镁合金钨极氩弧焊、激光焊接头的微观组织及力学性能的
- 格式:doc
- 大小:3.36 MB
- 文档页数:55
小研镁合金厚板激光焊接接头力学性能及微观组织0 引言随着工业上减轻结构质量、降低能耗需求的日益增加,镁合金因为低密度和优异性能成为关注焦点[1, 2]。
但是,镁合金较差的冷成形性能限制了其应用。
焊接技术能够通过连接简单的铸件制造复杂结构,是提高镁合金在现代制造中应用范围的必要手段。
当前,已有多种焊接方法,比如电弧焊、搅拌摩擦焊、激光焊等应用于镁合金焊接研究并有显著进展[3-12]。
其中,激光焊接因为热输入控制精确,接头熔深大,变形小等优点,成为关注的焦点[13]。
但是,现有镁合金激光焊接研究主要集中于厚度小于3mm 的薄板焊接。
即使是其他工艺方式,也只有电子束焊接用于厚板焊接[6]。
实际上,随着板厚的增加,激光功率必须相应增加来熔透焊缝。
激光小孔穿透深度和光致等离子体强度的增加将导致工艺稳定性下降,这导致因镁合金固有物理化学特性而造成的焊缝冶金缺陷,如表面凹坑、气孔和裂纹等将更为突出,这些缺陷对接头力学性能有显著影响。
另一方面,重型机车、装甲、铁路等装备的轻型化趋势对镁合金厚板焊接结构件有迫切需求。
因此,镁合金厚板激光焊接对加强镁合金焊接理解和现代工业都具有重要意义。
但迄今为止,类似研究还相当缺乏。
本文对10mm 厚商用AZ31 镁合金激光焊接接头的力学性能和微观组织进行了研究,并针对焊缝表面缺陷对接头力学性能的显著影响,开展了补焊研究。
1 试验方法试验设备为光束模式为TEM01的Rofin Sinar TR050 5 kW CO2激光器。
激光束采用反射聚焦,焦距为286 mm,聚焦光斑直径为0.6 mm。
试验材料为采用挤压成形的变形AZ31镁合金板,厚度10mm,尺寸为100mm×100mm,材料的化学成分(wt%)为:Al 3.5–4.5,Zn 0.8–1.4,Mn0.3–0.6和Mg余量。
采用无间隙对接平焊。
补焊采用的填充焊丝为冷拔AZ31镁合金焊丝,直径2mm,其成分和母材相同。
Y对铸态AZ31镁合金微观组织及力学性能的影响的
开题报告
铸态AZ31镁合金广泛应用于航空、汽车、电子等领域,但其组织和性能受到许多因素的影响,其中包括材料处理方法、成分、热处理等。
本研究旨在探究添加元素Y对铸态AZ31镁合金微观组织和力学性能的影响。
首先,通过扫描电子显微镜和透射电子显微镜等技术对材料的微观
组织进行观察和分析,比较添加不同含量Y元素的铸态AZ31镁合金和普通AZ31镁合金的微观组织差异,以及添加Y元素对铸态AZ31镁合金组织演变的影响机制进行探讨。
其次,通过拉伸试验、硬度测试等方法对添加不同含量Y元素的铸
态AZ31镁合金进行力学性能测试,研究添加Y元素对铸态AZ31镁合金的力学性能的影响,探讨Y元素的掺杂对铸态AZ31镁合金塑性和强度的影响机理。
最后,通过热处理等方法对添加Y元素的铸态AZ31镁合金进行处理,研究处理对材料性能的影响,并在此基础上对添加Y元素的铸态AZ31镁合金在实际应用中的可行性进行探讨。
综上所述,本研究将系统探究添加Y元素对铸态AZ31镁合金微观组织和力学性能的影响及其机制,为铸态AZ31镁合金的优化设计和工业化生产提供理论指导和技术支持。
焊接工艺的镁合金焊接技术要点镁合金是一种重要的结构材料,在航空航天、汽车、电子等领域有着广泛的应用。
然而,镁合金的高活性和低熔点给其焊接过程带来了一定的挑战。
为了实现镁合金的可焊接性,提高焊接接头的强度和可靠性,必须掌握镁合金的焊接技术要点。
本文将介绍镁合金焊接的关键技术和注意事项。
一、镁合金焊接方法1. 氩弧焊(TIG焊)氩弧焊是一种常用的镁合金焊接方法。
在氩气保护下,通过高温电弧将金属材料加热到熔化状态,使其与填充材料相结合。
氩弧焊可以实现高质量的焊缝和卓越的机械性能。
然而,由于镁合金的氧化性质,氩弧焊时必须使用镁合金专用的推杆以及预先清洁和除氧的材料。
2. 激光焊接激光焊接是一种高效、精确的焊接方法,特别适合焊接镁合金。
激光束的高能密度可以在短时间内完成焊接过程,并实现熔化区域的快速凝固。
激光焊接具有低热输入和小热影响区的优势,可以避免镁合金的热裂纹和变形问题。
二、镁合金焊接前的准备工作1. 材料准备镁合金焊接前,首先需要准备优质的镁合金材料。
材料的质量和化学成分对焊接接头的性能至关重要。
合理选择合金成分和材料特性相匹配的填充材料,可以提高焊缝的强度和耐蚀性。
2. 表面处理镁合金的表面容易氧化,焊接前必须进行表面清洁和除氧处理。
可以使用碱洗、溶剂清洗或机械去除等方法,彻底除去铝、锌、铁等杂质,以提高焊接接头的可靠性。
三、焊接参数的控制1. 焊接电流和电压在焊接过程中,合理控制焊接电流和电压可以实现优质的焊缝形态和合金成分分布。
电流过大会导致气孔和焊接接头强度降低,电流过小则会使焊缝未能完全熔化。
2. 焊接速度焊接速度是决定焊缝形态和晶粒细化程度的重要因素。
