紧固螺栓断裂分析
- 格式:docx
- 大小:584.96 KB
- 文档页数:7
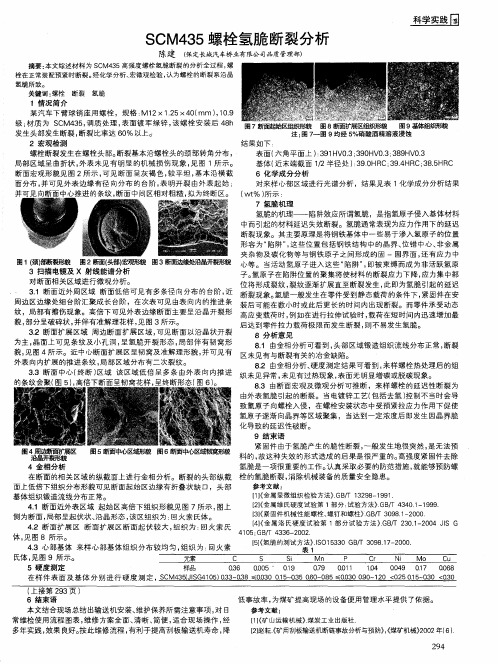
中国科技论文在线25Cr2MoV钢高温螺栓断裂分析刘建华(中国矿业大学材料科学与工程学院,江苏徐州 221116)摘要:通过力学性能试验、金相分析及 SEM断口分析对火电厂机组气缸 25Cr2MoV钢高温紧固螺栓发生断裂进行了研究。
结果表明:该螺栓长期在高温条件下服役,其晶界会有黑色网状碳化物析出、晶界粗化,同时组织老化,承受载荷能力下降。
在停开机提速过快时,螺栓不能承受施加的偏心冲击载荷,导致其发生脆性失效。
关键词:25Cr2MoV;脆性断裂;断口分析;晶界弱化中图分类号:TG142.1The Fracture Analysis of High-temperature Blots Made of25Cr2MoV SteelLIU Jianhua(School of Material Science and Engineering,China University of Mining and Technology,JiangSu XuZhou 221116)Abstract: The fracture of high-temperature fastening blots made of 25Cr2MoV steel used onthermal power unit cylinder has been studied.Analyses on fracture with mechanical properties,metallographic examination and SEM have been carried out. The results showed that the blackmesh grain boundary carbide precipitation with 25Cr2MoV steel under long-term elevatedtemperature service, and the grain boundary coarsening.These factors contribute to grain boundaryand grain boundary weakening performance, organization of aging itself ,load bearing capacity ofthe matrix decreased. Stop the excessive speed at the start, the bolts can not withstand the impactloads imposed by the eccentric, leading to brittle failure.Keywords:25Cr2MoV; brittle fracture; fractography analysis; grain boundary weakening0引言火力发电厂锅炉、汽轮机的气缸结合面和蒸汽管道等部件广泛采用 25Cr2MoV钢高温螺栓进行紧固连接 [1]。

