梳棉机弹性盖板针布嵌杂原因及控制
- 格式:pdf
- 大小:367.44 KB
- 文档页数:5

我公司现有A186F型梳棉机95台,经过多年的运行和设备维修,我们对其中的一些部件作了技术改进。
(1)上斩刀片的改进传统的盖板剥棉是由盖板齿轮箱偏心轮带动斩刀来完成。
在使用中发现,因盖板存在差异,差异小时斩刀片易磨损;差异大时严重损伤盖板针布,造成倒针、并针、反针等现象,缩短了盖板针布的使用寿命,同时维修工作量较大,削弱了分梳效果,抑制了产品质量的提升,降低了生产效益和经济效益。
借鉴高产梳棉机后剥棉装置使用弹性针布的经验,我们用普通纺涤盖板针布包覆在30mm的扁钢上,将包好的盖板条固定在斩刀轴上,代替原斩刀片。
经过长时间的运行发现,效果较好,基本不需维修。
既使盖板针布差异较大,与剥棉盖板接针也只是弹性接触,对梳理盖板没有大的影响。
现已在95台A186F型梳棉机上推广使用。
(2)盖板支撑导盘的改进盖板支撑导盘与支撑托脚是用含油衬套相配合。
正常生产时不方便加油,只有在部件保修和平车修理时,才能保养(一般部件保修每三个月一次,小平一年一次)。
因此,经常因缺油造成导盘转动不灵活或磨损。
间隙大,导致盖板运行负荷加大,造成盖板齿轮箱发热,缩短了齿轮箱蜗轮、蜗杆的使用寿命。
我们现用105型轴承安装在导盘内与托脚配合(需重新加工,每台需8只105型轴承,后托脚导盘不需改造),使用至今没有再发生过因缺油引起齿轮箱损坏的现象。
(3)快慢齿轮材质改造快慢齿轮传动道夫大齿轮带动道夫剥取棉网,且快慢齿轮是由铸铁制成,与大齿轮啮合过紧噪声大,大齿轮时有损坏现象;啮合过松,易打顿造成快慢齿轮和大齿轮磨灭而损坏,降低了生产效率和经济效益,从而影响生条条干不匀率。
现改用尼龙材质快慢齿轮后,噪声明显降低,道夫大齿轮也极少损坏,并降低了生条条干不匀率,使用效果明显。
(4)电磁离合器原电磁离合器是由多层矽钢片和一碳刷组成,经常发生因碳刷与电磁线圈表面打火而引起火警。
另外由于多层矽钢片不能及时分开,道夫因返花或其他原因不能及时停车造成针布轧伤现象,缩短了道夫针布的使用寿命。
梳棉工艺与梳理器材设计探讨南宁锦虹纺织有限责任公司陆惠文、孔宪生摘要梳棉是纺纱工程的“心脏”,梳理器材(针布)是梳棉机的“心脏”。
尽管纺纱技术日益发展进步,但梳棉工艺和针布设计的发展与创新仍然是“永恒”的主题,梳理技术仍是纺纱的核心技术。
本文的议题是:——梳理工序的目的是什么?——我们的梳理理念是什么?——经过我们的探索实践,对梳棉工艺及针布设计有了哪些新的认识?纺织工程是一个系统工程,我们不能光关注本工序的某一指标。
在梳理过程中,棉结和短绒的关系是一对矛盾。
通常梳理隔距小、速度高的工艺生条棉结少,但短绒高;而在牵伸过程中,由于存在短绒集聚,则短绒高的生条成纱棉结高。
要防止梳理过程中对纤维的损伤,我们提出了柔性梳理的理念,在排除纤维中有害疵点的同时重点讨论如何保护纤维,减少纤维的损伤,减少短绒,让短绒和棉结处在一个质量的平衡点。
同时,弄清在梳理过程中短绒和棉结产生的机理,可以达到既可以采用柔性梳理工艺,又可以控制棉结的目的。
关键词柔性梳理工艺针布转移率短绒棉结制成率1 梳理纤维的目的及关注要点1.1梳理纤维(梳棉工序)的目的——将团、束状纤维梳解成单纤维,使纤维平行伸直、充分混合;——去除纤维中的有害疵点(棉结、杂质、籽屑,微尘),有害纤维、不孕籽(短绒和不成熟纤维);——合理分梳,尽量减少因过度梳理造成纤维损伤,降低有效纤维的排量提高制成率。