过快的焊接速度会导致焊缝开裂和材料变形,而过慢则会使熔化区域过大,影响焊接接头的力学性能。
四、焊接后的处理1. 热处理镁合金焊接后,可以通过热处理进一步提高焊接接头的强度和耐蚀性。
常用的热处理方法包括时效处理和固溶处理。
时效处理可以有效提高镁合金的硬度和强度,而固溶处理则可提高镁合金的塑性。
AZ31镁合金TIG焊焊接接头的组织与性能研究摘要:本文研究了AZ31镁合金TIG焊焊接接头的冲击性能,并且结合焊接接头各区域组织及冲击断口形貌进行了分析。
冲击试验表明,焊缝中心冲击韧性最大,原因是大小均匀的焊缝晶粒增加了其抗脆断能力,而热影响区典型的过热组织使得该处的冲击韧性值变小,热影响区成为冲击断裂的薄弱环节,冲击试样断口形貌不仅有准解理的特征,而且还出现了许多小韧窝,有了韧性断裂的痕迹。
关键词:AZ31镁合金冲击性能显微组织断口形貌镁合金因其密度小、比强度和比刚度高、电磁屏蔽性、抗震性、阻尼性好及易于机械加工等优点被广泛应用于工业领域,是目前被国内外重新认识并积极开发的一种新型环保材料,被誉为21世纪最具生命力的新型环保材料[1~4]。
随着镁合金作为结构件的广泛应用,焊接问题越来越受到人们的重视。
焊接接头是焊接结构的重要组成部分,其性能的好坏与焊接结构的性能和安全等方面有着直接的关系。
本文以AZ31镁合金板材为研究材料,研究了其焊接接头在冲击载荷下的力学性能,为镁合金在更广泛范围内应用,尤其在较大零部件、较大型结构和焊接结构的应用,提供基础理论支持。
1 试验材料和方法1.1 试验材料试验材料采用AZ31镁合金板材,板厚8mm,其化学成分见表1。
表1AZ31镁合金化学成分(wt,%)1.2 试验方法1.2.1 焊接接头冲击试验焊接试板采用8 mm厚AZ31镁合金板材,采用填丝(AZ31型镁合金焊丝)交流TIG焊。
焊接接头采用双面开坡口,如图1所示。
焊接时的工艺参数分别为:电压U=22~24V,电流I=170A,焊接速度v=85 mm/min,气体流量Q=7.5L/min。
焊后,根据我国国家标准GB2650-89《焊接接头冲击试验方法》对焊接试板焊接接头不同位置取样(取样图如图1所示),以将要开缺口位置(冲击位置)为中心进行取样,缺口位置分别为焊缝中心及距焊缝中心一定距离t(图中t=0、2、4、5、6、7、8、9、10、11 mm)的位置,分成10组,每组3个试样,进行冲击试验,目的是研究AZ31镁合金焊接接头不同位置在冲击载荷作用下的性能。
镁合金微观组织和力学性能优化设计分析镁合金是一种重要的结构材料,具有很大的应用潜力。
然而,由于其低的塑性变形能力和较高的变形特性,镁合金在实际应用中存在着一些局限性。
因此,对镁合金的微观组织和力学性能进行优化设计分析是非常重要的。
镁合金的微观组织是影响其力学性能的重要因素之一。
常见的镁合金微观组织包括晶粒大小、相分布和相形貌等。
晶粒的细化可以提高合金的强度和塑性,并且有利于防止晶界腐蚀。
因此,一种常用的方法是通过增加合金中的细化相来细化晶粒。
例如,通过添加微量的稀土元素可以形成细小的稀土Mg基化合物,从而细化合金中的α-Mg相。
此外,合金的热处理也可以改善其微观组织。
通过适当的热处理工艺,可以获得均匀的细小晶粒和均一的相分布。
除了微观组织的优化,合金的力学性能也可以通过合金成分的设计进行优化。
常见的合金元素包括Al、Zn、Mn、Ca等。
这些合金元素可以通过与Mg形成亚稳定的化合物来提高合金的强度和塑性。
例如,Al的添加可以形成Mg17Al12相,提高合金的强度。
然而,过多的合金元素添加会导致合金的塑性下降。
因此,在合金成分的设计中,需要考虑合金元素的含量和相互作用,以达到合金强度和塑性的平衡。
在实际设计中,通过合金的热处理和成形工艺可以进一步优化镁合金的微观组织和力学性能。
热处理是指将合金加热到一定温度并保温一段时间,然后快速冷却以改变合金的微观组织。
常用的热处理方法包括固溶处理、时效处理和退火处理。
固溶处理可以使合金中的溶质原子溶解在基体中,从而提高合金的塑性。
时效处理可以通过形成亚稳定相来提高合金的强度。
退火处理则可以通过改善晶粒形态和晶界特性来提高合金的塑性。
成形工艺包括拔丝、挤压、铸造等,可以通过改变合金的形状和微观组织来提高合金的力学性能。
例如,通过拔丝可以使晶粒形状变细,并且有利于织构发展,从而改善合金的力学性能。
综上所述,优化镁合金的微观组织和力学性能是一项复杂的工作,需要综合考虑合金成分、热处理和成形工艺。
