, multi-axis, multi-faceted, multi-bit processing. Machine tool can be done in combination drilling, reaming, milling, grinding, etc. Processes, widely used in actual production, high efficiency, stability and precision.This article will focus on the spindle box part of the plane, to assembly design and computing. Headstock is a process focused, efficient combination of machine-specific components important one is used for layout(coordinates according to the required location) machine tool spindle and its drive components and the corresponding additional institutions. It is arranged by a certain geat ratio, the power from the power unit-power head, power boxes,motors,etc., passed to the work spindle, and thus obtain the required speed and steering. Draw drawings, clear terms, through the design process finally be precise pear box drive shaft, and the specific distribution to conform to process requirements.Keywords: Machine Tool Headstock Design目录目录 (4)第一章绪论 (6)1.1组合机床的特点 (6)1.2组合机床技术装备现状与发展趋势 (6)1.3组合机床的方案选择 (8)第二章组合机床的总体描述 (9)2.2组合机床的优点 (9)2.3组合机床的加工方式 (10)2.4组合机床的发展史 (10)2.5组合机床部件分类 (11)第三章组合机床主轴箱设计 (12)3.1主轴箱的用途 (12)3.2主轴箱的种类及结构 (12)3.2.1大型标准主轴箱 (12)3.2.2小型标准主轴箱 (13)3.3总图和零件的设计 (13)3.3.1大型标准主轴箱总图的设计 (13)3.3.2大型标准主轴箱零件的设计 (13)3.4主轴箱坐标计算 (14)3.5主轴的型式与直径的确定和主轴箱所需动力的计算 (15)3.6传动系统的设计与计算 (16)第四章汽车桥壳12轴组合钻床主轴箱设计 (17)4.1被加工产品 (17)4.2设计任务 (17)4.3十二轴主轴箱设计 (17)4.4机床所需的轴向力、功率校验 (19)4.5镗孔坐标的计算 (19)4.6主轴箱的润滑、变速和手柄轴的位置 (20)4.7总结 (23)第一章绪论1.1组合机床的特点组合机床是由大量的通用部件和少量专用部件组成的工序集中的高效率专用机床。
大学毕业设计题目联合收割机总装生产线布局优化专业班级学生学号指导教师二〇一四年五月五日1前言1.1选题背景及意义联合收割机在我国农业生产过程中具有重要的作用,是农业机械中结构最为复杂、科技含量较高的农机产品。
自20世纪90年代中期以来,联合收割机迅猛发展,已成为农机工业重要的经济增长点,与此同时,规模逐年扩大的联合收割机跨区作业,也成了社会各界关注的热点。
在这种情况下,有必要对我国联合收割机的发展现状和未来发展趋势等问题进行认真研究,形成正确的认识,这不仅对目前我国联合收割机行业技术进步及相关产业产品定位的意义重大,而且对未来整个行业的发展十分有益。
目前我国众多的联合收割机制造企业还沿用几十年前的生产模式,落后的厂区布局,不合理的车间设施规划,严重的影响了企业的经营状况。
其中由于生产车间设施布置不合理导致的物流方面的问题很多,如物流流速慢,停滞长,机构分散且不协调,物耗费用高,浪费严重,有些生产车间比较杂乱,容易发生安全事故。
据调查,在我国大部分企业中,物流费用(不包括转移价值)约占产品总成本的20%~50%,加上生产过程中的搬运费,可达30%~60%,若以时间论,从物料进厂到产品销出,生产线上占用的时间约为7%~25%,其它83%~92%的时间为搬运和库存时间。
此外,车问噪声、粉尘污染、车间异味等严重,不利于职工身体健康。
这些不合理的布置已不能适应现代企业的需求和市场的变化。
当今世界正从工业化社会向信息化社会高速推进,制造业的生产方式已逐步从大批量生产方式转向精益生产,柔性生产等。
并进一步向计算机集成制造(CIMS)及敏捷制造转变【9】。
随着生产方式的改变生产车间的物流状况也随着改变,这又促进车间设施规划与设计的研究和发展。
如何缩短生产周期加速资金周转;如何有效地配置和利用企业资源;如何实现物流合理化等,己成为企业生存与发展的关键问题。
通常一个产品或零部件从前一工序到后一工序,会不断装卸、搬运、停留、检验等物流活动,据实际数据统计,物料实际加工时间占总时间10%左右,而搬运时间高达90%左右。
第一章绪论众所周知,机床的用途十分广阔,在国民经济中所起的作用极为重要。
可以说,机床生产的水平是衡量一个国家工业、农业、国防和科学技术四个现代化水平的重要标志。
组合机床是一种典型的加工类机械,它和其它机床一样是用于加工其它各类零件的母机。
以前,在生产中广泛的采用万能机床,但是随着生产的发展,万能机床越来越不能适应大规模,集成化的生产,很多企业的产品产量越来越大,精度越来越高,如汽车的汽缸体、变速箱,采用万能机床加工就无法很好的满足设计要求。
在这种情况下,组合机床应运而生。
在组合机床的设计上,在进行过工艺方案的论证,加工方法的选择以及确定机型、配置形式之后,就是组合机床的总体设计部分,总体设计的具体工作是编制“三图一卡”,即绘制被加工零件图、加工示意图、机床联系尺寸图,编制生产率计算卡。
在这个部分就应该确定下加工方法,工装及夹紧形式以及切削用量等。
