大连机床简介
- 格式:doc
- 大小:1.79 MB
- 文档页数:6

大连机床集团近年来发展情况简介大连机床集团始建于1948年,是共和国建国初期全国机床行业十八罗汉之一。
在60余年的风风雨雨中,大机床人奋力拼搏,艰苦创业,以敢为人先的气魄,创造了几十个第一而名震全国。
中国第一台全齿轮车床、第一台多刀半自动车床、第一台铲齿车床、第一台组合机床、第一条组合机床自动线、第一台可换刀可换箱加工中心都是大机床创造的。
这些“第一”凝结了几代机床人的辛勤汗水和聪明才智,铭刻了大机床人的历史功绩,同时也为国民经济发展做出了重要贡献。
特别是从上个世纪90年代末至今,大连机床集团经受了在低谷中求生存的危机考验,经历了国企改革脱困的攻坚战,在国家振兴东北老工业基地中一举实现了跨越式大发展,核心竞争力大大增强,连续9年荣获中国机床工具行业销售收入、数控产值、出口创汇、精心创品牌四项“十佳”称号;DMTG牌数控车床连续6年获中国名牌产品;是中国机床工具行业中唯一连续6年进入中国企业500强的企业,并且以世界机床行业前八强的业绩,引起了国内外同行业的震惊。
同时,改写了中国机床制造业落后的历史,使中国的机床制造企业站到了世界机床行业的第一方阵。
这一时期是企业发展最快的时期,2007年营业收入突破100亿元, 2008年,面对国际金融危机的严峻挑战,在企业内部果断地实施“转型、调整、升级”战略,促进了企业经济发展方式上水平、上台阶。
拓展了企业发展的新境界,在国际经济环境急转直下,国内经济困难明显增加的大背景下,实现营业收入108.7亿元、利润4.1亿元、出口额9亿元。
与1999年相比,营业收入增长了34倍,利润总额增长了1687倍,企业所得税增长了9806倍。
主要产品有组合机床及自动线、柔性制造系统,立、卧及龙门式加工中心,数控车床和车铣中心,高速精密车床及机床附件共计500多个品种;产品遍布国内各省市自治区,其中,高速精密机床在国内市场占有率近20%,居全国第一;组合机床及自动线、柔性制造系统产销量居全国第一,国内市场占有率达35.5%。

大连机床厂DD数控铣床简介大连机床厂DD数控铣床是一种高端数控机床,为机械加工领域提供了稳定、高效、精确的铣削加工解决方案。
以下是该机床的详细介绍。
一、DD数控铣床的特点1. 采用高精度进口伺服电机和进口直线导轨,使得机床可以快速、精准地运动。
2. 整机采用铸铁床身,有良好的抗震能力和刚性。
3. 机床的加工范围广,适用于各种铣削加工应用。
4. 机床采用升降式的工作台,可以轻松调节加工高度。
5. 数控系统采用模块化设计,能够实现高速、高精度的加工操作。
二、DD数控铣床的应用领域DD数控铣床广泛应用于各种工业生产领域,包括航空制造、汽车制造、电子制造、模具制造等。
由于机床的高精度、高效率和高自动化性能,可以帮助企业实现快速生产、节约成本,提高产品的质量和市场竞争力。
三、DD数控铣床的技术参数1. X/Y/Z轴行程分别为800/500/500mm。
2. 主轴转速范围0-6000rpm,主轴锥孔为BT40。
3. 机床的最大加工速度为15m/min。
4. 最大切削深度为3mm,最高进给速度为10m/min。
5. 机床的定位精度为±0.01mm,重复定位精度为±0.005mm。
四、DD数控铣床的优势1. 准确度高:DD数控铣床采用了进口线性导轨和伺服电机,使得机床的运动精度可以达到极高水平。
2. 生产效率高:机床的加工速度快,加工范围广,且自动化程度高,可以大大提高生产效率。
3. 系统稳定:数控系统采用模块化设计,系统稳定可靠,用户易于操作。
4. 新颖技术:DD数控铣床采用了最新的铣削技术,可以完成各种复杂加工任务。
五、DD数控铣床的使用方法DD数控铣床使用相对来说比较复杂,需要用户有一定的机械和数控技术基础。
首先需要安装好机床,然后调试数控系统,将设计图纸输入到机床的数控系统中,设置好铣削参数,最后启动机床进行加工。
六、DD数控铣床的维护保养DD数控铣床需要定期进行维护保养,包括清洁机床、清洗铣刀、更换润滑油、检查电气系统、检修数控系统等。

