CKD6136i变频型数控车床
- 格式:doc
- 大小:3.59 MB
- 文档页数:10


CK系列数控卧式车床规格说明书产品型号C K数控系统一、CK系列数控卧式车床介绍本系列机床是由资深的技术团队自主研发,设计过程参考和吸收国内外知名机床厂的先进技术,并进行改进和优化,使本机床相对于同类产品具有较大的技术和性能优势。
该系列数控车床最大加工直径由Φ80mm至Φ560mm不等,最大加工长度由160mm至475mm不等,故可车削加工各种中型、小型复杂的轴类、盘类工件;此外还具有两坐标直线插补、圆弧插补、螺旋线插补,车、镗、钻、扩、铰孔、攻丝等多种功能,选配功能部件后能实现车铣复合加工或一次装夹两端面加工。
因此,本机床具有极高的性价比,广泛被用于五金、汽车、模具、航空航天、军工等各种领域,并使客户取得良好的经济效益。
本系列机床分为小型CK3系列和中型CK5系列,CK3系列包括CK35/P、CK35/T、CK38/P、CK38/T,CK5系列包括CK45/P、CK45/T、CK50/P、CK50/T、CK56/P、CK56/T。
其中P系列是排刀架形式,T系列是回转刀塔形式。
(一)本机床主要特点:1、机床结构方面:该系列数控车床的铸件加厚了承载截面,导轨分布采用和加大跨距设计,使得机床具有高强度,保证动态刚性和精度。
床身采用45°斜床身结构,床身床脚一体式铸造,具有较高的稳定性和吸震性能,有较佳的排屑性能;CK3系列床身水箱一体式设计,增加了机床的刚性,配合整体钣金彻底解决渗漏问题;CK5系列床身采用筒型筋结构设计,增强了机床的刚性。
主轴箱采用密布筋板散热,确保主轴轴向加工精度。
丝杠采用预拉伸结构,远离电机端轴承座采用与床身或床鞍整体铸造的结构,提高传动副的刚性。
机床外观时尚实用,防护性能好;导轨防护不采用多层拉伸罩,将其移动时对机床精度影响降到最低。
2、机床制造方面:A、零件材质:机床床身、主轴箱、床鞍等主要铸件均采用集团母公司优质的树脂砂造型的特高强度铸铁,刚性好、稳定性强。
并经过二次退火等时效处理,对比同类产品使用振动时效处理能更好地消除应力变形。
数控加工仿真系统FANUC系统系列使用手册上海宇龙软件工程有限公司FANUC 系列使用手册FUNAC 0I MATE 沈阳机床厂CAK6136V车床面板操作2 FUNAC 0I MATE沈阳机床厂CAK6136V车床面板操作FANUC 0I MATE 沈阳机床厂CAK6136V车床面板40.1 面板按钮说明按钮名称功能说明操作模式编辑按此按钮,系统可进入程序编辑状态,用于直接通过操作面板输入数控程序和编辑程序。
MDI按此按钮,系统可进入MDI模式,手动输入并执行指令。
自动按此按钮,系统可进入自动加工模式。
手动按此按钮,系统可进入手动模式,手动连续移动机床。
X手摇按此按钮,系统可进入手轮/手动点动模式,并且进给轴向为X轴。
Z手摇按此按钮,系统可进入手轮/手动点动模式,并且进给轴向为Z轴。
回零按此按钮,系统可进入回零模式。
手动点动/手轮倍率在手动点动或手轮模式下按此按钮,可以改变步进倍率。
暂不支持。
单段此按钮被按下后,运行程序时每次执行一条数控指令。
跳步此按钮被按下后,数控程序中的注释符号“/”有效。
机床锁住按此按钮后,机床锁住无法移动。
FANUC 系列使用手册FANUC 0I MATE 沈阳机床厂CAK6136V车床面板操作机床复位按此按钮,机床可进行复位。
空运行系统进入空运行模式。
暂不支持。
电源开按此按钮,系统总电源开。
电源关按此按钮,系统总电源关。
数据保护按此按钮可以切换允许/禁止程序执行。
急停按钮按下急停按钮,使机床移动立即停止,并且所有的输出如主轴的转动等都会关闭。
手轮按此按钮可以显示或隐藏手轮。
暂不支持。
暂不支持。
暂不支持。
暂不支持。
暂不支持。
暂不支持。
主轴控制控制主轴停止转动。