接下来是主轴箱的设计,具体设计步骤为:绘制主轴箱设计原始依据图;确定主轴结构,拟订传动系统;计算主轴,传动轴的坐标,绘制主轴箱坐标检查图;绘制主轴箱装配总图及主轴箱补充加工图。
再接下来是设计机床工装夹具,最重要的是就是根据所加工的零件的结构特点和加工方法来设计合适的夹具。
开始时可以根据不同的设计思想规划出几套不同的方案。
最终选取其中最为合适的,在此基础上再进行夹紧力、定位误差的计算,最终画出夹具装配图。
本次课题为EQY-112-90汽车变速箱后面孔系钻削组合机床设计,共分为七章。
第二章组合机床的组成、特点和设计步骤,第三章制定机械加工工艺过程,第四章加工工序图,第五章加工示意图,第六章机床联系尺寸总图,第七章组合机床主轴箱设计,第八章夹具设计。
限于水平和经验,设计之中难免出现这样或者那样的错误和不妥之处,敬请老师批评指正。
第二章、组合机床的组成、特点和设计步骤2.1组合机床的组成及特点组合机床是针对被加工零件的特点及工艺要求,按照高度集中工序的原则设计的一种高效率的专用机床。
毕业论文两种液体自动混合装置的设计机电一体化技术开题报告一、课题设计(论文)目的及意义液体的混合操作是一些工厂关键的或不可捎带一个环节。
对液体混合装置的要求是设备对液体的混合质量,生产效率和自动化程度高,适应范围广,抗恶劣环境等。
采用PLC 对液体混合装置进行控制满足现在经济的需要,因此多种液体混合的PLC 控制一广泛的应用。
混合机械是利用机械力和重力等,将两种或两种以上液体均匀混合起来的机械。
混合机械广泛用于各类工业和日常生活中。
混合机械可以将多种液体配合成均匀的混合物,如将多种化学液体混合成所需物料等;还可以增加液体接触表面积,以促进化学反应;还能够加速物理变化,例如高浓度溶质加入溶剂,通过混合机械的作用可加速混匀。
二、课题设计(论文)提纲1 混合装置控制系统方案设计2 混合装置控制系统的硬件设计3 混料装置控制系统的软件设计4 系统常见故障分析及维护I5 结论三、课题设计(论文)思路、方法及进度安排思路方法:1 方案设计原则2 系统的总体设计要求3 总体结构设计方案4 控制对象分析5 混合装置控制系统的硬件设计6 PLC 、接触器、搅拌电机、小型三极断路器的选择7 分析控制要求8 梯形图执行原理分析9 系统常见故障分析及维护10 系统故障分析及处理11 结论进度安排:1、2011 年10 月12 日~10 月15 日调研及收集相关资料;2、2011 年10 月17 日~10 月20 日方案设计、审查和确定,撰写开题告;3、2011 年10 月21 日~10 月25 日绘制图纸和撰写设计说明书;4、2011 年10 月25 日~10 月28 日统一打印;5、2011 年10 月29 日~11 月5 日提交图纸,说明书,审图及修改。
四、课题设计(论文)参考文献;[1]度灌装生产线中的自动化技术应用. 包装与食品机械.2004 ,(12):66-67 余雷声. 电器控制与PLC应用[M]. 西安:机械工业出版社,2002[2]陈建明. 电器控制与PLC应用[M]. 天津:电子工业出版社,2005[3]张万忠. 电器与PLC控制技术[M]. 上海:化学工业出版社,2007[4]谢文辉.PLC 应用技术易读通[M]. 北京:中国电力出版社,1997[5]郭艳萍. 电气控制与PLC 技术[M]. 北京:北京师范大学出版社,1993[6]朱旦.PLC 在纯净水灌装设备中的应用[J]. 给水排水,2000[7]杨旭东. 工天杰. 刘海等.PLC 在饮料灌装机控制系统中的应用. 唐山学院院报[J].2000[8]王冬梅. 李玉成等.PLC 在啤酒灌装压盖机上的应用[J] ,包装工程2000[9]李国厚.PLC 原理与应用没计[M]. 北京:北学工业出版社,2005[10]齐占庆. 机床电气控制技术[M] . 南京:机械工业出版社,1999[11]廖常柯. 可编程序控制器应用技术[M]. 重庆:重庆大学出版社,1999[12]张万忠. 可编程控制器应用技术[M] . 北京:化学工业出版社,2002[13]刘永波. 赵军等. 啤酒灌装压盖机PLC 控制系统设计. 本溪冶金高等与科学校学报.2001 ,(9): 63-64[14]孙振强. 可编程控制器原理及应用教程[M]. 北京:清华大学出版社,2005[15]施永.PLC 技能操作[M]. 北京:中国劳动社会保障出版社,2006[16]高勤. 可编程控制器原理及应用[M]. 北京:电子工业出版社,2006III[17]翟彩萍.PLC 应用技术[M]. 上海:中国劳动社会保障出版社,2006[18]愈国亮.PLC 原理与应用[M]. 北京:清华大学出版社,2005[19]田恩多等. 千湿粮混合干燥机的研究. 农机化研究.1997 ,(3): 55 —58[20]赵仁良. 电力拖动控制线路与技能训练[M]. 北京:中国劳动社会保障出版社,2001[21]李俊秀,赵黎明. 可编程控制器应用技术实训指导[M]. 北京:化学工业出版社,2002[22]钟擎新,范建东. 可编编程控制原理及应用[M]. 广州:华南理工大学出版社,2007[23]日本三菱公司. 三菱微型可可编程控制器FX1s. FX 1n . FX 2n[24]索军才. 阎继宏. 自动灌装线控制系统改造[J]. 石油化工自动化,2000[25]伊宏业.PLC 可编程控制器教程[M]. 北京:航空工业出版社,1997[26]方承远. 工厂电气控制技术[M]. 北京:机械工业出版社,2000[27]许焰. 基于PLC 的液压动力滑台控制系统改造[J]. 液压与气压. 2004,[28]陈士祥. 王祥群. 