冷轧带钢机组酸再生站介绍
- 格式:doc
- 大小:29.50 KB
- 文档页数:4
硅钢酸再生工程施工技术总结一、工程概况酸再生站位于冷轧硅钢厂主厂外,站内共5层平台,最高平台为▽+30m,酸再生站内主要设备有外方引进、国内合作制造配套设备。
主要设备有焙烧炉、文丘里除尘器、文丘里浓缩器、吸收塔、预脱硅沉淀池、脱硅沉淀池、浸溶塔、罐体、泵、风机、阀门等。
本工程为节能环保项目,将生产线上的废酸处理后,生成再生酸,防止酸外排,节约成本。
酸再生站的主要作用:1、将新酸在酸罐内稀释,痛过再生酸泵送到酸轧线;2、酸轧线的废酸经过预脱硅、脱硅、焙烧炉、文丘里浓缩器等一系列设备,生成再生酸,再送到酸轧线使用;主要工艺流程:二、相关专业的施工难点及应对措施(一)机械专业1、机械基本情况酸再生站位于冷轧硅钢厂主厂外,站内共5层平台,最高平台为▽+30m,酸再生站内主要设备有外方引进、国内合作制造配套设备。
主要设备就是罐体,最大直径为焙烧炉φ8200 x14948mm,每个罐体安装必须与土建结构穿插配合进行施工。
酸再生安装的内容主要有大型、小型储罐、泵、风机、烟道、旋转阀、起重葫芦、管道等,酸储罐防腐衬胶、防腐衬砖,焙烧炉炉窑砌筑,高温储罐保温。
2、工程难点(1)槽、罐、塔类衬胶设备的安装;(2)焙烧炉的安装;(3)其它小型储罐、泵类设备的安装(4)风机安装3、施工方法(1)设备的平面定位一般设备如罐类、塔类,应在设备吊装前在基础上依据车间轴线放出墨线,吊装后参照设备罐体上制造时做出的基准标记调整。
重要设备为了保证设备在基础上准确就位,设备吊装就位后应根据已设置的中心标板,挂设基准线。
基准线的挂设应根据设备安装精度要求和挂设跨距选用直径为0.3~0.75mm的整根钢线,其拉紧力一1) 吊装时必须选好吊点,并注意绳扣的捆绑方法,防止造成槽体的变形。
2) 施工过程中,严禁在已衬里的槽体外壁进行任何形式的焊接、气割工作,以防损坏衬里。
3) 对接的焊接口焊接时,必须做好对衬里层的保护,防止烧伤、烫伤衬里层。

硅钢酸再生工程施工技术总结一、工程概况酸再生站位于冷轧硅钢厂主厂外,站内共5层平台,最高平台为▽+30m,酸再生站内主要设备有外方引进、国内合作制造配套设备。
主要设备有焙烧炉、文丘里除尘器、文丘里浓缩器、吸收塔、预脱硅沉淀池、脱硅沉淀池、浸溶塔、罐体、泵、风机、阀门等。
本工程为节能环保项目,将生产线上的废酸处理后,生成再生酸,防止酸外排,节约成本。
酸再生站的主要作用:1、将新酸在酸罐内稀释,痛过再生酸泵送到酸轧线;2、酸轧线的废酸经过预脱硅、脱硅、焙烧炉、文丘里浓缩器等一系列设备,生成再生酸,再送到酸轧线使用;主要工艺流程:二、相关专业的施工难点及应对措施(一)机械专业1、机械基本情况酸再生站位于冷轧硅钢厂主厂外,站内共5层平台,最高平台为▽+30m,酸再生站内主要设备有外方引进、国内合作制造配套设备。
主要设备就是罐体,最大直径为焙烧炉φ8200 x14948mm,每个罐体安装必须与土建结构穿插配合进行施工。