控制主轴正转。
控制主轴反转。
暂不支持。
暂不支持。
暂不支持。
暂不支持。
手动选刀按此按钮,可以旋转刀架至所需刀具。
循环启动程序运行开始;系统处于“自动运行”或“MDI”位置时按下有效,其余模式下使用无效。
进给保持程序运行暂停,在程序运行过程中,按下此按钮运行暂停。

机床专业技术规范JC 01-01 普通车床C6140(1000)型主要技术指标1 型号:C6140(750/1000/1500)。
2 床身上最大工件回转直径:400mm。
3刀架上最大工件回转直径:220mm。
(刀柄截面尺寸最大:25mm×25mm)4 最大工件长度:750mm/1000mm/1500mm。
5 主轴内孔(通孔)直径:52mm。
6 主轴孔前端锥度:莫氏6号。
7 正转转速范围:(9~1600)r/min,≥16种8 纵向进给量范围(93种)8.1 标准:(0.063~2.52)mm/r。
8.2 细进给范围:(0.028~0.056)mm/r。
8.3 加大进给范围:2.86~6.43mm/r。
9 刀架纵向/横向的快速移动速度:≥4.5m/min、≥1.9m/min。
10 公制螺纹范围:(1~224)mm,48种。
11 英制螺纹范围:(1/8~72)牙/寸,48种。
12 模数螺纹范围:(0.5~112)mm,42种。
13 径节螺纹范围:1~56,45种。
14主电机功率:7.5kW。
15变速、变螺距切削时,不用改变挂轮方式,直接调节手柄控制16机床精度按国家相关标准执行。
17机床床身、防护板表面防锈漆完整,无锈迹附件配置:机床使用说明书、机床电器控制图机床配套垫铁、地脚螺栓三爪卡盘、卡盘座(配正反转卡爪各一付)死顶尖及顶尖变径套M6/5配备与机床相应的维护扳手、螺丝刀、油枪一套配套花盘一个JC 01-02、03 普通车床C6150(1000/2000mm)型主要技术指标1 型号:C6150(1000/2000mm)。
2 床身上最大工件回转直径:500mm。
3 刀架上最大工件回转直径:300mm。
4 最大工件长度:2000mm。
5 主轴内孔(通孔)直径:52mm。
6 主轴孔前端锥度:莫氏6号。
7 主轴转速范围:(9~1600)r/min(24级)。
8 纵向进给量范围93种8.1 标准:(0.063~2.52)mm/r。
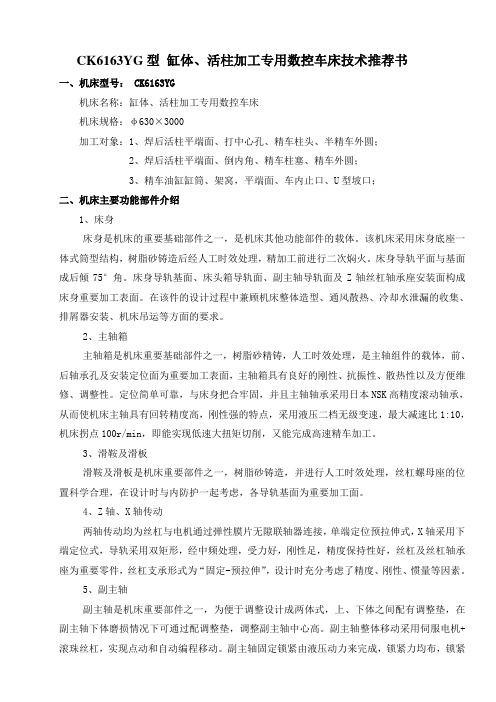
CK6163YG型缸体、活柱加工专用数控车床技术推荐书一、机床型号: CK6163YG机床名称:缸体、活柱加工专用数控车床机床规格:φ630×3000加工对象:1、焊后活柱平端面、打中心孔、精车柱头、半精车外圆;2、焊后活柱平端面、倒内角、精车柱塞、精车外圆;3、精车油缸缸筒、架窝,平端面、车内止口、U型坡口;二、机床主要功能部件介绍1、床身床身是机床的重要基础部件之一,是机床其他功能部件的载体。
该机床采用床身底座一体式筒型结构,树脂砂铸造后经人工时效处理,精加工前进行二次焖火。
床身导轨平面与基面成后倾75°角。
床身导轨基面、床头箱导轨面、副主轴导轨面及Z轴丝杠轴承座安装面构成床身重要加工表面。
在该件的设计过程中兼顾机床整体造型、通风散热、冷却水泄漏的收集、排屑器安装、机床吊运等方面的要求。
2、主轴箱主轴箱是机床重要基础部件之一,树脂砂精铸,人工时效处理,是主轴组件的载体,前、后轴承孔及安装定位面为重要加工表面,主轴箱具有良好的刚性、抗振性、散热性以及方便维修、调整性。
定位简单可靠,与床身把合牢固,并且主轴轴承采用日本NSK高精度滚动轴承,从而使机床主轴具有回转精度高,刚性强的特点,采用液压二档无级变速,最大减速比1:10,机床拐点100r/min,即能实现低速大扭矩切削,又能完成高速精车加工。
3、滑鞍及滑板滑鞍及滑板是机床重要部件之一,树脂砂铸造,并进行人工时效处理,丝杠螺母座的位置科学合理,在设计时与内防护一起考虑,各导轨基面为重要加工面。