高精目录摘要 (1)前言 (2)第1 章混合装置控制系统方案设计 (4)1.1 方案设计原则. (4)1.2 系统的总体设计要求. (4)1.3 总体结构设计方案. (4)1.4 控制对象分析. (5)第2 章混合装置控制系统的硬件设计 (6)2.1 选择PLC (6)2.2 选择接触器. (7)2.2.1 用途 (8)2.2.2 结构特征. (8)2.3 选择搅拌电机. (9)2.3.2 种类和型式的选择 (9)2.3.3 电压和转速的选择 (10)2.4 小型三极断路器的选择. (10)2.5 液位传感器的选择. (11)2.6 选择电磁阀. (13)2.6.1 入罐液体的选用 (13)2.6.2 出罐液体的选用. (13)2.7 选择热继电器. (14)2.8 PLC I/O 点分配. (15)2.8.1 输入和输出设备及I/O 点分配 (16)2.8.2 PLC 的I/O 接线图 (16)2.9 主电路的设计. (17)V第3 章混料装置控制系统的软件设计 (18)3.1 分析控制要求. (18)3.2 系统状态转移图. (18)3.3 液体混合装置状态转移图. (19)3.4 梯形图执行原理分析. (20)3.4.1 初始状态梯形图分析. (22)3.4.2 进液体梯形图分析. (23)3.4.3 混合液体梯形图分析 (24)3.5 系统指令表. (26)第4 章系统常见故障分析及维护 (27)4.1 系统常见故障分析及维护. (27)4.2 系统故障分析及处理. (27)4.2.1 PLC 主机系统故障分析及处理 (27)4.2.2 PLC 的I/O 端口系统故障分析及处理. (28)4.2.3 现场控制设备故障分析及处理 (28)4.3 系统抗干扰性的分析和维护. (28)结论 (30)谢辞 (32)参考文献 (33)VI两种液体自动混合装置的系统设计姓名:学号:2080539 班级:09 级机电一体化 5 班指导老师:摘要随着科技的发展,PLC 的开发与应用把各国的工业推向自动化、智能化。
摘要I电子与信息工程学院论文题目基于FX2N PLC饮料灌装生产流水线的控制系统设计学生姓名学号专业电气工程及其自动化班级指导教师2010年5月愯!西安交通大学硕士学位论文摘要本文主要介绍的是基于三菱FX2N-32MR-001 PLC的饮料灌装生产流水线的控制系统的设计。
该系统的设计包括硬件设计和软件设计。
其中硬件设计包括三菱FX2N-32MR-001 PLC外部电路的设计与安装 软件部分包括程序的设计与调试。
所设计系统最终能够实现以下功能 (1)能对空瓶进行运送、灌装 灌装量可根据空瓶大小设定 2 对满瓶进行运送及计数 计数值包括累计计数、单位包装计数 单位包装计数量可根据包装大小设定 3 能够实现手动复位。
该系统主要运用了三菱PLC、传感器、继电器、行程开关等器件 利用PLC良好的自动控制性能 实现饮料罐装生产过程的无人控制。
关键词 三菱FX2N-32MR-001 PLC 饮料灌装 生产流水线 无人控制ABSTRACT III ABSTRACT This paper mainly introduces the control system of beverage filling production line based onMitsubishi FX2N-32MR-001 PLC.The system design consists of hardware and software design. The hardware design includes Mitsubishi FX2N-32MR-001 PLC’s external circuit design and installation; software design includes the design and debugging of program.The system can achieve the following functions: (1) The bottles can be transported and filled and the filling volume can be set according to the size of bottles; (2) the full bottles can be transported and counted, the count includes total count and the count of unit package and thetotal number of unit packaging can be set according to package size; (3) the system can achieve manually reset. The system mainly uses the Mitsubishi PLC, sensors, relays, switches and so on and uses the good automatic control performance of PLC to achieve the no control of beverage filling production line.KEY WORDS: Mitsubishi FX2N-32MR-001 PLC; Beverage filling; Production line; Nocontro咸宁学院学士学位论文IV 目录 1 绪论................................................................................................................................. 1 1.1课题研究背景........................................................................................................... 1 1.2 课题研究内容........................................................................................................... 1 2 饮料罐装生产流水线总体方案设计............................................................................... 3 2.1 任务的分析............................................................................................................... 3 2.2 硬件方案设计........................................................................................................... 