第五章 铝合金蜂窝夹层结构的胶结修理
- 格式:ppt
- 大小:16.04 MB
- 文档页数:27
蜂窝夹层修理结构的弯曲性能试验分析摘要:随着纤维增强树脂基复合材料在民用和军用飞机上的应用,复合材料部件在制造和使用过程中可能出现缺陷和损伤。
因此,复合材料的修复效果已成为复合材料修复领域的研究热点。
飞机复合材料结构件大多数都采用蜂窝夹层结构,如雷达罩、客舱地板、各类装饰面板、各类整流罩、操纵舵面和梁腹板等。
关键词:蜂窝夹层结构;挖补修理;弯曲强度;破坏模式;修理设备;使用四点弯加载方式研究分析了含损伤蜂窝夹层修理结构的弯曲性能,该夹层结构由碳纤维增强的聚合物面板和蜂窝芯子组成。
进一步分析了挖补斜度、挖补方式、损伤程度、修理设备和修理材料对修理板弯曲性能的影响。
研究表明,修理板的破坏模式可分为补片边缘折断、补片中面折断和胶层破坏三种,相同破坏模式修理板的名义弯曲强度相近,其中前两种破坏模式修理板的名义弯曲强度与完好板相近,而第三种破坏模式修理板的名义弯曲强度相对较低。
所有修理板的名义弯曲强度恢复率基本处于95%以上,同时修理后抗弯刚度也满足修理准则。
一、挖补参数影响分析为了分析挖补参数(挖补斜度和挖补方式)对修理后结构的弯曲性能的影响,采用热压罐进行固化,以排除胶接质量的影响。
关于挖补斜度对弯曲性能的影响分析,考虑1∶10、1∶30、1∶50三种斜度的对比分析。
胶层破坏的特征是破坏发生在胶层内部,当载荷超过胶黏剂强度时发生,一般会发生胶层剪切破坏和胶层剥离破坏两种破坏模式,破坏通常发生在应力集中区域。
通常胶层剪切强度比剥离强度高很多,胶层发生剪切破坏是可以接受的,因此应减少剥离破坏的发生。
对于斜面搭接连接形式,当斜面的坡度越陡,剥离应力就越大,也就是对于挖补修理,挖补斜度越小,剥离应力越大,胶层越易发生剥离破坏,即胶层可能在层板破坏之前先发生破坏,导致整个修理板的强度降低。
可以看出,面板挖补斜度由1∶10到1∶50的变化过程中,胶层的坡度由陡变缓,在1∶10斜度时,胶层易发生剥离破坏,而在1∶50斜度时,胶层更易发生剪切破坏,因此,斜度变缓可以提高胶层的强度,修理效果相对较好,这与相关文献的研究结果一致当胶层破坏中剥离破坏占主导因素时,胶层破坏可能发生在层板破坏之前,此类结构相对完好层板名义弯曲强度略低,这与1∶10试验结果相符合,胶层破坏、补片撕裂、中面折断破坏;而当胶层破坏中剪切破坏占主导因素时,胶层破坏可能发生在层板破坏之后,此类结构与完好板的破坏模式相似,名义弯曲强度相近,这与1∶30和1∶50的试验结果相符合,补片边缘面板折断,蜂窝压溃。

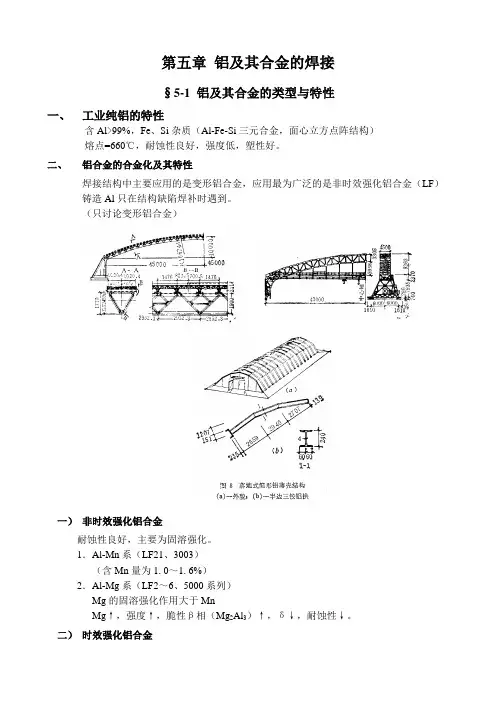
第五章铝及其合金的焊接§5-1 铝及其合金的类型与特性一、工业纯铝的特性含Al>99%,Fe、Si杂质(Al-Fe-Si三元合金,面心立方点阵结构)熔点=660℃,耐蚀性良好,强度低,塑性好。
二、铝合金的合金化及其特性焊接结构中主要应用的是变形铝合金,应用最为广泛的是非时效强化铝合金(LF)铸造Al只在结构缺陷焊补时遇到。
(只讨论变形铝合金)一)非时效强化铝合金耐蚀性良好,主要为固溶强化。
1.Al-Mn系(LF21、3003)(含Mn量为1.0~1.6%)2.Al-Mg系(LF2~6、5000系列)Mg的固溶强化作用大于MnMg↑,强度↑,脆性β相(Mg2Al3)↑,δ↓,耐蚀性↓。