4、Z轴、X轴传动两轴传动均为丝杠与电机通过弹性膜片无隙联轴器连接,单端定位预拉伸式,X轴采用下端定位式,导轨采用双矩形,经中频处理,受力好,刚性足,精度保持性好,丝杠及丝杠轴承座为重要零件,丝杠支承形式为“固定-预拉伸”,设计时充分考虑了精度、刚性、惯量等因素。
5、副主轴副主轴是机床重要部件之一,为便于调整设计成两体式,上、下体之间配有调整垫,在副主轴下体磨损情况下可通过配调整垫,调整副主轴中心高。

CKA6163A、CKA6180A、CKA61100A平床身数控车床售前技术资料目录CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍 (2)一、产品简介及用途 (2)二、结构特点 (2)三、主要技术参数 (3)四、主要外购件、易损件清单 (7)五、随机附件 (9)六、机床参数图 (11)1.加工行程图及刀具干涉图 (11)2.主轴转速图 (14)3.主轴功率扭矩特性曲线 (15)4.基础图 (16)CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍一、产品简介及用途本机床为纵(Z)、横(X)两座标控制的数控卧式车床。
能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能车削公制直螺纹、端面螺纹及英制直螺纹和锥螺纹等各种车削加工。
CKA6163A、CKA6180A、CKA61100A 选用FANUC、西门子、华中世纪星、大连数控等国内外知名公司的数控系统,对工件可进行多次重复循环加工。
适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
二、结构特点1.机床采用传统的卧式车床布局。
整体设计,密封性好,符合安全标准。
床身、床腿等主要基础件均采用树脂砂铸造,人工时效处理,整机稳定性优越。
2.机床纵、横向运动轴采用伺服电机驱动、精密滚珠丝杠副、高刚性精密复合轴承传动,脉冲编码器位置检测反馈的的半闭环控制系统。
导轨副采用国际流行的高频淬火(硬轨)加“贴塑”工艺,各运动轴响应快、精度高、寿命长。
3.床头箱取消电磁离合器,既提高了机床的切削扭矩又提高了可靠性。
4.CKA6163A、CKA6180A、CKA61100A变频型采用了独特的电动自动换档机构, 机床不需要停车变速,高、低档可自动切换,程序可连续运转,大大提高了加工效率。
5.机床的外观防护设计按照国际流行趋势,造型新颖独特,防水、防屑,维护方便;体现了时代特点。
CK6140 数控车床一技术参数参数/型号CK6136 CK6140 加工能力床身上最大回转直径mm 360 400 滑板上最大回转直径mm 190 210 最大加工长度mm 750/1000 床身宽度mm 360 行程X 轴行程mm 230Z 轴行程1080主轴主轴转速范围r/min 80-400-2000(高低2 档)变频调速主轴端部尺寸C6 主轴内孔锥度公制70 主轴通孔直径mm 65刀架刀具数量4(6)刀柄尺寸20*20 25*25 换刀时间sec 2进给X 轴快速进给mm/min 3000Z 轴快速进给mm/min 6000 每转切削进给量mm/r 0.005-100 精度最小设定单位mm 0.001 重复定位精度mm 0.01 表面粗糙度Ra1.6 尾架尾座套筒锥度MT4 尾座套筒直径mm 65 尾座套筒行程mm 100 电机主电机功率KW 4 5.5X 轴、Z 轴伺服电机N.m 4、6机床外形尺寸(长*宽*高)mm 750规格:2060*1200*15001000规格: 2310*1200*1500净重1600Kg 1700KG数控机床采购二工艺适应性原则主要指所选用的数控设备功能必须适应被加工零件的形状尺寸、尺寸精度和生产节拍等要求。
