钢筋电弧焊技术交底
- 格式:doc
- 大小:39.00 KB
- 文档页数:2
下面是赠送的励志文档需要的朋友可以好好欣赏,不需要的朋友可以下载后编辑删除!!谢谢!!不想穷,就好好读懂这些话!一言惊醒梦中人!6、别怕丢人,追求丢人是一种成功的尝试,至于为此笑话你的人,你可以把他们从你将来人生对手的名单中排除了,你也要为每一位上台唱歌的人鼓掌。
7、人生在世,需要不断地为心灵除尘,自省、自责、自悟、自重……。
8、永远不要对可能是坏事的事好奇,否则可能要了你的命。
永远不要在痛苦的时候做决定,否则你以后一定会后悔。
9、别为你自己和别人下定论,你所看到听到的可能只是一面。
10、如果周围有人嫉妒你,那么你可以把他从你的竞争者之列排除了。
11、很多事情别人通知你了,要说谢谢,没有通知你,不要责怪,因为那些事你其实应该自己弄清楚。
12、一个人最大的痛苦,莫过于被圈在自己设定的圈子里出不来。
就像一只蚕,丝吐的越多,对自己捆绑得越紧,直到最后完全把自己包上,想出也出不来。
13、善良是一种智慧,是一种远见,一种自信,一种精神力量,是一种文化,一种快乐。
14、一个人的脚步再大,也永远无法丈量完脚下的道路。
人生有限,道路无限,要想在有限的生命中多走一程,就时刻别停下脚步,别浪费分秒时间。
15、遇到再大困难的时候,不要惊慌,千万要学会冷静;不要去想着求别人,以前有家人帮你,现在需要你一个人面对挑战,从绝望中寻找希望,人生终将辉煌。
16、学会说谢谢,但谢谢并不是随便敷衍,是对别人帮助的肯定和回报;更要学会说对不起,但对不起不是借口,是对自己过错的弥补和内疚。
17、处事不必求功,无过便是功;为人不必感德,无怨便是德。
18、有时你的快乐是你的微笑之源,但是有时候你的微笑却可能是你的快乐之源。
19、不论男人还是女人,如果还把容貌当作重要的东西而过分重视的话,可能不会吃亏,但是早晚会吃亏、可能,很可能。
20、放假的时候,要么留在家里多陪陪父母,帮他们做点事,远走高飞的你能像以前天天守在他们身旁的时间已不多;要么多去社会中体验生活,因为你不但要懂得生活,还要学会如何去生活。
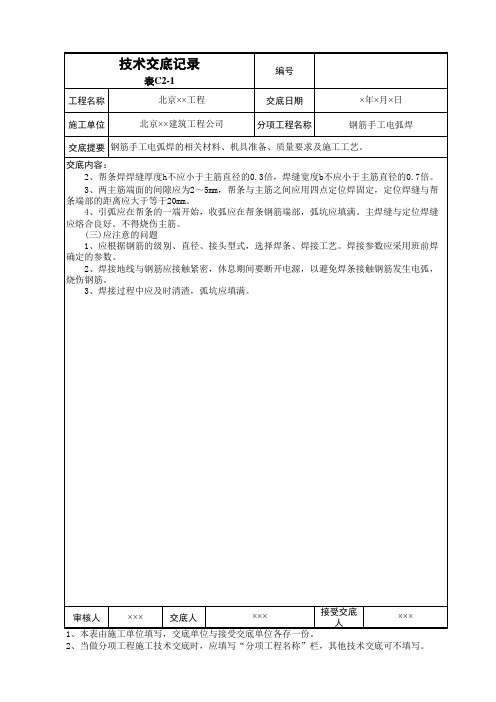
钢筋电弧焊、电渣压力焊、直螺纹套筒机械连接施工技术交底电弧焊机(5)搭接焊时,引弧应在搭接钢筋形成焊缝的一端开始,收弧应在搭接钢筋的端头上,弧坑应填满。
第一层焊缝应有足够的熔深,主焊缝与定位焊缝应熔合良好,不得烧伤主筋。
(五)应注意的质量问题1. 应根据钢筋的级别、直径、接头型式,选择焊条、焊接工艺。
焊接参数应采用班前焊确定的参数。
2.焊接地线与钢筋应接触紧密,休息期间要断开电源,以避免焊条接触钢筋发生电弧,烧伤钢筋。
3. 焊接过程中应及时清渣,弧坑应填满。
二、柱、剪力墙暗柱竖向钢筋电渣压力渣1 编制依据及实用范围《钢筋焊接及验收规程JGJ18-2003》《钢筋焊接及验收规程条文说明JGJ18-2003T》本技术交底适用于Xxxxx范围内现浇钢筋混凝土结构中直径16~40mm的Ⅰ、Ⅲ级竖向或斜向(倾斜度4∶1范围内)钢筋的连接(HRB400最大允许焊接直径32mm)。
2 施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径丶强度等级符合设计要求,并有出厂证明书及复试报告单。
钢筋进场使用前已进行钢筋见证取样见证复检,钢筋复检试验结果符合设计要求。
钢筋接头的拉伸试验报告结果符合设计要求。
2.1.2 焊剂。
2.2.2.1 焊剂的性能应符合GB5293碳素钢埋弧焊用焊剂的规定。