3 2.3 软件方案设计........................................................................................................... 3 2.3.1 经验设计法........................................................................................................ 4 2.3.2 逻辑设计法........................................................................................................ 4 3 系统元件的选择.............................................................................................................. 5 3.1 PLC的选型................................................................................................................ 5 3.2 电动机的选型........................................................................................................... 5 3.3 接触器的选型........................................................................................................... 6 3.4 热继电器的选型....................................................................................................... 6 3.5 开关电器、熔断器的选型........................................................................................ 6 3.6 传感器的选型........................................................................................................... 6 4 系统的硬件电路实现...................................................................................................... 9 4.1 系统硬件结构框图.................................................................................................... 9 4.2 主电路的设计........................................................................................................... 9 4.3 控制电路的设计..................................................................................................... 10 4.4 操作面板的设计..................................................................................................... 10 5 系统程序的设计............................................................................................................ 13 5.1 控制要求和控制过程分析...................................................................................... 13 5.2 I/O端口分配............................................................................................................ 13 5.3 梯形图..................................................................................................................... 15 5.3.1 初始化程序...................................................................................................... 15 5.3.2 装箱选择程序................................................................................................... 15 5.3.3 流水线主控程序............................................................................................... 16 5.3.4 闪烁报警程序................................................................................................... 18 5.3.5 记数程序.......................................................................................................... 18 5.3.6 数据传送程序................................................................................................... 19 目录V 6 程序调试........................................................................................................................21 6.1 装箱选择程序的仿真 (21)6.2 主控制程序的仿真 (21)6.3 闪烁报警程序的仿真 (24)6.4 记数程序的仿真..................................................................................................... 24 7 结论与展望.................................................................................................................... 25 致谢............................................................................................................................... 26 参考文献............................................................................................................................ 27 附录. (28)即可 Equation Chapter 1 Section 1sed on1 绪论 1 1 绪论1.1 课题研究背景近年来 饮料工业发展迅猛 碳酸饮料、果汁饮料、蔬菜汁饮料、含乳饮料、瓶装饮用水、茶饮料等品种不断丰富 产量上的不断需求使得对设备市场的需求也不断增加[1-2]。
40-8型自动灌装压盖联合机进行设计前言对40-8型自动灌装压盖联合机进行设计,其包括:进瓶拨轮装置、出瓶拨轮装置、螺旋限位器装置;本文主要对星型拔瓶轮、螺旋限位器、进瓶栏板结构、进行设计及计算,并要了解设备的调试和维护。
星形拨瓶轮是将灌装机的限位机构送来的瓶子,准确地送入灌机中的升降机构或灌满的瓶子从升降机构取下送入传送带的机构。
将定量的液体物料(简称液料)充填入包装容器内的机器称为灌装机械。
因为所要灌入的液体具有流动性,所以所用的容器一般为刚性容器,如聚脂瓶、玻璃瓶(或罐)、金属罐、复合纸盒等。
输送链带、分件供送螺杆、星形拨轮和弧形导板相结合用于容器的输入;同时拨轮也用于容器的输出。
螺旋限位器在包装工业领域内,现以广泛应用多种类型的分件供送螺杆装置,可按某种工艺要求将规则或不规则排列的容器、物件以确定的速度、方向和间距分批或逐个地送到给定的工位。
本设计主要用来分件单列供送正圆柱形的典型组合装置,此分件供送装置是整个灌装设备的“咽喉”,其结构特性的好坏直接影响到产品的质量、工作效率、总体布局和自动化水平。
关键词:星型拔轮机构、螺旋限位、进瓶拦板、包装AbstractAutomatic filling of the gland 40-8 joint machine design include: Pull out the gear devices into the bottle, the bottle Pull out the gear devices limit screw device; In this paper, a bottle of brandy round of star-shaped, spiral spacing, and steeplechase bottle into the structure, design and calculation, and to understand the commissioning and maintenance of equipment. Dial star-shaped bottle filling machine round is to limit the agency sent the bottle, filling machine accurately into the take-off and landing or a bottle filled with the bodies removed from the lift conveyor belt into the body. Quantitative liquid materials (referred to as liquid) into the packaging container filling machine filling machinery called. Because the number to be filled with liquid with liquid,Therefore, the general container used for rigid containers, such as PET bottles, glass bottles (or cans), metal cans, cartons and other composites. Conveyor belt, sub-items for delivery screw, star-shaped and arc-shaped guide plate Pull out the gear combination for the importation of container; Pull out the gear At the same time, the output is also used in containers. Spiral limit in the field of packaging industry, is now widely applied to various types of sub-items for delivery