可咨询:宁波众鑫数控机床厂。
形状尺寸适应性。
所选用的数控设备必须能适应被加工零件合理群组的形状尺寸要求。
这一点应在被加工零件工艺分析的基础上进行,这里要注意的是防止由于冗余功能而付出昂贵的代价工艺适应性原则加工精度适应性。
所选择的数控设备必须满足被加工零件群组的精度要求。
为了保证加工精度不超差,必须考察生产厂家给出的数控设备精度指标保证有三分之一的储备量。
但要注意不要一味地追求不必要的高精度,只要能确保零件群组的加工精度就可以了。
在考察数控设备给出的精度指标时,要注意采用的是什么标准。
国际上常用的精度标准有ISO、JIS、ASME 和VDI(分属于国际、日本、美国和德国),此外还有中国的GB 和英国的BS。
CAK6136D数控车床使用说明书(电气设备与机床操作)数控系统:FANUC 0i Mate-TB沈阳第一机床厂Ver.2.0/2004.01目次1 电气概述 (1)1.1 电气设备配置图 (1)1.2 数控系统基本性能 (2)1.3 电机一览表 (2)1.4 机床操作面板 (3)1.4.1 操作面板布置图 (3)1.4.2 操作键盘配置图 (3)1.4.3 操作键盘功能表 (4)1.4.4 操作面板按钮 (5)1.5 软开关 (6)1.5.1 软开关屏幕 (6)1.5.2 软开关操作 (6)1.5.3 软开关功能 (6)1.6 坐标轴和坐标系的设定 (7)1.7 G指令代码表 (9)1.8 M指令代码表 ............................................................. .. (10)1.9 T指令代码 .................................................................. .112 机床供电 (12)2.1 机床电气主要技术要求 (12)2.2 机床供电的基本要求 (12)2.3 机床通电前的检查 (13)2.4 机床送电 (13)2.5 数控系统送电 (13)3 机床基本操作 (14)3.1 操作方式选择 (14)3.1.1 编辑方式 (14)3.1.2 手动数据输入(MDI)方式 (14)3.1.3 自动操作方式 (14)3.1.4 手动操作方式 (15)3.1.5 手摇脉冲进给方式 (18)3.1.6 返回参考点方式 (18)3.2 循环启动和进给暂停 (19)3.3 进给倍率调整开关 (19)3.4 试运行(空运行)操作 (19)3.5 机床锁住操作 (19)3.6 程序段任选跳步操作 (19)3.7 单程序段操作 (20)3.8 机床超程限位和解除 (20)3.9 紧急停止操作 (21)3.10 机床导轨润滑操作 (21)3.11 程序选择停操作 (22)4 液压系统,液压卡盘及液压台尾操作 (23)4.1 液压系统的启动 (23)4.2 液压卡盘操作 (23)4.3 液压台尾操作 (23)4.4 气动卡盘操作 (23)5 机床操作流程和用户参数 (24)5.1 操作流程 (24)5.2 用户调整参数表 (25)6 机床电气维护和调整 (26)1电气概述1.1 电气设备配置图床头润滑泵电机 X 轴伺服电机 Z 轴伺服电机液压电机 刀架转位电机 冷却泵电机 主轴电机(专用 )液压电磁阀机床操作面板数控系统直流控制盘交流控制盘伺服驱动单元主轴变速离合器主轴编码器导轨润滑装置 照明装置 变频器主轴刹车离合器 主轴电机(普通) 气(电)动卡盘电机1.2数控系统基本性能1.3电机一览表1.4 机床操作面板 1.4.1 操作面板布置图(1) 数控装置的显示器及键盘 (2) 进给速度倍率开关 (3) 机床操作键盘 (4) 手摇脉冲发生器(5) 数控装置电源起动按钮 (6) 数控装置电源停止按钮 (7) 