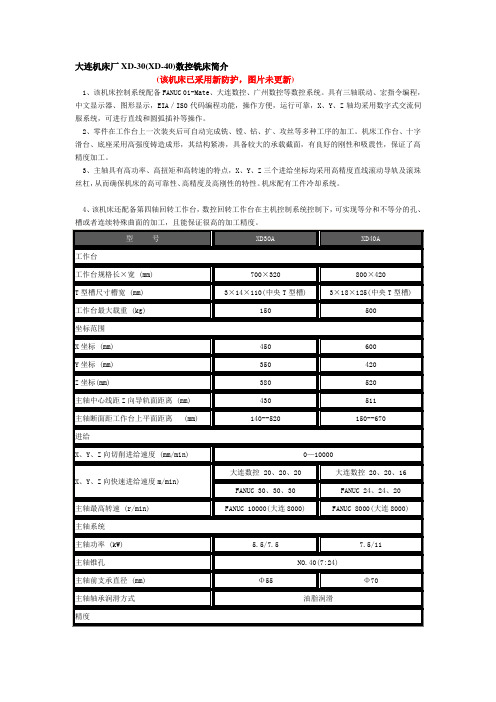
大连机床厂XD-30(XD-40)数控铣床简介(该机床已采用新防护,图片未更新)1、该机床控制系统配备FANUC 0i-Mate、大连数控、广州数控等数控系统。
具有三轴联动、宏指令编程,中文显示器、图形显示,EIA/ISO代码编程功能,操作方便,运行可靠,X、Y、Z轴均采用数字式交流伺服系统,可进行直线和圆弧插补等操作。
2、零件在工作台上一次装夹后可自动完成铣、镗、钻、扩、攻丝等多种工序的加工。
机床工作台、十字滑台、底座采用高强度铸造成形,其结构紧凑,具备较大的承载截面,有良好的刚性和吸震性,保证了高精度加工。
3、主轴具有高功率、高扭矩和高转速的特点,X、Y、Z三个进给坐标均采用高精度直线滚动导轨及滚珠丝杠,从而确保机床的高可靠性、高精度及高刚性的特性。
机床配有工件冷却系统。
4、该机床还配备第四轴回转工作台,数控回转工作台在主机控制系统控制下,可实现等分和不等分的孔、槽或者连续特殊曲面的加工,且能保证很高的加工精度。
X/Y/Z定位精度(国标) (mm) 0.016 X、Z:0.020 Y:0.016X/Y/Z重复定位精度(国标) (mm) 0.006 X、Z:0.008 Y:0.006加工能力最大钻孔直径 (mm) Φ18 Φ22最大镗孔直径 (mm) Φ80 Φ100设计制造标准符合ISO标准工作电源AC380V±10%;50HZ工作环境温度8—40度湿度≤80% 气压0.5Mpa其它机床轮廓尺寸(全防护)2500×2000×2200 2376×2246×2458 (mm)主机重量(全防护)2400 4400(kg)注:我报价中机床所配置的是广州数控GSK983M/DA98交流伺服系统本机床适用于中、小型零件的高精、高效自动加工。
主要结构特点1床身式结构;2配置高速、高精度铣床头;3工作台Y、Z向为宽矩形导轨,X、Y、Z三向导轨经超音频淬火,精密磨削;4自动润滑。

大连机床VDL1200立式加工中心产品型号:VDL-1200一、机床主要性能和特点VDL-1200立式加工中心是大连机床集团公司引进先进技术生产的新一代数控机床,该机床独特的直线滚动导轨副(X、Y轴)加淬火硬轨贴塑导轨副(Z轴)设计,不仅适用于板类、盘类、壳体类、精密零件的加工,而且适用于模具加工。
机床带有ATC交换装置,全防护罩,自动润滑系统、冷却液喷淋系统、自动排屑装置、手动喷枪及便携式手动操作装置(MPG)。
零件一次装夹后可完成铣、镗、钻、扩、铰、攻丝等多工序加工,具有自动化程度高、可靠性强、操作简单、方便、宜人,整体造型美观大方、机电一体化程度高等优点。
二、VDL-1200立式加工中心主要技术规格1.工作台规格(长×宽)mm 1220×6202.工作台最大载重Kg 12003.X坐标行程mm 12004.Y坐标行程mm 6005.Z坐标行程mm 6756.主轴中心线到立柱正面距离mm6607.主轴端面至工作台上平面距离mm 100~7758.X、Y、Z切削速度mm/min1~100009.X、Y、Z快速进给速度m/min 24/24/1810.主轴转速范围r/min 45~600011.主轴锥孔No.5012.主轴功率kW 11/1513.刀库容量24把(刀臂式)14. 刀柄及拉钉BT50/BT50×45°15.刀具最大重量㎏1516.刀具最大直径mm Ø125/Ø250 (邻空)17.换刀时间(刀对刀)S3.518工作台T型槽(槽数×槽宽×槽距)mm 5×18×10019.定位精度mm (国标)0.02020.重复定位精度mm (国标)0.01021.数控系统FANUC 0i-MD22.气源压力MPa 0.5~0.823.机床轮廓尺寸(L×W×H)mm3080×2400×290024.机床重量㎏8000三、机床标准配置1、自动刀具交换系统(ATC)7、地脚螺栓及垫块13、手提吹屑空气枪2、螺旋排屑器8、M30自动断电系统14、主轴气幕防尘系统3、全防护罩9、工具箱15、警示灯4、简易油水分离器10、蓄屑车16、RS-232接口及DNC功能5、自动润滑系统11、工作灯17、电气箱热交换器6、刚性攻牙12、机台清洗水枪18、工件冷却系统。