ZM5镁合金TIG焊接接头组织与力学性能秦仁耀;孙兵兵;肇恒跃;郭绍庆;唐思熠;张学军【摘要】采用TIG焊对ZM5镁合金进行焊接,利用光学显微镜、显微硬度仪和拉伸试验机对ZM5镁合金接头的组织特征和力学性能进行研究.结果表明:ZM5合金TIG焊接接头是由热影响区、部分重熔区和焊缝组成.热影响区组织是由初生αMg 相基体和主要分布在晶界上的α-Mg+β-Mg17Al12共晶相组成;部分重熔区中共晶相不仅大量析出在晶界上,在晶内也呈现出较均匀的弥散析出,而且其β-Mg17Al12相出现显著长大;焊缝组织则是典型的树枝晶形貌,枝晶为初生α-Mg相,枝晶间是α+β共晶相.组织形貌的差异导致接头各区域有着不同的显微硬度,也使得接头的抗拉强度和塑性都低于母材.【期刊名称】《材料工程》【年(卷),期】2016(044)006【总页数】6页(P92-97)【关键词】镁合金;TIG焊;显微组织;力学性能【作者】秦仁耀;孙兵兵;肇恒跃;郭绍庆;唐思熠;张学军【作者单位】北京航空材料研究院3D打印研究与工程技术中心,北京100095;北京航空材料研究院3D打印研究与工程技术中心,北京100095;沈阳飞机工业集团有限公司驻军代表室,沈阳110034;北京航空材料研究院3D打印研究与工程技术中心,北京100095;北京航空材料研究院3D打印研究与工程技术中心,北京100095;北京航空材料研究院3D打印研究与工程技术中心,北京100095【正文语种】中文【中图分类】TG407ZM5镁合金是典型的镁铝锌系轻质结构材料,具有密度小、比强度高、阻尼性能优异、切削加工和铸造性能好等特点。
因此被广泛应用于汽车、电子和航空等领域,如汽车的齿轮传动变速箱箱体和轮毂、飞机的舱体隔框、整流罩和发动机罩等[1-4],从而实现汽车、飞机轻量化和节能目的。
然而,ZM5镁合金凝固温度范围和膨胀系数都很大,使得其铸件在形成过程中容易产生各种缺陷,如夹杂、冷隔、气孔和裂纹等[5,6];同时该合金的化学性质非常活泼、塑性相对较差,导致其零部件在服役中易出现腐蚀、开裂现象[7,8],从而导致使用寿命缩减。
镁合金微观组织和力学性能与成分设计相关性分析镁合金是一种重要的结构材料,具有低密度、高比强度和高特殊刚度等优点。
然而,由于其低的塑性变形和低的抗蠕变性能,镁合金在高温、高负载和高应变率下的应用受到了限制。
为了改善镁合金的力学性能,研究人员进行了大量的工作,其中关注镁合金的微观组织和成分设计对其力学性能的影响。
镁合金的微观组织是由晶粒和第二相组成的。
晶粒尺寸和晶界对材料的力学性能有显著影响。
通常,较小的晶粒尺寸可以提高材料的强度和韧性。
一方面,较小的晶粒尺寸可以增加晶界和位错的数量,从而阻碍位错的运动,增加材料的强度。
另一方面,较小的晶粒尺寸可以增加晶界的长度,从而增加材料的韧性。
因此,在设计镁合金的微观组织时,可以通过合理地控制固溶处理温度和时间来控制晶粒尺寸。
第二相是指在镁基体中稳定存在的弥散相或析出相。
第二相的存在可以显著改善镁合金的力学性能。
根据不同的应用要求,可以选择不同类型的第二相。
一些常见的第二相包括Mg17Al12、Al2Ca、Mg2Si、MgB2等。
这些第二相可以通过添加合适的合金元素或通过合理的热处理来形成。
例如,通过添加少量的Al元素,可以形成Mg17Al12相,可以显著提高镁合金的强度和硬度。
通过适当的热处理,可以实现第二相的析出和弥散分布,从而提高材料的韧性。
成分设计是指选择适当的合金元素和控制其含量以实现所需的力学性能。
合金元素的选择和含量对材料的晶体结构和晶粒尺寸有重要影响。
例如,在镁合金中添加较少的Al和Zn元素可以稳定Mg2Si相的形成,从而细化材料的晶粒尺寸。
另外,通过适当的合金元素选择和含量控制,还可以实现相的稳定和细化。
除了微观组织和成分设计外,固溶处理和热处理也是优化镁合金力学性能的重要手段。
通过合适的固溶处理工艺,可以实现合金元素的固溶和固液平衡,从而控制组织的稳定和晶粒的生长。
热处理是指在一定的温度和时间条件下对材料进行加热和冷却处理,以实现组织和力学性能的调控。
az91镁合金激光表面熔凝处理的微观组织变化AZ91镁合金是一种常用的镁合金,因具有良好的机械性能、导热性能和耐腐蚀性能而被广泛应用于航空、汽车、电子、船舶等领域。
然而,由于镁合金表面易于氧化和腐蚀,影响其使用寿命和性能。
为解决这一问题,激光表面熔凝处理技术被应用于AZ91镁合金,能够改善其表面性能,增强其耐腐蚀性和耐磨损性能,提高其使用寿命。
本文将就AZ91镁合金激光表面熔凝处理的微观组织变化进行探讨。
AZ91镁合金表面经过激光熔凝后,其微观组织变化主要体现在三个方面:表面液化区、熔体区和热影响区。
表面液化区即为经过激光熔凝处理后的表面部分。
由于激光能量的作用,表面部分出现了基体的液化,产生了相对较深的微米级液化区。
熔体区是指周围的凝固结晶区域,这部分区域的微观组织多为非晶态或亚晶态结构,因其具有无序结构和较高的活性元素含量,容易发生化学反应,造成氢的吸收和脆性破坏等隐患。
热影响区是指表面熔凝处理后的基体材料经历了不同程度的热影响,导致其微观组织发生了一定的变化,主要是晶粒尺寸变细、变形和严重的应力积累等。
表面液化区是影响AZ91镁合金表面性能的重要因素。