保护纤维的长度,提高纤维的匀度。
——减少因梳理造成的棉结。
选用合理的针布齿形、密度的分布关系及改进相关工艺。
提高各分梳部件间的释放转移能力,在锡林和刺辊间,道夫和锡林间的一次性转移率越高纤维的损伤越小,梳理后的棉结和短绒也将越少,尽可能减少回击返花所造成的棉结和短绒。
——使经充分梳解的纤维凝聚成网、集合成条。
合理控制、均匀牵伸,提高传动精度,减少台差。
确保条干的均匀度,生条的内、外重量不匀。
1.2关注要点梳棉工序要达到以上五个目的,最终获得满意的成纱质量,树立科学的梳理理念很重要。
实验三梳理机落棉率实验实验目的与要求1.实验测定梳棉机落棉,学习梳棉机落棉实验的方法和落棉计算方法。
2.了解梳棉机各部位落棉内容及特点,通过了解落棉情况和除杂情况,提供设备或工艺改进意见。
3.观察棉卷和生条中含杂的区别。
基础知识梳棉机由喂入部分、梳理部分、成条部分组成。
其主要作用是将喂入的棉卷进行充分的开松混合、除杂,加工成一定重量的均匀棉条。
棉卷喂入后,首先受到刺辊的强烈分梳作用,从而使纤维与纤维之间联系减弱,也破坏了纤维与杂质之间的联系,在机械和气流的作用下,纤维由刺辊齿条携带转移给大锡林,而杂质和短绒掉落在后车肚成为落棉(即后车肚落棉)。
后车肚落棉内除含有杂质和不可纺的短绒外,还有不可避免落下的少量可纺纤维。
应从机械配置和工艺优化两方面努力,尽可能减少可纺纤维的损失,尽可能多的排除杂质和短绒。
转移给锡林的棉层进入锡林和盖板组成的工作区,使纤维受到针布的进一步梳理,将纤维束进一步分梳成单根纤维状态。
产生的盖板花和抄针花多少直接影响锡林/盖板之间的分梳与除杂效果。
梳棉落棉包括后车肚落棉、盖板花和抄针花以及吸尘落棉,后车肚落棉最多,盖板花和抄针花次之,吸尘落棉最少。
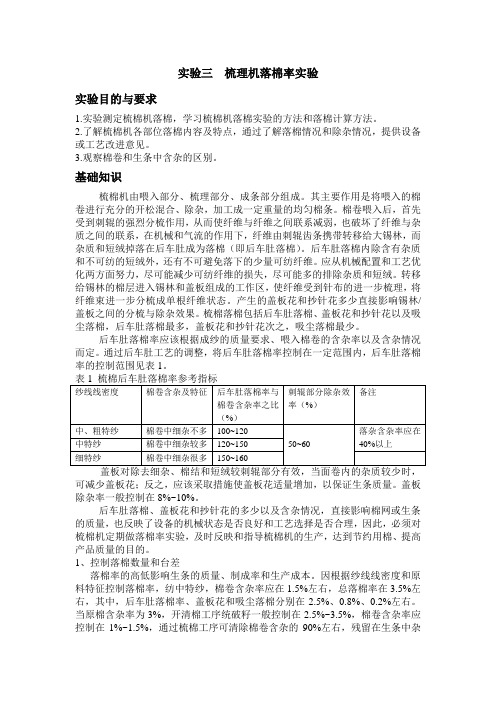
后车肚落棉率应该根据成纱的质量要求、喂入棉卷的含杂率以及含杂情况而定。
通过后车肚工艺的调整,将后车肚落棉率控制在一定范围内,后车肚落棉率的控制范围见表1。
可减少盖板花;反之,应该采取措施使盖板花适量增加,以保证生条质量。
盖板除杂率一般控制在8%~10%。
后车肚落棉、盖板花和抄针花的多少以及含杂情况,直接影响棉网或生条的质量,也反映了设备的机械状态是否良好和工艺选择是否合理,因此,必须对梳棉机定期做落棉率实验,及时反映和指导梳棉机的生产,达到节约用棉、提高产品质量的目的。
1、控制落棉数量和台差落棉率的高低影响生条的质量、制成率和生产成本。
因根据纱线线密度和原料特征控制落棉率,纺中特纱,棉卷含杂率应在1.5%左右,总落棉率在3.5%左右,其中,后车肚落棉率、盖板花和吸尘落棉分别在2.5%、0.8%、0.2%左右。


提高梳棉机盖板分梳能力的技术措施
陈纪玲;李志成
【期刊名称】《棉纺织技术》
【年(卷),期】2014(42)10
【摘要】总结提高A186型梳棉机盖板分梳能力的技术措施.分析了A186梳棉机盖板分梳中存在的问题,提出了相应的改进措施.采用多台梳棉机盖板重组或单台盖板优化排列的方法以保证盖板梳理区梳理隔距的准确性;对盖板进行双区分梳改造以提高盖板的分梳效果;加强生产中盖板的维护保养,可有效提高盖板平整度和针布锋利度.认为:采取以上三项措施,可保证梳理隔距的准确,减少盖板充塞、提高盖板分梳效果及排杂能力,能有效减少棉结杂质,提高成纱质量.