酸再生安装的内容主要有大型、小型储罐、泵、风机、烟道、旋转阀、起重葫芦、管道等,酸储罐防腐衬胶、防腐衬砖,焙烧炉炉窑砌筑,高温储罐保温。
2、工程难点(1)槽、罐、塔类衬胶设备的安装;(2)焙烧炉的安装;(3)其它小型储罐、泵类设备的安装(4)风机安装3、施工方法(1)设备的平面定位一般设备如罐类、塔类,应在设备吊装前在基础上依据车间轴线放出墨线,吊装后参照设备罐体上制造时做出的基准标记调整。
重要设备为了保证设备在基础上准确就位,设备吊装就位后应根据已设置的中心标板,挂设基准线。
基准线的挂设应根据设备安装精度要求和挂设跨距选用直径为0.3~0.75mm的整根钢线,其拉紧力一1) 吊装时必须选好吊点,并注意绳扣的捆绑方法,防止造成槽体的变形。
2) 施工过程中,严禁在已衬里的槽体外壁进行任何形式的焊接、气割工作,以防损坏衬里。
3) 对接的焊接口焊接时,必须做好对衬里层的保护,防止烧伤、烫伤衬里层。

冷轧废酸再生及废气处理工艺冷轧厂酸再生机组反应炉的废气排放主工艺流程如下:焙烧炉-旋风分离器-预浓缩器-吸收塔-液滴分离器—洗涤塔一液滴分离器一烟囱工艺操作过程如下:•在焙烧炉中,废酸液从炉顶距炉中心线约1m的位置,通过酸枪喷嘴以雾状进入炉中,而煤气和空气在炉子中部以切线方向进入炉内,废酸液在炉子中部由于高温发生分解反应,生成氯化氢气体和三氧化二铁颗粒。
•大部分三氧化二铁颗粒因重力作用落到炉子底部,并从炉子底部排除,小部份颗粒随着氯化氢气体、水气及煤气燃烧后产生的废气,被风机从炉子顶部抽出,流经双旋风分离器、预浓缩器、吸收塔、液滴分离器和洗涤塔。
•在以上过程中,废气中的酸雾和粉尘被分离出来,净化后的废气最终通过烟囱排入大气。
因此,酸再生的废气处理设备都是为了净化废气中的盐酸酸雾和氧化铁粉尘而设立的。
旋风除尘器工作原理:旋风除尘器的除尘是采用离心沉降原理。
当流体带着氧化铁颗粒旋转时,因颗粒的密度高于废气的密度,由于高速旋转产生的惯性离心力,使氧化铁颗粒在向上方向与流体发生相对运动而飞离中心区域。
旋风除尘器工艺流程:•含尘废气由上部的进气管切向进入,受器壁约束而向下作螺旋运动。
在惯性离心力的作用下,氧化铁颗粒被甩向器壁而与气体分离,撞壁后失去动能,靠重力沿旋风除尘器管壁落到锥底的排灰。
经净化后的气体受阻于锥底,后转而在中心轴附近由下而上作螺旋运动,最后由沿除尘器顶部的排气管排出。
•旋风除尘器设备的密封件的质量对粉尘的分离效果非常重要,如果发生漏气,则含尘废气的运动路经会发生改变,颗粒与气流分离受到影响,特别是在锥底位置,如果发生漏气,会进一步导致粉尘再次扬起,进入净化后的上升气流中。
影响除尘效率的主要因素:•旋风除尘器的尺寸:若旋风除尘器的尺寸减小,颗粒的临界直径也减小。
所以,在相同气流总量的情况下,通过采用多个小尺寸的旋风除尘器可以降低临界粒径,提高设备的除尘效率。
•进气流量:若提高进气流量,临界粒径也相应降低。