研究发现,激光熔凝处理还原了AZ91镁合金表面粗糙度,使表面质量得到了提高,表面液化区的致密度提高,表面硬度明显增强,耐磨性得到了提高。
表面液化区具有更细小的晶粒、更活跃的晶界和更多的过饱和度氧化物,因此表面液化区具有更高的耐腐蚀性和耐磨性能。
熔体区的存在会对AZ91镁合金的性能造成不利影响。
研究发现,熔体区的显微组织主要是非晶态或亚晶态结构,容易发生化学反应,在含有水蒸气和其他电离物质的环境下会发生氢的吸收和脆性破坏。
为了避免熔体区带来的隐患,需要采用合适的技术手段进行处理,如控制参数使熔化深度减少或减少激光能量密度,防止表面产生过多的熔体区。
热影响区是指激光熔凝处理后的AZ91镁合金中表面与基体交界处的区域。
该区域的显微组织主要是粗大的晶粒,具有变形和应力积累现象。
AZ31镁合金轧焊的微观结构和力学性能Jian Chen, Tianmo Liu , Liwei Lu, Y ueyang Zhang, Wen ZengCollege of Materials Science and Engineering, Chongqing University, Chongqing 400044, PR ChinaNational Engineering Research Center for Mg Alloys, Chongqing University, Chongqing 400044, PR China文摘在本文中提出了一个结合冷轧和焊接技术应用于对AZ31镁合金以了解的影响和静态再结晶在冷轧过程中微观组织演变和焊接接头机械性能。
结果表明,7%的轧焊样品得到了最高的抗拉强度(252 MPa)和强度系数(87.6%)。
随着轧应变的增加, 由于静态再结晶的影响热影响区的平均粒度随之减小。
恢复的时候,在焊接的过程中焊接热影响区再结晶核和晶粒生长过程分别用热力学理论和模型分析。
然而,异常的空间晶间断裂行为在10%的轧焊接头拉伸试验后被发现,这主要是由于气体包裹体、初始微型空洞和高残余应力在金属基材中2011年教育部博士点基金有限公司版权所有。
关键词:d .焊接e..机械f .微观组织镁合金钨极惰性气体保护弧焊静态再结晶1.介绍在国内外优秀的物理性能如低密度、高的比强度和刚度[1], 在各种技术上的应用镁合金是很有吸引力的,尤其是在汽车和飞机工业[2]。
作为一个六角拥挤不堪(hcp)金属、镁合金由于不够的滑动系统,特别是在室温条件下体现出低的延展性和冷加工可行性,限制其广泛的应用[3,4]。
因此,可靠地焊接过程在镁合金中加入简单的金属变成复杂金属的应用中起着十分重要的作用[5]。
众所周知,由于其优越性和经济实用性,对镁合金来说钨极惰性气体保护弧焊工艺(TIG)仍是主要的焊接方法,尽管由于需要大量的热量的输入会引起很多问题[6、7]。
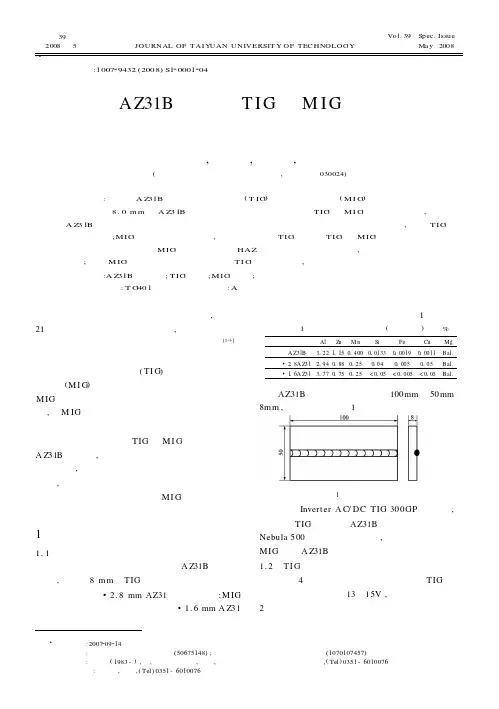
第28卷 第6期2008年12月航 空 材 料 学 报J OURNAL OF A ERONAUT ICAL MAT ER I A LSV ol 128,N o 16 D ece m be r 2008AZ31B 变形镁合金激光-M IG 复合焊焊接组织和性能分析谭 兵1, 陈东高1, 高 明2, 冯杰材1, 王有祁1(1.中国兵器科学研究院宁波分院,浙江宁波315103;2.华中科技大学,武汉430074)摘要:采用激光-M IG 复合焊对10mm 厚的A Z31B 变形镁合金进行焊接。
利用光学显微镜、扫描电镜、X 射线衍射仪等手段分析了焊接接头的外观和截面特征、显微组织、元素分布、焊缝物相和断口形貌等,并检测了接头区域硬度和接头强度。
试验结果表明:采用激光-M I G 复合焊能获得成形美观的焊缝,无明显的缺陷;焊缝热影响最大宽度位于激光区,约为100L m,焊缝组织为15~25L m 的等轴晶粒;相比于母材,焊缝区的镁元素出现烧损,铝和锰元素的比例有一定增加;焊缝区主要为M g ,A l 和少量的M gO 相。
焊接接头硬度值较均匀;焊缝抗拉强度达到222M Pa ,断口形貌为混合断裂断口。
关键词:激光-M IG 复合焊;A Z31B 镁合金;力学性能;微观组织中图分类号:TG14612 文献标识码:A 文章编号:1005-5053(2008)06-0036-05收稿日期:2007-11-08;修订日期:2008-05-20作者简介:谭兵(1979)),男,硕士,工程师,主要从事高强钢、高强铝合和镁合金的焊接研究,(E -ma il)tan _1_1@1631co m 。
镁合金由于具有比强度高、密度小、易加工、良好的防震性和耐蚀性等优点,而被广泛的应用于航天、汽车、摩托车和电子产品中[1],成为目前有色金属研究和发展的主要方向。
而焊接是形成结构件的重要手段,因此对镁合金材料的焊接性研究具有重大的理论和工程意义。
AZ31镁合金激光焊件的力学性能和应力腐蚀开裂行为摘要:采用Nd-YAG激光对AZ31 HP镁合金进行激光束焊接,并使用填料AZ61。