大连6163车床走刀量调整方法6163车床是大连机床厂生产的一款性能稳定、操作简便的数控车床,被广泛应用于机械加工领域。
在使用过程中,走刀量的调整是保证加工精度和效率的关键因素。
本文将详细介绍大连6163车床走刀量的调整方法。
一、了解6163车床走刀量走刀量是指在车削加工过程中,刀具在工件上每齿切削的深度或宽度。
合理的走刀量可以提高加工效率、保证加工质量,过大或过小的走刀量都会影响加工效果。
二、6163车床走刀量调整方法1.准备工具:调整走刀量需要使用专用的扳手、螺丝刀等工具。
2.打开车床防护罩:确保车床已经停止运行,打开防护罩,露出走刀机构。
3.找到走刀量调整螺丝:在走刀机构上,一般会有一个标有“走刀量调整”字样的螺丝。
4.调整走刀量:a.顺时针旋转螺丝,走刀量增大;逆时针旋转螺丝,走刀量减小。
b.调整过程中,要边调整边观察加工效果,直至达到合适的走刀量。
5.固定走刀量:调整到合适的走刀量后,使用扳手将走刀机构上的锁紧螺丝拧紧,防止走刀量在使用过程中发生改变。
6.检查确认:调整完毕后,重新启动车床,检查走刀量是否稳定,加工效果是否满意。
7.日常维护:定期检查走刀量,如有需要,及时进行调整。
三、注意事项1.在调整走刀量时,要确保车床已经停止运行,以免发生危险。
2.调整过程中,要轻拿轻放,避免对走刀机构造成损坏。
3.调整螺丝时,力度要适中,避免过紧或过松。
4.在调整走刀量时,要密切观察加工效果,以免造成工件报废。
5.若在调整过程中遇到问题,请及时请教专业人员,不要擅自处理。
通过以上介绍,相信您已经掌握了大连6163车床走刀量的调整方法。
在实际操作中,请注意安全,遵循操作规程,确保加工质量和效率。
CKD6136i数控车床技术资料CKD6136i平床身数控车床一、产品简介与用途本机床为纵(Z)、横(X)两座标控制的数控卧式车床。
能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能车削公制直螺纹、端面螺纹及英制直螺纹和锥螺纹等各种车削加工。
适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
二、主要结构特点1.机床采用传统的卧式车床布局。
整体设计,密封性好,符合安全标准。
床身、床腿等主要基础件均采用树脂砂铸造,人工时效处理,整机稳定性优越。
2.机床纵、横向运动轴采用伺服电机驱动、精密滚珠丝杠副、高刚性精密复合轴承传动,脉冲编码器位置检测反馈的的半闭环控制系统。
导轨副采用国际流行的高频淬火(硬轨)加“贴塑”工艺,各运动轴响应快、精度高、寿命长。
3.机床配套国内外著名的CNC控制系统,功能齐全、操作简便、精度稳定、工作可靠。
4.机床操作系统按照人机工程学原理,操纵箱独立并旋转设置,可任意位置移动,方便了操作者就近对刀,是人性化设计的体现。
5.机床采用先进的集中自动润滑方式,定时、定量的自动间歇式润滑,工作稳定可靠。
满足清洁生产的环保要求。
6.机床的外观防护设计按照国际流行趋势,造型新颖独特,防水、防屑,维护方便;体现了时代特点。
7.机床标准配置为全封闭式防护。
8.机床标准配置采用国内名牌的立式四工位刀塔。
三、主要技术参数1. 技术规格床身上最大工件回转直径φ360 mm刀架上最大工件回转直径(非排刀架)φ180 mm最大工件长度750mm / 1000 mm 最大加工长度650mm / 900 mm 最大车削直径(立式四工位刀架)φ360 mm主轴中心高186 mm床身导轨宽度300 mm2. 主传动变频电机驱动无级变速主电动机(变频电机) 5.5kW主轴孔直径φ57 mm主轴孔锥度莫氏6号主轴头A2-6主轴前端轴承内径φ90 mm主轴转速范围(无级变速) 标准配置120~3000 r/min 3. 尾座装置•• 尾座套筒直径φ63 mm 尾座套筒行程130 mm尾座套筒锥孔锥度莫氏4号4.