冷轧厂酸再生工艺设计使用盐酸酸洗热轧带钢取得一个光滑的带钢外表,以此预备好做下一步冷轧处理。
在进展酸洗的过程中会消失这样一个现象,带钢外表的氧化铁跟盐酸反响之后就会生产肯定量的氯化亚铁或者是氯化铁。
进展酸洗过程,酸洗液HCI的浓度促使废酸的产生。
废酸转化为再生盐酸就是使用酸再生系统的最终目的,与此同时往酸洗线输送,最终有效的实现其循环使用效果。
在实际工作中,通过酸雾焙烧法酸再生系统的有效使用可以促使盐酸回收率上升,到达99.00%,促使酸洗酸耗降低的同时实现污水处理负荷有效的降低,在上述过程中还会生产副产品氧化铁粉,这样一来就可以得到特别显著的经济效益以及社会效益。
1脱硅段工艺流程分析1.1废酸预热以及中和首先是泵输送废酸到石墨换热器,其中使用蒸汽对其进展间接加热,直到其温度到达90℃~95℃,之后再输送至浸溶槽,之前需要在使用到的浸溶槽内填上肯定量的碎钢。
1.2分散以及沉淀混凝罐内部,对胶状氢氧化物析出物会跟相应溶液使用一种较为特别的聚合物混凝剂,在完成上述处理之后。
上述提到的特别聚合物会促使胶状析出物连接更加的严密,最终生成一张絮状物质,上述生成的絮状物就会在大面积区域内沉淀,且沉淀的速度特别的快。
取形成的絮状物混合液体输送至沉淀罐,在沉淀罐里完成沉淀,上述使用到的沉淀罐实质上指的是锥形底部浅槽式的箱体,一般状况下,会并有搅拌器,其移动速度较为缓慢,将搅拌器伸入箱体,直达底部位置,刮动沉淀物,在使用中心槽的根底上,促使流液进入沉淀箱,在沉淀箱内,流液需要维持3~3.5小时作用的停留时间,在其停留的期间,会沉淀析出肯定量的絮状物,储存罐会流入适量的净化液,之后进展再生段处理。
2再生段工艺流程分析2.1水操作流程在进展任何酸操作之前,首要的工作就是焙烧炉的枯燥加热,促使烧嘴四周区域温度上升,直到到达450℃,其次步工作就是喷水到焙烧炉,对其进展进一步加热,促使其温度上升,直到到达700℃。
进展喷水的时候,需要留意的是,使用的汲取器以及汲取器泵都需要处在一个完全循环的状态下。
邯钢冷轧厂各机组介绍邯钢CSP二线达产以后,热轧卷板的总产量将达到240万吨;国内的热轧板的产量一直处于增长趋势,为了提高产品的高附加值和增强企业的竞争能力以获得更加可观的利润,必须对热轧产品进行进一步的深加工(热轧后的冷轧)处理,以期获取更大的效益。
邯钢集团公司董事会决定建设年产130万吨的冷轧薄板项目,并向国家有关部委申请立项。
2000年10月9日,国家经贸委、国家计委下发“国经贸投资(2000)951号文”批准该项目立项,并列入2000年国家重点技术改造项目的第四批国债专项资金项目。
经过两年多的技术谈判和严格的招投标程序,2002年10月26日邯钢与德国西马克-德马格公司为总包商的财团签订了酸洗-冷轧联合机组技术、设备引进合同。
至此,邯钢130万吨冷轧薄板项目进入具体实施阶段。
邯钢冷轧薄板项目(一期)包括下列生产线:酸洗冷轧联合机组(PL-TCM)、连续热镀锌机组(CGL)、彩涂机组(CCL)、全氢罩式退火炉(BAF)、平整机组(SPM)、横剪机组(CTL)、重卷机组(RCL)共计7条主要生产线和众多的辅助机组组成。