显微组织分析表明,使用或不使用填料(焊料)AZ61镁合金得到的激光焊接接头的平均晶粒尺寸大约为12μm,显微硬度和拉伸强度与母材相近。
然而,慢应变速率拉伸表明,在ASTM D1384溶液中两种焊接接头的抗应力腐蚀性能比母材略差。
可观察到应力腐蚀裂纹在焊缝金属中萌生并向热影区(HAZ)扩展。
然而,在以AZ61镁合金为填料(焊料)获得的焊接接头中,观察到裂纹起源及扩展出现在热影区(HAZ)。
在慢应变速率拉伸试验中,由于试样表而暴露在腐蚀环境中,在氢氧化/镁氧化镁层形成局部损伤,从而导致应力腐蚀裂纹的生成。
关键词:镁合金;激光焊接;显微组织;力学性能;慢应变速率拉伸;应力腐蚀裂纹;断面分析1 简介汽车和飞机应用需要重量轻,HP的材料,在这些工业中,锻造镁合金正逐渐替代钢材和铝合金[1]。
在一般情况下,镁合金具有优良的铸造性和稳定的成形性,因此,很多部件用铸造和锻造镁合金制成。
虽然可以用气体钨极氩弧焊完成镁合金的焊接[2-4],但最近,激光束焊接(LBW),电子束焊(EBW)和摩擦搅拌焊接(FSW)工艺被广泛用于这些合金的链接[5-9]。
这是由于可控的能量束和FSW工艺减少了缺陷水平,并进而提高效率的结果。
但是FSW的工艺是一种固态的过程,不涉及任何填充材料,而激光束焊可以在用或不用额外的填充材料的情况下生产镁合金焊接件。
对于许多应用,除了在机械性能以外,材料的抗耐腐蚀能力也必须加以考虑。
镁合金材料一般都被视为是一种抗耐腐蚀性能力较弱的材料[10] 。
然而,一般来讲,当镁合金杂质水平在一定的范围之内时,其抗耐腐蚀性能被认为好于碳钢,这是将它们放在德州墨西哥湾海岸的大气中暴露2年的试验得出的结果。
杂质对镁合金腐蚀行为的影响是显著的,尤其是其表面上[12] 。
就焊接件的案例来说,除表面杂质为外,晶粒尺寸,焊接金属成分,微成分的分布和残余应力等也会影响其腐蚀行为。
变形镁合金AZ31B的激光焊接工艺研究发布时间:2021-03-12T03:17:34.579Z 来源:《建筑学研究前沿》2020年25期作者:王涛[导读] 变形镁合金是相比于铸造镁合金具有更大的发展潜力,通过材料结构的控制、热处理工艺的应用,变形镁合金可获得更高的强度、更好的延展性和更多样化的力学性能,从而满足多样化工程结构件的应用需求。
变形镁合金往往需要加热到一定温度并通过挤压、轧制及锻造等热成形技术加工而成。
聊城市三优装饰工程有限公司山东聊城 252000摘要:变形镁合金是相比于铸造镁合金具有更大的发展潜力,通过材料结构的控制、热处理工艺的应用,变形镁合金可获得更高的强度、更好的延展性和更多样化的力学性能,从而满足多样化工程结构件的应用需求。
变形镁合金往往需要加热到一定温度并通过挤压、轧制及锻造等热成形技术加工而成。
关键词:镁合金AZ31B;激光焊接;工艺研究1 镁合金的特点1.1 变形镁合金主要用来生产镁合金板、挤压件、锻件等,主要用于结构件变形镁合金的力学性能与加工工艺、热处理状态等关系很大的,变形镁合金,一般通过熔铸以后取得坯料,将坯料通过挤压、轧制、锻造等工艺,进行变形而获得的型材、管材、板材和零件,因而取名变形镁合金。
对于镁合金来讲化学成分的不同,力学性能就差异很大,比如AZ31与AZ61很大的差别,一般情况下,含AL高则其强度大,但其延展率较低。
热处理,镁合金在变形加工前要进行均质化处理,消除内应力,便于加工。
1.2 镁合金的优势镁合金是目前工业用金属材料中最轻的合金,同时具有良好的抗振和降噪能力,在汽车驱动和传动部件上应用镁合金可以很好地吸收因震动产生的能量,起到减震效果。
镁合金还具有很好的抗干扰能力,可以屏蔽电磁引起的干扰。
镁合金具有良好的铸造性能和切削加工性能,镁合金的熔点比铝合金要低,镁合金的融化潜热低,在铸造过程中,镁合金充型性好,凝固速度快,非常适合铸造薄壁零件,在熔化再回收过程中消耗的能量也比较少,所以镁合金还具有良好的可回收性能。
摘要镁合金具有密度低,强度高,导热性能好,抗震性能好,电磁屏蔽性能优势以及应用在汽车,航空航天,电子信息产业,有广阔的发展前景。
然而,在室温下,用紧密堆积的六方晶系结构的镁,滑系统,塑性变形。
这些属性导致生产困难和昂贵的方法制备的镁合金部件的结构复杂。
因此,使用镁合金结构简单焊接方法连接成一个复杂的结构,在镁合金结构件制造,不仅节省成本,而且还减少过程的复杂性的有效措施之一。
在本文中,AZ31和AZ61变形镁合金的研究,通过调整不同的焊接工艺,金相组织分析和力学性能测试,系统的研究,不同的镁合金激光焊接和TIG焊接热输入量和焊接速度焊接参数接头的组织和力学性能的影响,阐明组织演变,并获得焊接接头的力学性能之间的关系;强化机理模型预测了镁合金的高功率激光焊接接头的屈服强度增强机制。
的实验事实的基础上的理论分析,得出以下结论:1、间增加的能量不仅会导致增加的TIG焊接接头的AZ31镁合金热影响区,热影响区和熔合区的晶粒粗化,连续减少β-相的热影响区和熔合区的颗粒或不连续β相增加。