进给系统刀架最大行程横向(X) 230 mm••• 纵向(Z) 660mm / 910 mm 滚珠丝杠直径×螺距横向(X)φ20×5 (mm)纵向(Z)φ32×5 (mm) ••• 横向切削力(连续)横向(X)2500 N ••••纵向切削力(连续)纵向(Z)5000 N 横向快速进给10000mm/min 纵向快速进给12000mm/min定位精度横向(X)0.03 mm纵向(Z)0.04 mm 重复定位精度横向(X)0.012 mm纵向(Z)0.016 mm 工件加工精度IT6~IT7工件表面粗糙度Ra1.6 5.刀架装置电动立式四位刀架刀架电机功率90 W转速1400 r/min 刀杆截面20×20 mm重复定位精度0.008 mm6.电源装置电源形式交流三相/380 V±10% /50Hz±2Hz 用电容量16KV A7.冷却系统水箱容积20L冷却泵电机功率90 W冷却泵流量25 L/min8.机床外形尺寸及重量机床外形尺寸(长×宽×高) 2300×1480×1520mm(750型)2550×1480×1520 mm(1000型)机床净重1800 kg (750型)1950 kg (1000型)Da l i a n M a c hi ne Tool G r ou p Co r p四、机床的附件、特殊定货件1.序号名称型号或图号规格数量备注1 三爪卡盘K112005/A26G φ205 1组2 扳手S91-1A16×17 1件18×19 1件22×24 1件27×30 1件扳手GB5356 5、6、8、10、12 各1件扳手S92-3A 12 1件3 尖嘴油枪80~100ml 1组4 双头螺丝刀DB1211 9×121件5 电柜钥匙1件6 垫板6件2. 特殊定货件序号名称型号或图号规格数量备注1 四爪卡盘MB36-66 Ф250 1组2 中心架MB36-64 Ф12~Ф100 1组3 活顶尖DB1222 D414 1组4 跟刀架MB36~65 Ф20~Ф90 1组5 顶尖套DB1220 6/4 1件6 顶尖GB9204.1 DM114 2件7 螺栓GB799 MA16×300 6件8 螺母GB6170 M16 6件五、机床的组成纵向 Z 向进给装置主电机床体尾座四工位立式电动刀塔或卧式六工位刀塔(选配)床头箱全封闭防护冷却水箱 电机功率:0.25kw床鞍 X 向进给装置可旋转系统 操纵装置六、机床各主要部件七、机床参数图1.主轴功率扭矩特性曲线2.基础图。
国内外著名机床制造公司以及代表机床班级:10卓越组员:*** 201000163034柴正国 201000163007郝玉研 201000181052李丹华 201000163065一、国内著名机床厂: (2)1.沈阳第一机床厂简介: (2)2.大连机床集团有限责任公司 (3)3.南京斯瑞恩机电设备工程有限公司 (6)4.济南第二机床厂 (7)5.汉川机床厂 (9)6.江苏新瑞机床(集团)有限公司 (10)7.武汉重型机床集团有限公司 (12)二、国外著名机床厂 (14)1.日本山崎马扎克 (14)2.美国拉削机床刀具公司(ABM) (16)3.日本天田 (17)4.德国德马吉 (19)5. SAMAG机床股份有限公司 (19)6.德国巨浪有限公司 (20)7.德国埃马克机床有限公司 (20)8.德国舒特公司 (20)9.德国纳格尔机械集团 (21)10.德国roeders(罗德斯)公司 (21)11.德国希斯庄明有限公司 (22)12.美国赫克公司 (22)13.美国哈挺公司 (23)14.美国哈斯自动化公司 (23)15.辛辛那提公司 (24)16.美国拉床专业公司 (24)17.美国格里森公司 (24)18.美国善能公司 (25)19.日本株式会社池贝 (25)20.日本牧野机床有限公司 (26)21.日本丰田工机株式会社 (26)22.日本村田机械株式会社 (26)23.瑞士特纳斯有限公司 (27)24.瑞士威力铭-马科黛尔公司 (27)25.阿格顿机床数控机械有限责任公司 (28)26.瑞士莱斯豪尔公司 (28)27.韩国现代起亚 (29)28.韩国大宇机床株式会社 (29)一、国内著名机床厂:1.沈阳第一机床厂简介:沈阳第一机床厂机床销售中心是沈阳机床专业销售公司,我厂是中国规模最大的综合性车床制造厂和国家级数控机床开发制造基地。