急停按钮 (8) 循环启动按钮 (9) 进给暂停按钮1.4.2 操作键盘布置图2 37X 0.000Z 0.00018,9 5,6 41.4.3操作键盘功能表编号符号名称1 编辑方式2 手动数据输入方式3 存储程序自动方式4 手动进给方式5 手摇脉冲方式6 返回参考点方式7 X轴手摇脉冲进给8 Z轴手摇脉冲进给9 手摇脉冲最小单位G00速度F010 手摇脉冲单位0.01MM G00速度倍率25%11 手摇脉冲单位0.1MM G00速度倍率50%12 G00速度倍率100%13 X轴参考点指示14 Z轴参考点指示15 单程序段16 任选程序段跳过17 空运转18 机床锁住19 X轴负向点动编号符号名称20 X轴正向点动21 Z轴负向点动22 Z轴正向点动23 手动快速24 程序选择停25 手动选刀26 手动冷却液开闭27 手动润滑开闭28 卡盘卡紧松开29 台尾前进后退30 液压起动停止31 手动主轴反转32 手动主轴正转33 手动主轴点动34 手动主轴停35 手动主轴升速36 手动主轴降速37(左)主轴速度档位显示(右)当前刀号显示381.4.4操作面板按钮编号符号名称编号符号名称数控系统上电 2 进给倍率开关5NC6 数控系统断电7 急停按钮8 循环启动9 进给保持1.5 软开关 1.5.1 软开关屏幕PROTECT OFF ON程序保护 CDZ OFF ON 螺纹倒角 SMZ OFF ON 误差检测 ABSM OFF ON 手动绝对 HINT OFF ON 手摇中断 CHUKIN OFF ON 卡盘内外卡RENOFFON返零开关选择软开关屏幕 软开关名称 1.5.2 软开关操作按键,再按下LCD 屏幕上键选择键,按键,可进入软开关屏幕。
CKS6163 数控车床
机床控制参数表
系统型号:FANUC 0i-Mate TC
出厂编号:
沈阳机床(集团)有限责任公司
沈阳第一机床厂
CKS6163 数控车床
机床控制参数表签署单系统型号:FANUC 0i –Mate TC
编制:
检查:
标审:
审核:
批准:
版本:
电子文档:
主轴参数自动装载:4019.7=1
4133=197
1.标记*表示该参数值可以现场调整,调整值
填入调整值栏,调整值栏空白时为参数值。
2.标记※表示该参数值只可减小,禁止放大。
3.标记S是调速主轴的设定参数,没有调速主
轴时不检查此参数。
4.表中未列出的参数均为零或已自动生成。
5.现场调整只允许经授权的专业人员在理解
的基础上进行厂内调整,不当调整会引起危
险。
6.用户禁止随意修改机床数据,特殊情况下,
必须由经授权的专业技术人员在完全理解
的前提下才可进行修改,修改不当将会造成
人员伤害与财产损失。
7.主电机为αP50/6000i时,参数4133设为
413。
8.当Z轴电机为α22/3000i时,电机号为197。
CKD6136i数控车床技术资料
CKD6136i平床身数控车床
一、产品简介与用途
本机床为纵(Z)、横(X)两座标控制的数控卧式车床。
能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能车削公制直螺纹、端面螺纹及英制直螺纹和锥螺纹等各种车削加工。
适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
二、主要结构特点
1.机床采用传统的卧式车床布局。
整体设计,密封性好,符合安全标准。
床身、床腿等主
要基础件均采用树脂砂铸造,人工时效处理,整机稳定性优越。
2.机床纵、横向运动轴采用伺服电机驱动、精密滚珠丝杠副、高刚性精密复合轴承传动,
脉冲编码器位置检测反馈的的半闭环控制系统。
导轨副采用国际流行的高频淬火(硬轨)加“贴塑”工艺,各运动轴响应快、精度高、寿命长。
3.机床配套国内外著名的CNC控制系统,功能齐全、操作简便、精度稳定、工作可靠。