二)时效强化铝合金最为典型的是LY系列和LC系列,LD系列1.硬铝(LY系列,2000系列)1)LY12(Al-Cu-Mg系)应用最早,2024(美)a.主要强化相:(CuAl2),S相(Al2CuMg),其次:T相(CuAl5Mg5),β相(Mg2Al3)。
b.元素的作用c.缺点:(1)耐蚀性不良,采用包铝,但强度降低(2)固溶强化温度范围窄(495~503℃)易过烧与强化效果不佳。
(3)焊接裂纹倾向大2)LY16(Al-Cu-Mn系列,2219)为改善材料焊接性而设计Mg降低Al-Cu合金中的溶解度,提高脆性和凝固裂纹倾向,用Mn代替(见上图)2.超硬铝(LC,Al-Zn-Mg系列,7000系列)1)特点:Al-Zn-Mg-Cu系,强度最高,缺口敏感性高、耐蚀性低。
2)焊接性差,熔化焊接裂纹倾向大,接头强度远远低于母材。
焊接接头:σb=309Mpa,δ=3~4%母材:σb=536Mpa,δ=7%3)耐蚀性降低:Zn、Mg含量增加3.Al-Zn-Mg合金(7475,7005)1)优点:a.取消Cu,σb↓,但是,焊接性能优异!b.焊接裂纹倾向性↓c.良好的自然时效性能,接头σb可以恢复到母材水平2)缺点:应力腐蚀开裂敏感性大,Zn+Mg↑,耐蚀性↓,总量应该低于7.5%。
航空用蜂窝夹层结构及制造工艺贾美凤发表时间:2020-08-13T09:45:29.470Z 来源:《建筑科技信息》2020年5期作者:贾美凤[导读] 蜂窝结构主要由面板、蜂窝芯和胶结剂组成,其典型结构是上下两层面板之问夹蜂窝芯,由胶粘剂粘接并经过压、拉、热合等加工方法复合而成。
面板材料主要有玻璃纤维、Kevlar纤维、碳纤维等复合材料和各种金属。
铝合金及大幅宽铝箔的轧制,使蜂窝芯材的质量提高到了一个新的水平,铝蜂窝芯的拉伸、压缩、剪切强度等方面性能都得到了大幅提高。
摘要:蜂窝结构主要由面板、蜂窝芯和胶结剂组成,其典型结构是上下两层面板之问夹蜂窝芯,由胶粘剂粘接并经过压、拉、热合等加工方法复合而成。
面板材料主要有玻璃纤维、Kevlar纤维、碳纤维等复合材料和各种金属。
铝合金及大幅宽铝箔的轧制,使蜂窝芯材的质量提高到了一个新的水平,铝蜂窝芯的拉伸、压缩、剪切强度等方面性能都得到了大幅提高。
关键词:航空蜂窝夹层结构;制造工艺;蜂窝芯与增强纤维面板构成的夹层结构具有比强度、比刚度高(约为钢的9倍),密度低并可根据需要在较大范围内进行选择与调整,且具有耐腐蚀、抗冲击、吸振、抗疲劳性和热稳定性好,以及优良的绝缘性能和透电磁波等一系列优良特性,因此,在航空、航天等高科技尖端工业中得到了广泛应用。
一、蜂窝夹芯结构共固化成型难点根据蜂窝夹层结构零件的外形和结构特点、材料、质量要求等和复合材料制造工艺特点,其制造难点如下:(1)蜂窝芯的边缘发泡工艺及加工工艺;(2)蜂窝夹层结构的共固化工艺参数的确定;(3)蜂窝夹层结构零件在成型过程中蜂窝变形控制措施;(4)预浸料对共固化夹芯结构质量影响;(5)上下蒙皮内部质量的控制措施。
二、航空用蜂窝夹层结构产生蜂窝夹层结构实际上用于航空机的辅助翼结构,由于开发了非金属用粘接焊接技术的进步以及轻质材料的出现,使蜂窝夹层结构性能急速地得到了提高,现在除作为航空机的主翼、机身、操纵面等一次性结构材料使用外,广泛用于直升飞机的旋转翼、大型贮罐上等。