该项目的关键技术和设备均由国外引进,设计年产量为130万吨。
其中冷轧商品板卷80万吨,冷轧冷硬卷16万吨,热镀锌商品板卷23万吨,彩涂商品卷12万吨。
产品包括一般商用级、冲压级、深冲级、高强度低合金、高强度钢,并预留硅钢。
产品厚度范围0.25-2.0毫米、宽度范围900-1665毫米,产品定位在建材、家电、轻工等。
冷轧厂的金属流程图如下:一、冷轧对热轧原料卷的要求1、原料规格带钢厚度:1.8~5.0mm(低碳软钢)CQ DQ DDQ2.5~5.0mm(HSS,HSLA)带钢宽度:930~1680mm(2.5mm的HSS, HSLA热轧卷的最大宽度为1400mm)钢卷内径:Ф760mm钢卷外径:Ф1200mm~Ф2050mm钢卷重量:最大33.6t单位卷重:最大20kg/mm平均17kg/mm2、各钢种化学成分注:(1)鉴于三炼钢工艺装备情况下对硅含量的要求;(2)三炼钢工艺设备改进后对硅含量的要求。
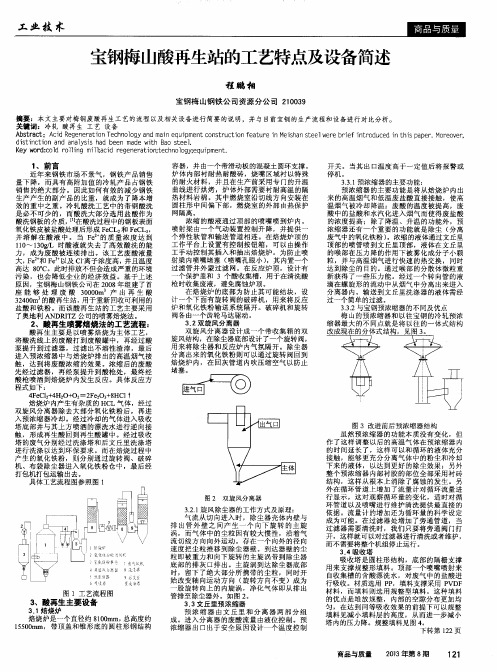
67作者单位:本溪钢铁集团冷轧厂,辽宁 本溪 117000冷轧酸再生机组对除尘的影响Effect of Acid Regeneration Unit of Cold Rolling on the Dust Elimination供稿|董雪冰 / DONG Xue-bingDOI: 10.3969/j.issn.1000-6826.2020.01.018本钢冷轧厂超薄板酸再生机组由成都华西化工科技股份有限公司设计制造,机组设计能力为 7500 L/h ,于2008年投入运行。
酸再生机组运行接近10年,存在主要问题为系统内除尘效果劣化,大量氧化铁粉随废气经由文丘里预浓缩器、吸收塔和洗涤塔进入大气,同废气中水滴粘合,形成红色雨滴降落到地面,严重污染机组厂房周边道路、树木和住建物,易发生环保事故。
车间技术人员结合生产运行、管理和日常设备维护情况,排查现存问题,寻求解决办法。
对文丘里预浓缩器、吸收塔和洗涤塔通道排放大气中的气体粉尘进行了分析。
酸再生工艺流程在冷轧带钢生产过程中,为消除热轧表面的氧化铁皮,通常使用盐酸酸洗钢板。
带钢表面的氧化铁被盐酸洗掉形成氯化亚铁或氯化铁,并溶解在盐酸酸洗液中,酸再生机组对反应后的盐酸废液进行回收再生,再生过程中将产生副产品氧化铁粉,氧化铁粉将被回收利用,微量氧化铁粉随废气排放进入大气中。
酸再生工艺流程见图1所示,焙烧炉气体由燃烧废气、水蒸汽、氧化铁粉和氯化氢气体组成,从焙烧炉的顶部离开焙烧炉并通过旋风分离器将所含的氧化铁粉尘大部分分离出来。
分离出的氧化物通过旋转阀排放,并返回到焙烧炉。
然后焙烧气体进入预浓缩器,在预浓缩器中,高温气体直接与循环废酸接触,被冷却和清洗后气体直接进入吸收塔。
吸收塔中使用集水槽汇集的洗涤水吸收氯化氢气体,洗涤水通过吸收塔供水泵从吸收塔顶部送入,由喷嘴分配器将洗涤水均匀分布在吸收塔中的填料上。