screw device, a process may require rules or irregular array of containers, objects to determine the speed, direction and distance individually or in batches to a given position. The design is mainly used to separate sub-items for delivery are typical combination of cylindrical device, the sub-items for deliveryDevice throughout the filling equipment is the "throat", the structural characteristics of a direct impact on product quality, work efficiency, the overall layout and level of automation.Key words: star-shaped bodies out round, spiral limit, into the bottle to stop board, packaging目录摘要............................. 错误!未定义书签。
Abstract . (2)前言 (3)1绪论 ........................... 错误!未定义书签。
1、1灌装机的发展 (5)2总体设计方案 (8)2、1啤酒灌装机的工作原理 (8)2、2液体灌装机的分类与选择 (8)2、2、1液体灌装机的分类 (8)2、2、2液体灌装机的选择 (9)2、3灌装的基本方法 (9)2、4机型的适用范围 (10)2、4、1适用机型 (10)2、4、2灌装压盖方式 (11)2、5工艺分析 (13)2、5、1灌装机的类型及灌装方式的选用 (13)2、5、2包装程序及工艺路线 (14)3星型拔瓶轮设计及计算 (16)3.1星形拨瓶轮方案的确定 (16)3.2拨瓶轮主要结构参数设计计算 (18)3. 3包装容器与拨瓶轮的相对运动 (20)3. 4拨瓶轮主轴的设计计算 (22)3. 5传动齿轮的设计 (24)4 螺旋限位器设计及计算 (25)4. 1螺旋限位器方案确定 (25)4. 2螺旋限位器主要结构参数设计计算 (27)4. 3螺杆螺旋线展开图 (31)5进瓶栏板结构 (33)6设备调试与维护 (34)6. 1整机要求 (34)6. 2拨轮机构 (34)6. 3螺旋限位机构 (34)6. 4进瓶栏板机构 (34)6. 5润滑 (35)6. 6维护基本要求 (35)6. 7安全技术操作规程 (36)7总结 (37)致谢 (38)参考文献 (39)前言本毕业设计说明书是根据2009年青岛理工大学琴岛学院机电系下达工作组的设计任务编写的。
课题为40-8型自动灌装压盖联合机的设计,设计题目是进出瓶的设计。
本次设计工作量大,专业范围广,要求高。
对毕业、踏上工作岗位的我们来说,是一次对于我们专业的巨大考验,也是对我们参加工作前的一次很好历练。
这既提高了我们的专业要求,还培养了我们的团队合作精神。
毕业设计是我们学完了大学的全部课程之后进行的。
这是我们对我们所学课程的一次深入的综合性链接,也是一次理论联系实际的良好训练,故在我们大学的学习生活中占有十分重要的地位。
本设计书重点说明了灌装机进出瓶的工作原理与相应的拔轮、进瓶拦板的等等的设计,并且包括设计任务书要求的英语资料和相应的的中文翻译。
由于能力有限,设计定有许多不足之处,望老师给予批评指导。
1绪论1.1灌装机的发展我国饮料、乳品、啤酒市场得到长足发展的同时也带动了包装机械业的发展速度。
自从上世纪八十年代开始,中国每年都要进口大量的饮料、乳品和啤酒包装机械,至今引进的势头仍然是有增无减。
这些机械大多是高速自动化生产线,可靠性强,产量高,部分设备是当今世界最为先进的机型。
这些生产线的引进,使中国部分饮料、乳品和啤酒企业的包装水平得以与发达国家同步发展。
与此同时,中国包装机械的生产也取得了长足的进步,部分灌装、封口一体设备已经达到较高水平,包括塑料饮料瓶、酸奶杯、无菌包装成型设备和贴标机在内的包装生产线水平也得到了提升,已经可以满足中型企业的需要,部分已经可以替代进口设备,并且出口量逐年提高。
品包装机械的产值在300亿元人民币左右,而每年进口的食品包装机械约10亿美元。
其中饮料、乳品和啤酒包装机械占有相当大的比重。
1.2课题背景饮料包装(液体灌装机)目前中国饮用水、碳酸饮料、茶饮料的前处理设备国内产品基本上可以满足需要,中、低速理瓶、装箱设备也有相匹配的产品可供选择,在热液体灌装机方面,各设备厂都能解决设备在热灌装环境下的控制、密封等工艺要求。
江苏美星、广东达意隆公司也解决了无菌冷灌装的问题。
不过无论是碳酸饮料、瓶装水、果汁还是茶饮料,也无论是PET瓶、金属罐还是利乐包,中国着名饮料企业的包装生产线基本上是引进设备的天下。
1.3设计任务背景包装是食品生产中必不可少的一个环节,而啤酒及其他碳酸饮料在人们的生活中已占据了重要的地位,从而也带动了灌装机械的发展。
鉴于做本设计的学生属机电工程学院,所学的专业是包装工程,再者我国目前包装机械行业的发展空间比较的大,研究包装机械方面的课题对他们个人和社会都有积极意义,是对学生综合能力的培养和锻炼,尤其是总体设计更是如此。
一方面巩固、增长学生的专业知识,培养他们综合运用知识的能力,为以后的工作积累经验,另一方面也希望他们能在自己的课题上有所发现、改进、创新,提出一些建设性的意见。
40-8型自动灌装压盖联合机设计,题目综合性强,需要学生有扎实的基础知识和广博的知识面及计算机基础。
所以,在整个设计过程中学生可以充分发挥其主动性,积极性,培养了他们的综合分析问题和解决问题的能力,促进学生由知识型向智能型转化。
本设计的任务是进出瓶系统设计,具体要求如下:全面了解40-8型自动灌装压盖联合机的工作原理,各部件的功能,在此基础上完成进出瓶系统设计;包括:进瓶拨轮装置、出瓶拨轮装置、螺旋限位器装置;了解灌装机的工作原理,根据设计技术参数进行进瓶拨轮装置、出瓶拨轮装置的结构设计;了解螺旋限位器装置的设计原理,并进行螺旋限位器装置结构设计;要求学生发扬协作及团队精神,与团队同学共同完成整机的设计。