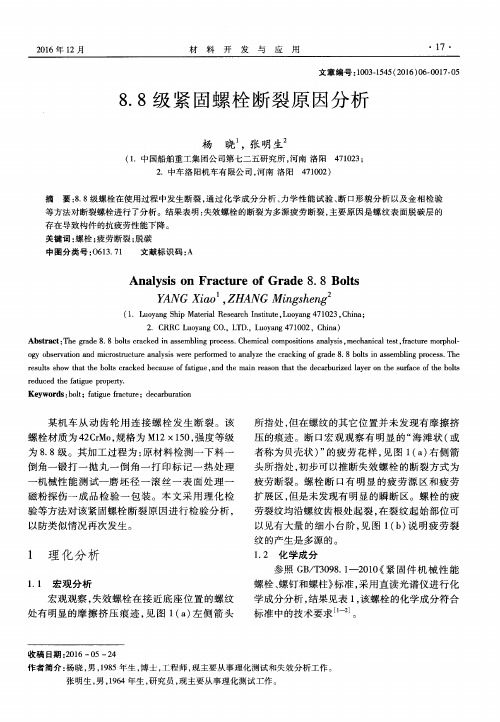
汽轮机检修中螺栓损坏原因分析及对策摘要:汽轮机组中存在着大量的螺栓,如果在维修中没有得到正确的处理,不仅会导致螺栓的损坏,而且还会导致维修周期的加长,从而增加维修费用,还会对设备造成不同程度的损伤,影响到蒸汽机组的安全和效率。
鉴于此,本文从汽轮机中螺栓检修的基本流程出发,对螺栓损伤的成因进行了分析,并提出了有针对性的对策,从而保证了机组的安全稳定运行。
关键词:汽轮机;检修;螺栓损坏;原因及对策一般来说,我们所说的螺栓指的是高压、高温螺栓,它不仅包括主汽门、连通管、调节气门、高压导气管和汽缸法兰螺栓,还包括各个轴承紧固螺栓。
因为在正常的情况下,汽轮机需要承受很大的压力,而且在机组的工作中,螺栓的工作状态是不断的做功,所以,在这样的工作条件下,螺栓会因为承受了很大的应力而产生疲劳,从而造成设备的破坏。
根据某电厂的一次检修,对造成螺栓损坏的因素作了详细的剖析,并根据工作实践,提出了相应的解决措施,从而提高了机组的安全性和稳定性。
1 汽轮机中螺栓检修基本流程分析为了提高汽轮机螺栓维修工作的效率和质量,需要对螺栓的维修基本过程进行合理的设定,并结合科学的维修工艺,对存在的问题进行及时妥善的处理。
汽轮机螺栓检修的基本程序是这样的。
首先,正确而有效的拆除螺栓。
在高效地拆除涡轮螺栓时,需要将金属表面的温度降到80℃以下,才能保证以后工作的正常进行。
拆除完毕后,应将螺栓保存好,并对其进行编号,这样才能保证检修的顺利进行。
其次是对螺栓的检查和维护。
检修前要做好准备工作,即一一拆开清理螺扣、螺帽等,去除氧化皮,保证零件的清洁。
如果螺母安装顺利,松开螺母,那就说明螺母没有问题,如果有问题,那就需要检查。
同时,要正确地选用维护方式,保证螺栓的良好状态和螺栓的表面光洁。
最终,在检修结束后,及时返回安装。
做完螺栓检修工作后,要立即回装。
在回位时,需要在合理的次序支撑下,对螺栓进行冷紧,热紧作业。
在实际工作中,需要对力矩进行有效的控制,并严格执行密封处理,从而保证螺栓的安全使用,避免出现漏气的情况。

螺栓的氢脆断裂分析螺栓的氢脆断裂是指螺栓在受到氢的腐蚀作用或吸附后,因为氢的存在而引起的断裂现象。
由于氢的小分子尺寸,能够渗透到很多材料中,包括钢材,导致螺栓的氢脆断裂。
氢脆断裂对于螺栓的使用和安全性具有严重影响,因此对其进行分析和预防非常重要。
氢脆断裂的原因可以分为内在原因和外在原因。
内在原因是指材料本身的特性,如材料的晶粒尺寸、合金成分等。
外在原因则是指外部环境对于材料的影响,如温度、湿度、应力等。
首先,氢的渗透是氢脆断裂的关键因素之一、当螺栓表面存在细小的裂纹、孔洞或者较高的应力时,氢能够从周围环境渗透到螺栓中。
渗透的氢原子会进入晶格中,并与材料中的金属原子结合成氢化物。
氢化物形成后,会导致晶格内的应力增大,从而使螺栓变脆并发生断裂。
其次,氢的吸附也是氢脆断裂的重要原因之一、当螺栓表面暴露在含有氢的环境中时,氢原子会吸附在螺栓表面上。