在逆流过程中,气体中的氯化氢成分被洗涤水吸2020年第1期68设备改造Metal World收,形成再生酸。
冷轧酸再生装置低温酸液吸收的工艺优化陈刚【摘要】结合八钢冷轧分厂酸再生技术改造,分析了影响HCl排放的主要原因.通过改变关键参数等措施,现场HCl排放指标达由改造前的45 mg/m3到降低到15 mg/m3,低于国家环保排放30 mg/m3的要求.【期刊名称】《新疆钢铁》【年(卷),期】2019(000)001【总页数】4页(P12-15)【关键词】酸再生;烟气;HCl;排放指标【作者】陈刚【作者单位】新疆八一钢铁股份有限公司轧钢厂【正文语种】中文【中图分类】X703.11 前言新疆八钢冷轧酸再生装置运行至今已经10年,当初设计时焙烧炉尾气采用的是GB16297-1996《大气污染物综合排放标准》,颗粒物排放标准为120mg/m3,HCl为100mg/m3。
随着国家环保要求的日趋严格,八钢冷轧焙烧炉尾气中HCl 排放指标达不到最新国家标准GB28665-2012《轧钢工业大气污染物排放标准》中<30 mg/m3的要求。
为此,对八钢冷轧酸再生装置进行了优化改造。
2 酸再生烟气排放指标超标原因分析酸再生浓缩废酸喷入焙烧炉内进行反应,焙烧炉尾气从焙烧炉顶部排出后进入双旋风除尘器除尘、预浓缩器降温、吸收塔吸收其中的HCl,再经洗涤塔洗涤,最终的尾气排入大气中。
焙烧炉尾气成分为燃烧形成的燃烧废气、过剩空气和水蒸气组成,其中水蒸气占50%~60%,排放温度约为80℃。
由于携带了大量热量和水蒸气,出烟囱后,速度减慢,压力减小,又将所含的热量释放出来,水蒸气遇冷液化凝结成含有小液滴的状态,形成可见的大量的白雾。
八钢冷轧酸再生工艺流程见图1。
图1 八钢冷轧酸再生工艺流程改造前八钢酸再生焙烧炉尾气排放温度实际检测值78.5~80.3℃。
计算焙烧炉尾气中HCl和水蒸气含量同温度的变换[1],计算不同温度下对应的的HCl含量。
式中:P——盐酸溶液上的HCl分压,mmHg;A,B——常数;T——气体温度,K。
计算各浓度在不同温度下对应的的HCl气体分压为对应蒸汽压/760mmHg×1000÷22.4×36.5×1000。
冷轧带钢机组酸再生站工艺介绍
目录
一、酸再生站功能
二、酸再生站工艺
三、酸再生站主要设备组成
四、酸再生站主要运行指标
五、酸再生站作业区域主要危险源
一、酸再生站功能
冷轧机组酸再生站,即酸洗废盐酸再生站,主要作用是对酸轧机组产生的废盐酸进行再生处理,生成再生盐酸重复利用。
酸轧机组生产使用的原料热钢卷,进入轧机前必须将表面存在氧化铁皮处理掉,避免轧机轧制时形成表面缺陷。
热钢卷表面的氧化铁皮(FeO、Fe3O4和Fe2O3)皮浸泡在盐酸中,由于溶解作用、机械剥离作用和还原作用,与盐酸发生一系列化学反应,得以去除。
其反应方程式如下:
Fe2O3+6HCl=2FeCl3+3H2O (1)
Fe3O4+8HCl=2FeCl3+FeCl2+4H2O (2)