然而,如果该行的能量太低,将导致在焊缝中的未焊透和孔隙度,从而降低了在焊接接头的拉伸强度。
2、较小功率的前提下,AZ31镁合金激光焊接熔深增加线能量增加。
焊缝的表面上的等离子体有利于激光焊缝的深度增加。
随着焊接线能量在AZ31镁合金激光焊接熔合区,呈现胞状晶→胞状树枝晶→树枝晶→等轴晶的转变。
此外,适度的提高线能量可以降低镁合金的激光焊接头的应变速率,降低焊接凝固裂纹的形成的概率。
关键词:镁合金;激光焊;钨极氩弧焊;微观组织;力学性能ABSTRACTMagnesium alloys have low density, high specific strength, good thermal conductivity, excellent seismic performance, and good electromagnetic shielding performance and other advantages, has broad application prospects in the automotive, aerospace and electronic information industry. However, magnesium has the close-packed six party crystal structure at room temperature, slip, plastic deformation capacity low. These properties result in the complex structure of magnesium alloy production and preparation of difficult and high cost. Therefore, the use of welding method for magnesium alloy is simple structure will be connected with a complicated structure becomes magnesium alloy structural parts manufacturing industry not only cost savings,but also one of effective measures to reduce the complexity of the technology. Based on the AZ31 and AZ61 magnesium alloy as the research object, through the welding parameters under different process adjustment, and combined with the microstructure analysis and mechanical properties testing, a systematic study of the different welding speed and the welding line energy effect of microstructure and mechanical properties of joint of magnesium alloy laser welding and TIG, clarification the relationship between the microstructure evolution and mechanical properties of the welded joint; and the strengthening mechanism model to forecast the yield strength enhancement mechanism of high power laser welding of magnesium alloy joints. Based on the experimental facts, combined with theoretical analysis, the main conclusions are the following:1, line energy not only leads to AZ61 magnesium alloy gas tungsten arc welding HAZ width increases, heat affected zone and Fusion Zone grain coarsening, and make continuous β - heat affected zone and fusion zone of reduced and