吸附的氢原子会与金属原子结合,并形成氢化物。
这些氢化物的形成会导致螺栓的变脆和断裂。
氢脆断裂的发生与材料的化学成分也有关系。
一些高强度钢材中的合金元素,如锰、硅、铝等,可以减少氢脆的发生。
这是因为合金元素会与氢原子结合形成稳定的化合物,减少氢的渗透和吸附。
在预防螺栓的氢脆断裂中,需要注意以下几点:1.控制氢的渗透和吸附。
可以采用合理的防腐措施,如使用防腐涂层、隔离层等,阻止氢的渗透和吸附。
2.控制螺栓表面的应力。
可以通过合适的螺栓设计和安装方式,减少螺栓表面的应力集中,降低氢的渗透和吸附的可能性。
3.控制材料的成分。
选择合适的材料和合金元素,减少氢脆的发生。
4.对于容易受到氢脆影响的螺栓,在生产和使用过程中应进行严格的检测和监控,及时发现和处理有问题的螺栓,确保使用安全。
总之,螺栓的氢脆断裂是一种非常危险的现象,会对螺栓的使用和安全造成严重影响。
为了预防螺栓的氢脆断裂,需要综合考虑材料的性质、环境因素和设计等多个因素,并采取相应的防腐措施和预防措施,以确保螺栓的使用安全。
螺栓的氢脆断裂分析
氢脆就是指钢材内的氢分子造成的应力集中超过了钢材的强度极限,在钢材内部形成了小裂纹,这种裂纹一旦产生就不能消除,在生产成螺栓后,在内部残余或者外加的应力作用下,就可能导致螺栓断裂。
氢脆只能预防,不能治理,因此需要了解不锈钢螺栓合金钢螺栓氢脆断裂的原因,才能从源头避免氢脆问题的发生。
合金钢螺栓氢脆断裂的原因主要有四种:酸洗时引入氢、熔炼过程未完全去氢、外部环境引入氢、氢致延迟型断裂。
酸洗时引入氢:合金钢螺栓的加工过程中包含酸洗和电镀,而这两个工艺环节容易引入氢原子。
如酸洗磷皂化和皂化过程中都有可能引入氢,尤其是磷化工艺中,在磷酸的作用下,铁和碳形成的了无数原电池,在阳极区工件表面形成磷化膜,在阴极区则放出大量的氢。
这种在加工过程中吸入的氢可以说是螺栓氢脆断裂的主要原因了。
熔炼过程中未完全去除氢:在合金钢螺栓的熔炼过程中,有些氢原子留存是无法避免的,这和熔炼的温度、环境及熔炼过程控制都有较大的关联。
在这个过程中残留的氢原子会在氢脆的产生过程中对螺栓的断裂起到促进作用。
外部环境引入氢:如果螺栓的使用环境长期潮湿,那么也会有部分的氢渗入,如在雨水较多的地区用的螺栓其氢脆断裂的发生比例更高。
氢致延迟型脆性断裂:这就是内部残余应力或外在应力的共同
作用下,引发了氢脆断裂。
想要预防螺栓氢脆断裂,就需要根据实际工况来选择适当的原材料、加工工艺(热处理、电镀、酸洗等),采用严格的预防措施。
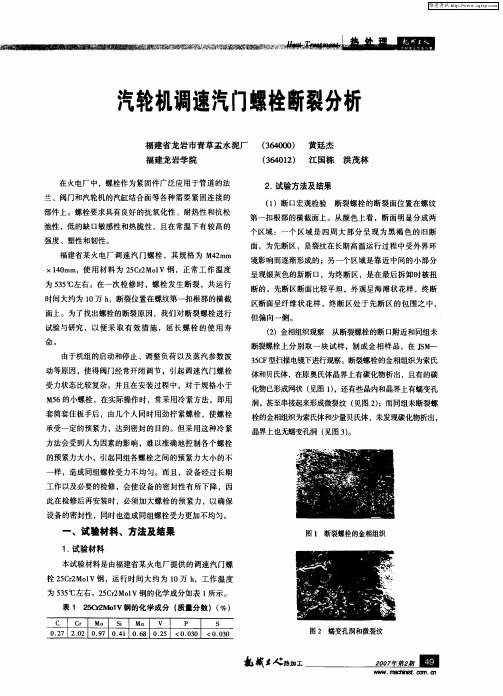
5.金相组织分别对未断与断裂螺钉和螺母各1件纵向解剖进行金相观察。
图8为试样末浸蚀时的低倍形貌。
a 25×b 50×c 25×图8 螺钉纵剖金相磨面(a、b—螺钉,c—螺母)从图可以清楚地看到,螺钉在牙的侧面存在明显的裂纹,每个牙上裂纹的位置与形态完全一致,将裂纹放大后(图8b)可以明确判断,上述裂纹实际上是螺钉在搓丝过程中形成的折叠。