一、蜂窝修补方案如下:1 、对小蜂窝:先用水洗刷干净后用1:2或1:2.5水泥砂浆压实抹平。
2、对较大的蜂窝:先凿去蜂窝处薄弱松散的混凝土和突出的颗粒,刷洗干净后支模,再用高一强度等级的细石砼仔细强力填塞捣实,并认真养护。
二、露筋修补方案如下:1、对表面露筋:刷洗干净后用1:2或1:2.5水泥砂浆将露筋部位抹压平整,并认真养护。
2、对露筋较深:将薄弱混凝土和突出的颗粒凿去,洗刷干净后,用比原来高一强度等级的细石砼填塞压实,并认真养护。
三、孔洞修补方案如下:先将孔洞周围的松散混凝土和软弱浆膜凿除,再用压力水冲洗,支设带托盒的模板,洒水充分湿润后用比结构高一强度等级的半干硬性的细石砼仔细分层浇筑强力捣实,并养护,突出结构面的砼,待达到50%强度后在凿去,表面用1:2水泥砂浆抹平混凝土缺陷修补方案2首先,蜂窝的现象是混凝土表面缺少水泥砂浆而形成石子外露,严重缺陷是构件主要受力部位有蜂窝.一般缺陷是其他部位有少量蜂窝.规范规定8.2.1 现浇结构的外观质量不应有严重缺陷。
对已经出现的严重缺陷,应由施工单位提出技术处理方案,并经监理(建设)单位认可后进行处理。
对经处理的部位,应重新检查验收。
检查数量:全数检查。
检验方法:观察,检查技术处理方案。
一般项目8.2.2 现浇结构的外观质量不宜有一般缺陷。
对已经出现的一般缺陷,应由施工单位按技术处理方案进行处理,并重新检查验收。
检查数量:全数检查。
检验方法:观察,检查技术处理方案。
对于较小的蜂窝,应剔除松动的石子,用水冲洗湿润缺陷表面,用高标号的水泥砂浆修补平整即可.但程序要符合要求.2. 4 蜂窝麻面蜂窝麻面的表现特征:露石和粗糙表面。
产生原因:(1) 混凝土拌和料中细料不够;(2) 粗集料中细料不足;(3) 振捣不充分;(4) 施工中在模板接缝处或在连接螺栓孔处漏浆。
解决办法:(1) 检查水泥和沙子的配合比;(2)检查粗集料的级配;(3) 充分拌和,精心浇筑,充分振捣;(4) 确保模板不露浆。
蜂窝夹层结构复合材料应用及成型工艺分析摘要:复合材料因其本身的优异性能而备受关注,其中蜂窝夹层结构是一种较为特殊的复合材料,其一般是通过2层及以上蒙皮、蜂窝夹芯再以胶黏剂来固结的形式制备而成,已经广泛用于航空、航天、轨道交通、舰船、医疗、建筑等领域。
文章就蜂窝夹层结构复合材料的应用、成型工艺、工艺要点进行了论述与分析。
关键词:蜂窝夹层结构;复合材料应用;成型工艺引言讨论并分析蜂窝夹层结构复合材料应用及成型工艺,需明确该种复合材料的基本制备流程,判定并总结其制备过程的影响因素,因此来实现对成型工艺的有效控制,使其达到更好的制备效果,满足各个方面的应用需求。
1 蜂窝夹层结构复合材料应用1.1 航空应用(1)蜂窝夹层复合材料因其质量轻、抗剪切失稳能力强、弯曲强度大等因素而广泛地应用在各种航天结构中,尤其是该种材料的减重效果,在舵面、副翼、舱门、雷达罩等结构上有着极好的应用效果;蜂窝夹层结构复合材料最早出现在美国F15战斗机系列的平尾、垂尾、机翼前缘等位置;其后用于F/A18飞机上的飞行控制面;后续在F35飞机上的方向舵、垂尾前缘、襟副翼等位置皆有应用。
而在民用飞机上,该种复合材料也具备着一定的优势,B787、A380、A340、A320等飞机上皆有含该项材料的结构件,比如方向舵等。