granular or discontinuous beta phase increased. Low line energy will lead to lack of penetration and porosity in weld appearance, and the ultimate tensile strength of the welded joint reduction 2, in the condition of low power, AZ61 wrought magnesium alloy laser weld penetration increases with the increase ofwelding line energy. Plasma welding on the surface of thin and stable in favor of laser weld penetration increase. With the increase of welding line energy, influenced by constitutional undercooling degree of change,the fusion zoneof AZ61 magnesium alloy laser welding deformation, microstructure evolution of the critical region near the partially melted zone are presented in the cellular crystal and cellular dendrite, dendritic, equiaxed grains. In addition, appropriately increasing the line energy can reduce the magnesium alloy laser welding joint strain rate, thereby reducing the possibility of the formation of weld solidification cracks in the line, but the high energy will lead to weld HAZ liquation crack increase.Keywords : magnesium alloy; laser welding; TIG welding; microstructure; mechanical properties目录中文摘要.......................................................... ............................................................ (I)英文摘要.......................................................... ............................................................ .. (II)第1章绪论.......................................................... ............................................................ .. (1)1.1 镁合金得简介 ......................................................... . (1)1.1.1 镁合金得发展.......................................................... . (1)1.1.2 镁合金得分类.......................................................... . (2)1.2 镁合金焊接得国内外研究现状 ......................................................... (2)1.3 本文得主要研究内容 ......................................................... . (6)第2章研究内容与方法 ......................................................... .. (7)2.1 实验材料 ......................................................... ............................................................ (7)2.2 焊接设备 ......................................................... ............................................................ (7)2.2.1 交流钨极氩弧焊焊机.......................................................... . (7)2.2.2 小功率激光脉冲焊接机 ......................................................... .. (8)2.2.3 大功率激光器.......................................................... . (8)2.3 性能检测设备 ......................................................... . (8)2.3.1 焊接接头试样得制备.......................................................... . (8)2.3.2 扫描电子显微镜.......................................................... (8)2.3.3 万能材料试验机(SANS XYA105C) ................................................... . (9)2.3.4 显微硬度计.......................................................... .. (9)第3章镁合金钨极氩焊接接头微观组织和力学性能得关系 (11)3.1 线能量得变化对镁合金钨极氩弧焊接接头微观组织得影响 (11)3.1.1 镁合金钨极氩弧焊焊接接头得微观组织特征 (11)3.1.2 线能量得变化对焊接接头热影响区微观组织得影响 (12)3.1.3 线能量得变化对焊缝熔合区微观组织得影响 (13)3.2 线能量得变化对焊接接头力学性能得影响 ......................................................... .. (15)3.2.1 拉伸强度.......................................................... . (15)3.2.2 显微硬度.......................................................... (17)3.3 本章小结.......................................................... . (19)第4章焊接线能量得变化对镁合金小功率激光焊接性能得影响 (20)4.1 焊接线能量对焊缝熔深得影响.......................................................... . (20)4.2 焊接线能量变化对焊缝熔合区微观组织得影响 (22)4.3 线能量得变化对热裂纹形成得影响.......................................................... .. (25)4.4 线能量得变化对微气孔形成得影响.......................................................... .. (27)4.5 本章小结.......................................................... . (29)第5章结论.......................................................... ............................................................ (30)致谢.......................................................... ............................................................ . (31)参考文献.......................................................... ............................................................ (32)第1章绪论1.1 镁合金得简介1.1.1 镁合金得发展20世纪初期镁合金作为结构材料在是军事需求带动下,镁合金的需求生产开始快速增长。