焊剂型号为HJ401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。
2.1.2.2 焊剂应存放在干燥的库房内,防止受潮。
如受潮,使用前须经250~300℃烘焙2h。
2.1.2.3 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。
2.1.2.4 焊剂应有出厂合格证。
2.1.3 主要机具:2.1.3.1 手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂罐等。
2.1.3.2 自动电渣压力焊设备(应优先采用)包括:焊接电源、控制箱、操作箱、焊接机头等。
2.1.3.3 焊接电源。
钢筋电渣压力焊宜采用次级空载电压较高(TSV以上〕的交流或直流焊接电源。
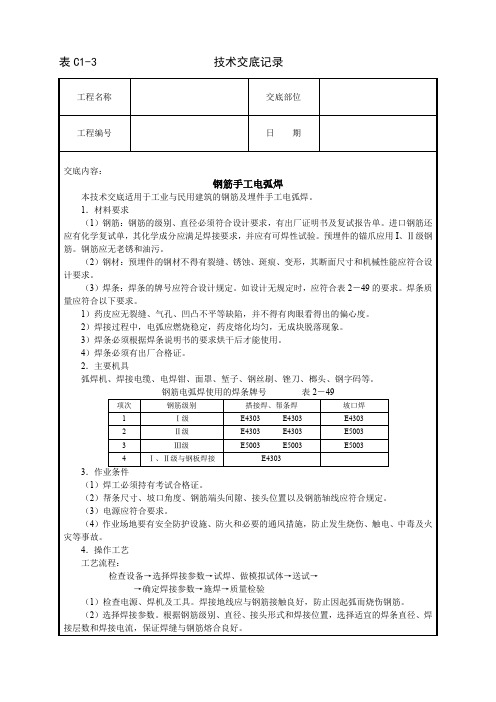
技术交底钢筋手工电弧焊本技术交底适用于工业与民用建筑的钢筋及埋件手工电弧焊。
1材料要求(1)钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。
预埋件的锚爪应用I、n级钢筋。
钢筋应无老锈和油污。
(2)钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断面尺寸和机械性能应符合设计要求。
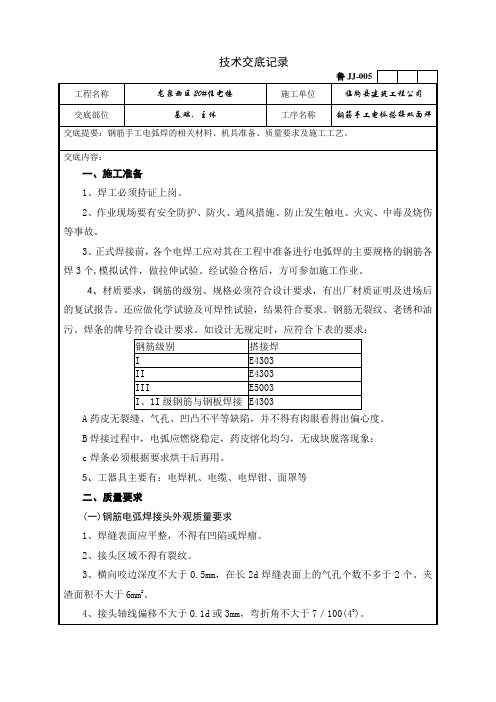
(3)焊条:焊条的牌号应符合设计规定。
如设计无规定时,应符合下表的要求。
焊条质量应符合以下要求。
1)药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。
2)焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。
3)焊条必须根据焊条说明书的要求烘干后才能使用。
4)焊条必须有出厂合格证。
2.主要机具弧焊机、焊接电缆、电焊钳、面罩、堑子、钢丝刷、锉刀、榔头、钢字码等。
3.作业条件(1)焊工必须持有考试合格证。
(2)帮条尺寸、坡口角度、钢筋端头间隙、接头位置以及钢筋轴线应符合规定。
(3)电源应符合要求。
(4)作业场地要有安全防护设施、防火和必要的通风措施,防止发生烧伤、触电、中毒及火灾等事故。
4.操作工艺工艺流程:检查设备T选择焊接参数T试焊、做模拟试体T送试TT确定焊接参数T施焊T质量检验(1)检查电源、焊机及工具。
焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。
(2)选择焊接参数。
根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条直径、焊接层数和焊接电流,保证焊缝与钢筋熔合良好。
(3)试焊、做模拟试体。
在每批钢筋正式焊接前,应焊接3个模拟试体做拉力试验,经试验合格后,方可按确定的焊接参数成批生产。
(4)施焊操作:1)引弧:带有垫板或帮条的接头,弓I弧应在钢板或帮条上进行。
无钢筋板或无帮条的接头,弓I 弧应在形成焊缝的部位,防止烧伤主筋。
2)定位:焊接时应先焊定位点再施焊。
3)运条:运条时的直线前进、横向摆动和送进焊条三个动作要协调平稳。
本章节适用于工业与民用建筑物、构筑物的混凝土结构中的钢筋焊接施工。
一、 施工准备
(一) 作业条件
1、 焊工必须持证上岗。
2、 作业现场要有安全防护、防火、通风措施,防止发生触电、火灾、中毒及烧
伤等事故。