(2)因蜂窝夹层结构材料耐腐蚀、减震、力学性能优良,亦会较多应用在各种航空航天功能件制造上,比如天线罩、整流罩等结构功能件;借助适宜的外形设计,不但可满足飞行器整体的气动外形标准要求,还可借助结构设计与模拟计算,通过设定相应的结构形式来满足飞行装置透波等性能要求;此外,在各种飞机饰件选择与装饰时亦会应用到该项材料,比如飞机内饰板壁、底板等结构。
而在蜂窝夹层结构工艺迅速发展的背景下,行业内的专业研究学者亦开始探索“绿色蜂窝+改性酚醛预浸料”、“绿色蜂窝+改性酚醛预浸料”等绿色蜂窝夹层结构在飞机侧壁板等结构上应用的可能性,并取得了较好的研究成果[1]。
第二单元达标检测卷一、基础训练营(37分)1.给下列句中的加点字选择正确的读音,打“√”。
(4分)(1)鲁滨逊把捕到的活山羊畜.(xùchù)养起来。
(2)她们吵闹得非常凶,他真担心有的牛会挣.(zhēnɡzhènɡ)断缰绳。
(3)别犯傻!你们一定会受冻挨.(āi ái)饿的。
(4)他爬到了长满荆棘和黑莓藤蔓.(màn wàn)攀缘的厚石头围墙上,坐在那里环顾着自己的家。
2.读拼音,写词语。
(8分)3.下列词语书写正确的在括号里打“√”,错误的用“——”画出错误的字并改正。
(9分)乌和之众() 头晕目炫() 无寄于事()慌无人烟() 得意扬扬() 天崖海角()不可思意() 嫣知非福() 腾空而起()4.用“续”字组成不同的词语填空。
(4分)鲁滨逊找到很多可以用、可以吃的东西,把它们()搬到岸上。
他又()干了五天才搭好帐篷。
大雨来了,竟然()下了半个月才停。
雨停后,帐篷早已东倒西歪,鲁滨逊只好()加固帐篷。
5.写出下列句子运用的描写方法。
(4分)(1)他那淡黄的头发、鼻子上的雀斑、皮裤和袜子上的补丁都和过去一模一样,只不过变得很小很小罢了。
()(2)怎么回事,孩子!喂,快着!谁去拿杯水来!()(3)“这大概是一场梦,一种幻觉吧!”他想。
()(4)于是他就丢下绳子,摸索着向那个小点走过去。
() 6.按要求完成句子练习。
(8分)(1)鲁滨逊再一次看到野人留下的生火的痕迹和满地的人骨。
(缩句)______________________________________________________ (2)为了不滑下来,他不得不用两只手狠狠地抓住雄鹅的羽毛。
(改为肯定句)______________________________________________________ (3)嗓子很干。
(改为夸张句)______________________________________________________ (4)汤姆说,他觉得他是满不在乎的。
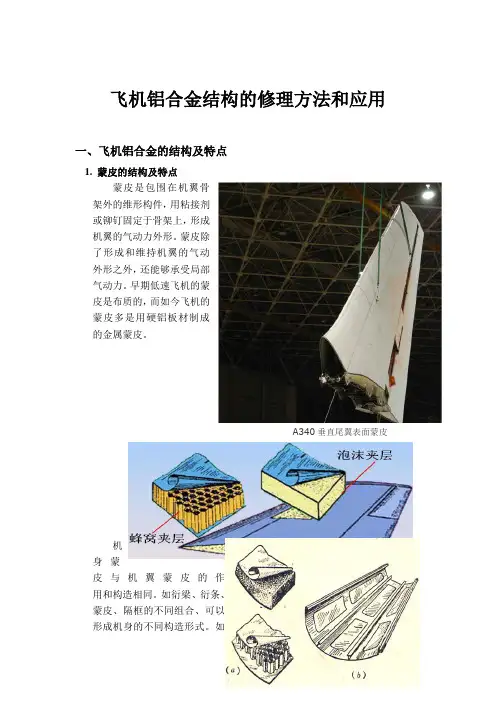
碳纤维蜂窝夹层结构的离层修理摘要:蜂窝夹层结构主要是由两层刚度/强度较高的上、下面板和一层厚而轻的低密度夹芯层组成,将上、下蒙皮与芯子通过粘接剂胶接,采用直接注塑或模压的加工工艺获得整体结构。
蜂窝夹层结构有质量轻、刚度大、隔热性能较好的优点,大量应用于飞机结构。
关键词:碳纤维;蜂窝夹层结构;离层修理碳纤维蜂窝夹层结构多用于飞机的飞行控制舵面如升降舵、方向舵等,也用于外部整流罩如发动机风扇整流罩、反推整流罩等,其损伤多表现为碳纤维织物与蜂窝芯的脱胶离层。