投产至今已累计为国内外制造业提供二十余万台金切机床,产品遍布全国三十多个省市和自治区,远销六十多个国家和地区,并以一流的品质著称。
第一部分公司介绍一、大连机床集团有限责任公司(DMTG)简介
2007年2月4日,中共中央政
治局常委、全国人大常委会委员长
吴邦国在省委书记、省人大常委会
主任李克强等陪同下,来到大连机
床集团考察。
2007年9月7日上午,中共中央政治局常委、
国务院总理温家宝在辽宁省省委书记、省人大常委
会主任李克强及大连市领导等陪同下视察了大连机
床集团。
殷切指出:数控机床的水平是一个国家机械化、
现代化的重要标志,象征着一个国家的科学水平、
创新能力和综合能力,中国要成为生产数控机床的
大国。
2004年10月和2006年7月,
中共中央政治局常委李长春在连考
察期间,两次深入大连机床集团,
并作出了“要占据全国数控机床行
业制高点”的重要指示。
二、大连机床集团组织机构图
三、公司荣誉
四、企业介绍
●精锐的产品研发团队,严格的质量管理体系,制造出一流的产品
大连机床集团有限责任公司技术中心2004年被国家发改委、财政部、海关总署、国家税务总局认定为“国家认定企业(集团)技术中心”。
中心占地2000余平方米,技术中心集中了新产品、新技术、新材料、新工艺等研究所,现有研发与试验人员1300余人。
为了确保客户能获得卓越的产品和服务,大连机床在1993年通过了ISO 9001质量体系认证。
并于2002年顺利地完成了体系升级。
现严格按ISO 9001:2000体系运行,提高了企业的管理水平和产品质量。
将客户满意程度、运作效率和持续改进作为体系运行的重点。
大连机床集团有限责任公司质检中心是国家级质检中心。
中心集中了大型精密型LEITZ PMM 252016三坐标测量仪、LEITZ PMM 12106三坐标测量仪、三米激光丝杠检查仪、高精度滚刀检查仪等国际先进的设备和高度集成的质量系统软件。
监控产品生产全过程,保证整机的质量。
●现代化的工厂和先进的制造技术
大连机床集团有限责任公司以大连双D港数字化工业园和瓦房店机电园为依托,全力建设国家数控机床产业化基地和国家数控功能部件产业化基地。
最终将两个基地发展成为全球最大的数控机床和数控功能部件的生产制造基地。
●精良的工艺装备精密的加工设备造就一流的产品
大连机床集团有限责任公司现有五面体加工中心、精密导轨磨床、精密坐标镗床、柔性制造系统、卧式加工中心等大型机械加工设备百余台,掌控了关键部件的加工精度,保证了整机产品的质量。
五、技术服务和售后服务保障体系
1、公司设有客户服务受理中心,负责向客户提供全方位的优质服务。
2、客户服务受理中心设专人负责客户信息的接收、登记、分析、回复、
处理、回访、汇总建档及反馈,处理客户投诉、退货、换货及遗留问
题。
接受客户技术咨询,指导客户正确使用和维护机床,追踪售后服
务情况,了解客户满意度,及时办理“三包”内外领发件。
3、客户服务受理中心对客户服务有严格的限时处理规定:
A.对客户信息的分析、处理(包括指导、寄件、派员)规定4小时
内回复客户。
B.对有能力排除机床故障而需公司提供的更换零件,在24小时内办理
完领件、发件事宜。
C. 客户使用的产品不能正常使用需售后人员上门维修的,在24~48
小时内派出服务人员并到达现场,迅速排故。
本中心对服务质量进行跟踪,完成后对客户进行回访。
D.负责对外出服务人员的服务质量、服务态度进行监督、考核。
4、技术服务内容:
A.售前接受需方的技术咨询,提供必要的技术资料。
B.提供对客户的技术培训,根据客户要求可在供方厂或在客户处进行,使客户能掌握设
备性能及操作使用方法。
C.质量保证期内因正常使用发生的零、部件损坏,由我方免费更换;质量保证期结束后,
我方按合同以优惠价提供维修需要更换的零、部件。
D.供方提供一年的质量保证期和终身技术支持、维修服务。