4.机床操作系统按照人机工程学原理,操纵箱独立并旋转设置,可任意位置移动,方便了
操作者就近对刀,是人性化设计的体现。
5.机床采用先进的集中自动润滑方式,定时、定量的自动间歇式润滑,工作稳定可靠。
满
足清洁生产的环保要求。
6.机床的外观防护设计按照国际流行趋势,造型新颖独特,防水、防屑,维护方便;体现
了时代特点。
7.机床标准配置为全封闭式防护。
8.机床标准配置采用国内名牌的立式四工位刀塔。
三、主要技术参数
1. 技术规格
床身上最大工件回转直径φ360 mm
刀架上最大工件回转直径(非排刀架)φ180 mm
最大工件长度750mm / 1000 mm 最大加工长度650mm / 900 mm 最大车削直径(立式四工位刀架)φ360 mm
主轴中心高186 mm
床身导轨宽度300 mm
2. 主传动
变频电机驱动无级变速
主电动机(变频电机) 5.5kW
主轴孔直径φ57 mm
主轴孔锥度莫氏6号
主轴头A2-6
主轴前端轴承内径φ90 mm
主轴转速范围(无级变速) 标准配置120~3000 r/min 3. 尾座装置
•• 尾座套筒直径φ63 mm 尾座套筒行程130 mm
尾座套筒锥孔锥度莫氏4号4.进给系统
刀架最大行程横向(X) 230 mm
••• 纵向(Z) 660mm / 910 mm 滚珠丝杠直径×螺距横向(X)φ20×5 (mm)
纵向(Z)φ32×5 (mm) ••• 横向切削力(连续)横向(X)2500 N ••••纵向切削力(连续)纵向(Z)5000 N 横向快速进给10000mm/min 纵向快速进给12000mm/min
定位精度横向(X)0.03 mm
纵向(Z)0.04 mm 重复定位精度横向(X)0.012 mm
纵向(Z)0.016 mm 工件加工精度IT6~IT7
工件表面粗糙度Ra1.6 5.刀架装置
电动立式四位刀架
刀架电机功率90 W
转速1400 r/min 刀杆截面20×20 mm
重复定位精度0.008 mm
6.电源装置
电源形式交流三相/380 V±10% /50Hz±2Hz 用电容量16KV A
7.冷却系统
水箱容积20L
冷却泵电机功率90 W
冷却泵流量25 L/min
8.机床外形尺寸及重量
机床外形尺寸(长×宽×高) 2300×1480×1520mm(750型)
2550×1480×1520 mm(1000型)机床净重1800 kg (750型)
1950 kg (1000型)
Da l i a n M a c hi ne Tool G r ou p Co r p
四、机床的附件、特殊定货件
1.
序号名称型号或图号规格数量备注
1 三爪卡盘K112005/A26G φ205 1组
2 扳手S91-1A
16×17 1件
18×19 1件
22×24 1件
27×30 1件扳手GB5356 5、6、8、10、12 各1件扳手S92-3A 12 1件
3 尖嘴油枪80~100ml 1组
4 双头螺丝刀DB1211 9×121件
5 电柜钥匙1件
6 垫板6件
2. 特殊定货件
序号名称型号或图号规格数量备注
1 四爪卡盘MB36-66 Ф250 1组
2 中心架MB36-64 Ф12~Ф100 1组
3 活顶尖DB1222 D41
4 1组
4 跟刀架MB36~6
5 Ф20~Ф90 1组
5 顶尖套DB1220 6/4 1件
6 顶尖GB9204.1 DM114 2件
7 螺栓GB799 MA16×300 6件
8 螺母GB6170 M16 6件
五、机床的组成
纵向 Z 向进给装置
主电机
床体
尾座
四工位立式电动刀塔或卧式六工位刀塔(选配)
床头箱
全封闭防护
冷却水箱 电机功率:0.25kw
床鞍 X 向进给装置
可旋转系统 操纵装置
六、机床各主要部件
七、机床参数图
1.主轴功率扭矩特性曲线
2.基础图。