由于 NDT 检测方法难以确定损伤的具体范围,加之较高的修理温度会导致周围热影响区结构的快速脱胶,因此维修风险较高。
一、概述夹层结构的上、下面板一般是厚度较薄且强度较高的板材结构,中间的芯子是质量较轻的结构,为了满足航天航空工程和空间工程对轻质高强材料的强烈需求,人们充分利用面板和芯的材料性能,创造出了性能更加优异的夹层结构。
蜂窝夹层结构优越的性能越来越被人们熟知,其在各行各业的应用也与日俱增。
飞机制造厂商对于碳纤维蜂窝夹层结构有着严格的修理限制,由于碳纤维蜂窝夹层结构的备件昂贵,在飞机定检过程中经常遇到由于该类部件修理周期过长而影响航班正常运营的情况,这在一定程度上增加了航空公司的运营成本。
如能对该类复材的损伤成因、维修风险进行充分识别分析,找出有效的防控手段,将提高维修成功率,减少飞机停场维修时间,提高航空公司运营效率。
二、碳纤维蜂窝夹层结构损伤成因1、粘合层在雷击高温时剪切力下降。
由飞机制造厂商给出的数据可知,民航客机平均每 3000 飞行小时就会遭遇一次雷击,雷击点多为翼尖、垂尾端部等,雷击时产生的高电流会对部件造成局部过热,瞬间温度可达 1200F°(649℃),超过了部件的制造温度(121℃或177℃),使得固态树脂失效,导致纤维织物本身或织物与蜂窝的脱胶、离层。
通过该类树脂固化后的剪切强力测试数据可知,无论制造用胶膜 BMS5-154 还是修理用树脂 BMS8-301,其能承受的最大剪切拉伸力随温度升高均明显降低。
热补仪挖补修理复合材料蜂窝夹层结构发表时间:2020-09-08T02:41:02.953Z 来源:《防护工程》2020年14期作者:李东洋[导读] 本文对热补仪挖补修理复合材料蜂窝夹层结构进行了阐述。
航空工业哈尔滨飞机工业集团有限责任公司黑龙江省哈尔滨市 150060摘要:热补仪挖补修理技术作为现代复合材料的主要修补技术之一,得到了广泛的应用,该技术的应用不仅要重视结构损伤的分析和解决,同时还需根据修补要求做多种技术应用优化,以保证技术应用的有效性。
本文对热补仪挖补修理复合材料蜂窝夹层结构进行了阐述。
关键词:热补仪;挖补修理;复合材料;蜂窝夹层蜂窝夹层结构件因面板很薄,面板与芯子间存在胶接界面,在制造、使用过程中,不可避免地会出现面板分层、板芯脱粘、面板和芯子损伤甚至穿透性损伤现象,因此,有必要对复合材料蜂窝夹层结构进行高效、低成本修理。
而胶接修理是复合材料蜂窝夹层结构常见的修理方法,通常采用热补仪或热压罐进行修补固化。
一、蜂窝夹层结构概述蜂窝夹层结构是由一个密度较小的蜂窝芯层(一般为正六边形)和两块较薄的实心面板通过胶接或焊接的方法制作而成。
在轴向力的作用下,蜂窝面板主要承受拉伸和弯曲载荷,而蜂窝芯可承受绝大部分的剪切载荷。
正是由于这种高效的承受载荷方式,使蜂窝夹层板的力学性能大大提升。
此外,由于蜂窝夹层结构具有质量轻、弯曲刚度与强度大、抗失稳能力强、耐疲劳、吸音、隔音和隔热性能好等优点,其中绝大多数的优点都是由于蜂窝夹层结构其特有的工艺所决定的,而这些优点也是导致蜂窝夹层结构在航空领域上应用越来越广的主要原因。
二、实验1、实验原料和设备。