折叠处(图8b中的A处)的显微硬度为540HV,0.05明显要高于其他部位的渗碳层的硬度,此系A处两面渗碳的结果,这点同时也说明上述裂纹在热处理前业已存在。
另外,对一个断裂的螺钉解剖后发现,在过渡圆角处存在细微裂纹(图9),浸蚀后观察,该裂纹沿晶扩展(图10),这与断口源区扫描电镜下观察到的沿晶断裂特征(图3)完全吻合。
在裂纹周围也未发现非金属夹杂物聚集和沉淀相析出。
图9 断裂螺钉圆角处的裂纹50× 图10 图9裂纹浸蚀后的放大形貌500×螺母牙顶形成双峰(图8C),这也是搓丝工艺不当所形成的。
双峰鞍部形成的不规则尖缺口将对随后的热处理及使用均将产生不利影响。
图11为螺钉渗碳层的低倍形貌及渗层组织,渗碳层为回火屈氏体。
断裂与未断裂螺钉的芯部组织均为板条马氏体,未断螺钉的马氏体板条更粗大些(图12)。
25× 100×图11 螺钉渗碳层形貌及组织a断裂螺钉 b未断螺钉图12 螺钉的芯部组织500×图13为螺母的渗碳层组织,断裂与未断裂螺母的渗碳层组织相同,均系回火屈氏体。
断裂螺母与未断裂螺母的芯部组织则完全不同(图14)。
图13 螺母的渗碳层组织250×a 断裂螺母b 未断螺母图14 螺母的芯部组织 500×断裂螺母芯部组织为绌片状珠光体+铁素体,而未断者为板条马氏体。
这与表1中螺母测定的硬度值完全对应。
6.含氢量分析根据螺钉断口形貌特征及延时断裂特征,加之螺钉经酸洗后镀锌,怀疑有渗H2现象[1]。
图1 断裂螺栓宏观形貌图2 螺栓断口的宏观形貌表1 螺栓样品化学成分(质量分数)(%元素检测结果标准值符合性判断C0.410.25~0.55符合P0.012≤0.025符合S0.016≤0.025符合貌,裂纹源处螺纹根部表面存在大量龟裂形貌,裂纹源断面局部磨损擦伤,未擦伤区域存在疲劳辉纹;螺栓断口裂纹扩展H热处理失效eatTreatmentFailure貌,局部存在擦伤,未擦伤区可见疲劳辉纹;最终断裂区形貌,为韧窝形貌。
(4)金相分析图4~图6为裂纹源区断面抛光态及侵蚀态形貌,裂纹源及扩展区断面较为平整。
螺栓表面存在脱碳现象,裂纹源附近表面存在大量细小裂纹,大多数裂纹位于螺栓表面全脱碳层,全脱碳层深度约为10.19μm。
断口裂纹扩展区较平整,裂纹扩展方式为穿晶扩展。
最终瞬断区表面显微形貌呈锯齿状。
断口源区的显微组织为的铁素体+回火索氏体,部分铁素体呈针状及沿晶分布。
根据GB/T 10561—2005,实际检验A法,对非金属夹杂物进行评级,结果为:A0.5,B1.0,C0.5,D0.5,DS0,如图7所示。
基体显微组织为回火索氏体,如图8所示。
(5)硬度检验截取断裂螺栓硬度试样,进行维氏硬度测定,结果如表2所示。
断裂螺栓硬度符合GB/T 3098.1—2010对10.9 级螺栓的技术要求。
2. 分析与讨论(1)检验结果分析螺栓的化学成分及心部硬度均符合GB/T 3098.1—2010对10.9 级螺栓的技术要求;断口宏观及微观分析可判断螺栓断裂模式为疲劳断裂,裂纹源位于螺栓中部螺杆与螺纹过渡处的第一个螺纹根部,裂纹源处螺纹根部表面存在大量龟裂形貌;金相检验表明螺栓表面存在脱碳现象,裂纹源附近表面存在大量微裂纹,微裂纹位于(a)螺栓断口形貌(b)断口裂纹源形貌(c)断口裂纹扩展区的SEM形貌(d)断口最终断裂区的SEM形貌图3 螺栓断口的SEM形貌图4 裂纹源处抛光态形貌图5 裂纹源处侵蚀态形貌(a)(b)图6 螺栓裂纹源附近表面显微形貌图7 断裂螺栓基体非金属夹杂物形貌图8 断裂螺栓基体显微组织形貌(下转第69页)。