3、 正式焊接前,各个电焊工应对其在工程中准备进行电弧焊的主要规格的钢筋
各焊3个模拟试件,做拉伸试验,经试验合格后,方可参加施工作业。
(二) 材料要求
1、 钢筋:钢筋的级别、规格必须符合设计要求,有产品合格证、出厂检测报告
和进场复验报告。进口钢筋还应做化学试验及可焊性试验,结果符合要求。
钢筋表面应清洁无裂纹、老锈和油污。
2、 钢材:预埋件用的钢板不得有裂纹锈蚀、变形。
3、 焊条:焊条的牌号应符合设计要求。如设计无规定时,应符合表2-5的要求:
表2-5
钢筋级别 搭接焊、帮条焊 坡口焊
Ⅰ E4303 E4303
Ⅱ E4303 E5303
Ⅲ E5003 E5503
Ⅰ、Ⅱ级钢筋与钢板焊接 E4303
焊条必须有出厂合格证。焊条质量应符合以下要求:
a. 药皮无裂缝、气孔、凹凸不平等缺陷。
b. 焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。
c. 焊条必须根据要求烘干后再用。
(三) 施工机具
电焊机、电缆、电焊钳、面罩等。
二、 质量要求
钢筋手工电弧焊接工程质量要求应符合《混凝土结构工程施工质量验收规
范》(GB50204-2002)的规定,具体要求参照本书《钢筋锥螺纹连按工程》
章节中相应部分。
三、 工艺流程
检查设备→选定焊接参数→焊定位焊缝→引弧、施焊、收弧→清渣→质量检查
四、 操作工艺
(一) 搭接焊
1、 搭接焊适用于Ⅰ、Ⅱ、Ⅲ级钢筋。宜采用双面焊,当不能进行双面焊时,方
可采用单面焊。
2、 焊缝长度要符合表2-6规定。
3、 搭接焊的焊缝度厚不应小于0.3d,焊缝宽度b不小于0.8d。
4、
搭接焊时,钢筋应预弯,以保证两根钢筋的轴线在同一直线上。弯折角度控
制:单面焊l:10,双面焊1:5。
表2-6
钢筋级别 焊缝型式 焊缝长度
Ⅰ
单面焊 ≥8d
双面焊 ≥4d
Ⅱ、Ⅲ
单面焊 ≥10d
双面焊 ≥5d
注:d为主筋直径(mm)
5、 搭接焊时,先在离端部20mm以上部位焊接两个定位焊缝。
6、 搭接焊时,引弧应在搭接钢筋形成焊缝的一端开始,收弧应在搭接钢筋的端
头上,弧坑应填满。第一层焊缝应有足够的熔深,主焊缝与定位焊缝应熔合
良好,不得烧伤主筋。
7、 预埋件T型接头电弧焊:分为贴角焊和穿孔焊。
(1) 纲板厚度不小于0.6d,并不宜小于5mm。
(2) 钢筋应采用Ⅰ、Ⅱ级。受力锚固钢筋直径不应小于8mm,构造锚固筋直
径不应小于6mm。锚固钢筋直径在6~25mm以内,可采用贴角焊,锚固
钢筋d≥28mm应采用穿孔塞焊。
(3) 采用Ⅰ级钢筋时,贴角焊缝焊脚k不小于0.5d,采用Ⅲ级钢筋时,k不
小于0.6d。d为T型件锚固钢筋直径。
(二) 帮条焊
1、 钢筋帮条焊适用于I、Ⅱ、Ⅲ级钢筋。宜采用双面焊。不能进行双面焊时,
也可以采用单面焊。帮条长度同搭接焊焊缝长度。当帮条级别与主筋相同时,
帮条直径可与主筋相同或小一个规格;当帮条宜径与主筋相同时,帮条级别可
与主筋相同或低一个级别。
2、 帮条焊焊缝厚度赶不应小于主筋直径的0.3倍,焊缝宽度掺不应小于主筋直
径的0.8倍。
3、 两主筋端面的间隙应为2~5mm,帮条与主筋之问应用四点定位焊固定,定位
焊缝与帮条端部的距离应不小于20mm。
4、 引弧应在帮条的一端开始,收弧应在帮条钢筋端部,弧坑应填满。主焊缝与
定位焊缝应熔合良好,不得烧伤主筋。
五、 应注意的质量问题
1、 应根据钢筋的级别、直径、接头型式,选择焊条、焊接工艺。焊接参数应采
用班前焊确定的参数。
2、 焊接地线与钢筋应接触紧密,休息期间要断开电源,以避免焊条接触钢筋发
生电弧,烧伤钢筋。
焊接过程中应及时清渣,弧坑应填满。