FeO+2HCl=FeCl2+H2O (3)
经过酸洗,盐酸变成了主要成分为氯化亚铁(FeCl3)的废盐酸溶液,每酸洗1吨热卷料需消耗新盐酸1.2-2.0kg。
考虑运行成本和环保实际,必须进行回收再用。
二、酸再生站工艺
酸再生站包括再生工艺系统和脱硅工艺系统。
1、再生工艺系统介绍:
酸再生系统一般采用鲁斯纳-喷雾焙烧盐酸再生工艺,具体生产工艺流程如下:
酸洗线过来的废盐酸从一级洗涤塔进入预浓缩器,与焙烧炉内反应产生的酸气进行热交换浓缩。
热交换既蒸发掉了处理酸中多余的水分又降低了酸气的温度,既节省大量的能源又保证设备运行。
浓缩后的废酸泵送至焙烧炉顶,经由酸枪装置喷洒雾化为细
小的颗粒,进入焙烧炉发生盐酸再生反应,生成氯化氢气体和氧化铁粉。
反应方程如下:
4FeCl2 + 4H2O + O2 = 2Fe2O3 + 8HCl↑
产生的氧化铁粉从炉底流出输送至氧化铁粉仓储存。
焙烧炉燃烧后产生的酸气进入预浓缩器降温后进入吸收塔,塔内喷洒漂洗水吸收酸气中的氯化氢,形成再生盐酸流入到再生酸罐。
经过吸收塔后的酸气在经过一级洗涤塔和二级洗涤塔的处理,达标的尾气排放至大气内。
2、脱硅系统工艺介绍
脱硅系统是酸再生站的一个重要的辅助系统。
带钢在酸洗时,带钢表面的氧化铁皮除含有铁元素之外,还含有其他元素(如硅、镁、碳等)。
这些元素在酸洗时也都溶解在酸洗液中。
废酸在进入焙烧炉之前必须先降低其中的杂质元素,尤其是硅元素,否则将造成酸再生设备及管道系统阻塞。
脱硅工艺流程:从酸洗线来的废酸被泵送入被铁屑堆满的浸溶塔底部,通过废酸与铁屑的反应提高酸洗液的pH值;浸溶后的废酸从塔顶部溢流进入氨反应罐,在氨反应罐内废酸与通过氨计量泵送来的氨水在搅拌器的作用下发生化学反应,继续提高PH值。
反应式为:
2NH3•H2O + FeCl2 = 2NH4Cl + Fe(OH)2
同时在反应罐底部鼓入压缩空气并搅拌,反应罐内的Fe2+被氧化成Fe3+,反应式为:2Fe(OH)2+H2O +1/2 O2 = 2Fe(OH)3↓
反应后液体溢流进入沉淀罐。
通过加入絮凝剂利用Fe(OH)3胶体的吸附作用,使沉淀罐内Fe(OH)3和吸附的废酸中的SiO2一起沉降到沉淀罐底部。
沉淀罐上方溢流的清液流入处理酸罐内供再生系统使用;罐底污泥定期用活塞隔膜泵送入压滤机进行压滤,滤饼作为废物送至垃圾场。
三、酸再生站主要设备组成:
主要包括以下设备:酸罐、酸泵、焙烧炉、预浓缩器、吸收塔、废气风机、一级洗涤塔、二级洗涤塔、烟囱、旋转阀、破碎机、螺旋输送机、氧化铁粉料仓、双旋风分离器、焙烧炉供料设备、浸溶塔、反应罐、沉淀罐、压滤机、其他附属设备等。
四、酸再生站主要运行指标
1、废酸处理能力
2、再生酸浓度
3、废酸回收率
4、氧化铁粉品质:Fe2O3、SiO2、Cl-、比表面积
5、尾气排放:HCl、Cl2、Fe2O3
五、酸再生站作业区域主要危险源
包括以下危险源:危化品、煤气、受限空间作业、高空作业、高温操作。