紧固螺栓断裂分析
摘要:通过螺栓断口宏微观形貌检测、电镜检测、金相检测、机械性能分析、化学成分分析手段,综合分析紧固螺栓断裂
性质,并分析断裂失效的原因,结果表明失效的原因可能有两点:一是酸洗过程氢进入金属内部导致氢脆;二是高温回火时导致材
料出现高温回火脆性,其中发生氢脆的可能性较大。
关键词:螺栓;氢脆;合金结构钢;高温回火脆性
1前言
发蓝处理,是将钢在空气中加热或者直接浸泡在浓氧化性溶液中,使其表面
产生极薄的氧化物膜的材料保护技术。
发蓝处理在酸洗过程中,酸洗液中酸分解
后会产生H-,H-成为吸附在钢铁表面的H原子,由于H原子具有最小的原子半径,容易在钢等金属中扩散,部分H原子越过金属表面,并扩散进入金属的晶格,在应
力集中处或缺陷处富集,聚合为氢分子,造成应力集中,超过钢的强度极限,在
钢内部形成细小的裂纹被称为氢脆。
氢脆敏感性与材料强度密切相关,氢脆断裂
的临界应力极限随着材料强度的升高而急剧下降。
这是因为金属晶体中位错、晶界、沉淀相等氢积聚点多,在酸洗、电镀过程中易于吸H,基体内应力较大。
一般
认为,抗拉强度低于1 GPa的合金钢一般不发生氢脆。
合金结构钢在450~600℃之间出现的回火脆性称高温回火脆性。
出现这种回
火脆性时,钢的冲击韧性降低,脆性转折温度升高,但抗拉强度和塑性并不改变,对许多物理性能也不产生影响。
引起高温回火脆性的杂质元素有P、S、B、Sn、Sb、As等。
但当钢中不含Ni、Cr、Mn、Si等合金元素时杂质元素的存在不会引
起高温回火脆性。
但当杂质元素含量一定时,Ni、Cr、Mn、Si元素含量愈多,脆
化就愈严重。
当两种以上元素同时存在时,脆化作用就更大。
高温回火脆性的脆
化速度和脆化程度均与回火温度和回火时间密切相关。
温度一定时,随回火时间
延长,脆化程度增大。
在550℃以下,回火温度愈低,脆化速度就愈慢,但能达
到的脆化程度也愈大。
材质为18Cr2Ni4WA的内燃机车轴箱紧固螺栓,在机车运行过程中发生断裂,紧固螺栓的制造工艺流程为:备料-墩方头-正火+高温回火-抛丸-调质-车端面-
车外圆与螺纹-钻孔-去毛刺、锐棱倒钝-探伤-发蓝处理。
为分析断裂原因,将断
裂的紧固螺栓进行检测。
2试验方法
2.1宏观检测
断裂的紧固螺栓宏观形貌及断口形貌如图1、2所示,对紧固螺栓断口进行
清洗后观察断口形貌,紧固螺栓断裂位置均位于螺牙底部。
紧固螺栓材料没有明
显的塑性变形,可以观察到断口整体凹凸不平,断口部分区域呈现光亮的细瓷状,断口表面存在一定程度锈蚀,裂纹源周向分布在螺牙底部的表面,裂纹由边
缘向心部扩展,紧固螺栓断裂模式为脆性断裂。
图1 紧固螺栓宏观形貌图2 紧固螺栓断口形貌
2.2电镜检测
对螺栓断口进行扫描电镜微观检测,观察紧固螺栓的裂纹源区和终断区。