1)原材料:CYCOM977-2-35-12KHTS预浸料,简称HTS/977-2,单层名义厚度0.261mm,177℃固化;MTM44-1/HTS(12K)-134-35%RW预浸料,简称HTS/MTM44-1,单层名义厚度0.131mm,177℃固化;PL7000.05M高温胶膜,名义厚度0.2mm,177℃固化;FM490A蜂窝拼接胶,121℃或177℃固化;HRH-10-1/8-3.0芳纶蜂窝芯子,厚度10mm。
铝壳裂缝的修补方法
铝壳是一种常见的材料,广泛应用于各种领域,如汽车、飞机、电子设备等。
然而,由于各种原因,铝壳可能会出现裂缝,这会影响其使用寿命和性能。
因此,修补铝壳裂缝是非常重要的。
修补铝壳裂缝的方法有很多种,下面介绍几种常见的方法。
1. 焊接法
焊接法是一种常见的修补铝壳裂缝的方法。
这种方法需要使用专业的焊接设备和技术,将裂缝处的铝壳加热至熔点,然后用铝焊丝进行填充。
填充后,再进行打磨和抛光,使修补后的部位与原来的部位无缝连接。
2. 粘接法
粘接法是一种简单易行的修补铝壳裂缝的方法。
这种方法需要使用专业的粘接剂,将裂缝处的铝壳涂上粘接剂,然后将两侧的铝壳压紧,使其粘合在一起。
粘接后,再进行打磨和抛光,使修补后的部位与原来的部位无缝连接。
3. 补焊法
补焊法是一种比较常见的修补铝壳裂缝的方法。
这种方法需要使用专业的补焊材料,将裂缝处的铝壳涂上补焊材料,然后用火烤或者加热器进行加热,使补焊材料与铝壳粘合在一起。
补焊后,再进行
打磨和抛光,使修补后的部位与原来的部位无缝连接。
4. 更换法
如果铝壳裂缝比较严重,修补效果不佳,那么更换法是一种比较好的选择。
这种方法需要将裂缝处的铝壳割开,然后将新的铝壳进行粘接或者焊接,使其与原来的部位无缝连接。
更换后,再进行打磨和抛光,使修补后的部位与原来的部位无缝连接。
修补铝壳裂缝是一项非常重要的工作,需要选择合适的修补方法,以保证修补后的部位与原来的部位无缝连接,从而保证铝壳的使用寿命和性能。
使用复合连接修复裂解铝合金的过程
如下文所述,使用复合连接修复破裂铝合金包括几个关键步骤。
步骤1:表面准备
使用复合连接来修复裂缝铝合金的第一步是准备裂缝区域的表面。
这
涉及使用适当的溶剂从铝合金表面清除任何污染物,如土、油或油脂。
然后应使用沙纸或类似的磨损材料对表面进行粗糙,以提供粘合物粘
合的钥匙。
步骤2:粘附应用
一旦表面准备好,下一步是将粘合剂应用到裂缝区域。
应当为此使用
一种合适的复合粘合剂,如环氧或环丙烯酸酯粘合剂。
胶体应仔细应
用于裂缝,确保它穿透到裂缝中,并填补铝合金表面的任何空白或空白。
步骤3:综合加强
胶体应用后,应将碳纤维或Kevlar等复合强化材料应用于裂缝区域。
强化材料应切成尺寸,并小心地铺设在粘合物上,确保完全覆盖裂缝
区域,并延伸到裂缝边缘以外,以提供额外的强度和支持。
步骤4:纠正
粘合剂和加固材料一经施用,应当允许修复后有足够时间进行治疗。
治愈时间将取决于所使用的粘合物和加固物的类型,以及环境温度和
湿度。
在整顿过程中,修理应保持适当的压力,以确保粘合物与铝合金的有效结合。
步骤5:完成
修复完全治愈后,任何多余的粘合物或加固材料应小心修饰和砂质,以保证平滑统一完成。
如果需要,修复的区域可以被涂抹或以其他方式完成,以配合铝合金的周围表面。
利用复合连接修复裂解铝合金的过程涉及几个关键步骤,包括表面制备、胶合应用、复合加固、治愈和完成。
通过认真跟踪这些步骤并利用适当的材料和技术,可以有效地修复裂解铝合金,使其恢复到原来的强度和完整性。