紧固螺栓裂纹源区为沿晶断裂形貌如图3所示,裂纹源区属于脆性断裂。
终断区呈现韧窝+解理形貌如图4所示,最终断裂为韧脆混合断裂。
图3 紧固螺栓裂纹源区微观形貌 图4 紧固螺栓裂终断区微观形貌
2.3金相检测
在紧固螺栓断口处取样,分析观察螺栓的螺牙、牙顶与牙底处,未发现明显缺陷,未发生脱碳如图5所示。
裂纹源位置的金相组织,其显微组织为回火索氏体,裂纹源处未见明显非金属夹杂与冶金缺陷,断口上可以观察到沿晶扩展的裂纹如图6所示。
在紧固螺栓上截取金相试样,进行非金属夹杂物和金相组织检测,螺栓金相组织为回火索氏体。
非金属夹杂物级别为:A 细系1.0、D 细系0.5。
符合GB/T 3077-2015《合金结构钢》中高级优质钢的要求
图5 紧固螺栓螺牙显微组织 图6 紧固螺栓断口处形貌
2.4机械性能分析
在紧固螺栓上截取机械性能和硬度试样进行机械性能检测,检测结果见表1,该试样的机械性能符合设计图纸的技术要求。
表1 紧固机械性能检测结果
2.5化学成分分析
在紧固螺栓上取样进行化学成分分析,测试结果见表2,结果显示紧固螺栓
的化学成分符合GB/T 3077-2015《合金结构钢》中牌号18Cr2Ni4WA的要求。
表2 紧固螺栓化学成分检测结果
3断裂原因分析
紧固螺栓的金相分析、机械性能分析及化学成分分析,检测结果符合设计图
纸和相关标准的要求。
紧固螺栓的宏观检测认定螺栓断裂模式为脆性断裂。
紧固
螺栓电镜检测,判断螺栓断裂模式为沿晶脆性断裂,呈现多源断裂特征,裂纹源
分布于螺牙底部表面。
紧固螺栓最终断裂呈现韧窝+解理特征,最终断裂为韧脆
混合断裂。
由于紧固螺栓发蓝处理的工艺中存在酸洗工序,在酸洗过程中可能导致氢进
入金属内部,根据断口呈现的沿晶断裂特征,认为紧固螺栓可能发生了氢致断裂。
由于紧固螺栓强度硬度均较高,因此当金属内部有氢存在时,具有较高发生氢脆
的倾向。
一般来讲对于氢脆导致的延迟断裂断口通常有两个区域,一是氢脆裂纹
扩展区,二是机械撕裂区,这与螺栓的宏观形貌是相吻合的,因此该螺栓失效模
式很大可能为氢致断裂。
在紧固螺栓工序中存在调质处理,合金结构钢18Cr2Ni4WA在490±20°C
进行了回火则有可能导致高温回火脆性,高温回火脆性导致的断裂的典型微观形
貌为沿奥氏体晶界分离形成的冰糖状花样,此次失效的螺栓断面的微观形貌同样
呈现了此特征,因此高温回火脆性也是导致螺栓发生脆性断裂的一种可能。
4结论
螺栓发生沿晶脆性开裂的原因可能有两点:一是酸洗过程氢进入金属内部导
致氢脆;二是高温回火时导致材料出现高温回火脆性,其中发生氢脆的可能性较大。
参考文献
1陈凯敏, 赵宜, 徐罗平. 电力机车连接螺栓断裂分析[J]. 失效分析与预防, 2016, 11(1): 33-36.
2钢氢脆失效的新现象与新认识[J]. 失效分析与预防, 2015, 10(6): 376-383.
3郝清月.金属材料缺陷金相检测实例及缺陷金相图谱[M].香港:中国知识出
版社,2006:402 - 406.
4吴建国.氢气对金属材料之影响[J].材料导报,2004(8):119- 120.。