【总页数】5页(P4-8)
【作者】陈纪玲;李志成
【作者单位】广州大学,广东广州,510655;佛山齐明进纺织有限公司,广东佛
山,528000
【正文语种】中文
【中图分类】TS103.22+3
【相关文献】
1.梳棉机用分梳板、固定盖板、固定分梳除杂吸风联合装置的探讨 [J], 孙鹏子;费青
2.现代高产梳棉机改善锡林盖板部分梳理作用的分析(上) [J], 费青
3.现代高产梳棉机改善锡林盖板部分梳理作用的分析(下) [J], 费青
4.A186D型梳棉机加装固定分梳盖板的工艺实践 [J], 何建;张晓飞;李书杰;李永刚
5.梳棉机活动盖板双区分梳改造体会 [J], 陈纪玲;李志成;阮永青;韦德辉;徐土兴因版权原因,仅展示原文概要,查看原文内容请购买。

涤纶纤维梳理典型问题控制措施刁春利【摘要】The typical problems in carding polyester fibers were analyzed. To solve the problems of fiber static electricity,fluffy strip,low hygroscopicity,excessive length,stiff wire tablets with defects and different oil content, the author put forward corresponding measures such as adjusting relevant process, reasonably allocating clothing to guarantee the quality of carded polyester.%分析加工涤纶纤维梳理过程中常见的典型问题,在实践中针对涤纶纤维静电、成条蓬松、吸湿性差、长度较长、并丝僵片含疵多、油剂含量差异大造成梳理效果差的问题,采取相应的工艺调整、合理进行针布配置等措施,保证了涤纶的梳理质量.【期刊名称】《辽东学院学报(自然科学版)》【年(卷),期】2018(025)002【总页数】6页(P95-99,105)【关键词】涤纶;纤维;梳理;静电;疵点;工艺【作者】刁春利【作者单位】山东临清润达纺织有限公司,山东聊城252600【正文语种】中文【中图分类】TS154.71 涤纶纤维的特点涤纶为纺纱的三大原料(棉花、涤纶、粘胶)之一,其纤维既具有刚性,又富有弹性,抗变形能力强,织物挺括、抗皱、保形性好,同时纤维强度高、耐磨性好。
纤维初始模量高,小负荷下不易变形,回复好,涤纶纤维易洗快干、挺括,但不透气。
涤纶有高强低伸、低强高伸、高强中伸、抗起球4类。
目前,涤纶纺纱应用较为广泛。
涤纶纺纱过程中,在梳理过程中容易产生静电且不易加湿,因此一般单独梳理成条然后条混再进行纺纱。
FA201型梳棉机固定板技术改造和实践摘要:为了提高成纱质量,特别在棉纱结杂、粗节、条干等方面,通过技术改造,选配技术领先,质量好的器材减少半成品中的棉结杂和短绒,以降低条干CV值。
实践表明,在梳棉上改变原固定板结构,选用新结构固定分梳板,提高纤维的分离度、伸直度和平行度,能明显提高产品的质量。
关键词:梳棉;固定盖板;棉结杂;短绒;条干;工艺;成纱质量安徽东至华源纺织有限责任公司于1990年安装使用了32台青岛纺机生产的FA201梳棉机,机械基本性能和使用状态较好。
但随着技术的不断创新和进步,人们生活水平的不断提高,市场对成纱质量的要求也在不断提高,高支数、高品质的纱线成为抢占市场、增加经济附加值的重要途径。
因此,FA201梳棉机上原固定板结构已经不能适应现在生产新产品的需求,为了进一步提高纤维的分离度、伸直度和纤维平行度,降低棉结杂质、排除短绒,使棉网更清晰,提高成纱质量和单机质量,对FA201梳棉机原固定盖板结构进行了相应的改造。
1、固定盖板选型及配置选用江苏南通金轮针布(江苏)有限公司生产的GFB800型固定分梳板。
该固定盖板骨架采用LD31铝材制作,轻巧、光洁、美观;齿片采用金属针布制造工艺,齿尖锋利、耐磨、光洁,不嵌附纤维、不挂花。
其配置方法,采取前7后3形式。
齿密配置方法见表1.表1 前后固定盖板齿密配置方法名称齿片基纵向齿齿密/(齿根数骨架厚/mm 距/mm /25.4mm²)材料前固定0.7 2.1 440 3盖板0.7(细) 1.5 620 4 合金后固定 1 4.48 140 3盖板风量要求:棉网清洁器需要风量150~250M³/h左右2、安装方法2.1前固定盖板及棉网清洁器的安装方法a)拆下原固定盖板、前上罩板、弧形垫铁;b)紧靠前下罩板放上前弧形垫铁(弧长317mm),划线确定2─M8螺孔位置(下孔与原弧形垫铁孔重合,只需划上口M8孔位置);c)前弧形垫铁外侧面与前短轨外侧面平齐;d)在前短轨划线位置上加工2─M8、螺孔深15~18mm,要求螺孔垂直于所在弧面(钻孔时可用弧形样板检验);e)根据生产工艺要求校准前下罩办的上下口隔距;f)紧靠前下罩板放上前弧形垫铁并固定;g)依次由下向上安装6根固定盖板,齿尖方向与锡林针齿相对呈分梳状;h)安装时分别调整好各固定盖板与锡林的隔距;i)在第7根位置安装棉网清洁器,并调节除尘刀隔距;装上吸风管及附件;j)安装最上面一根固定盖板(提升盖板)时,要注意齿尖方向与锡林针齿方向相同(与其它几根方向相反)并调整隔距;k)装上前上罩板并固定;l)装上棉网清洁器上的出风管,并将软管一端用管夹固定在出风管上,另一端通过三通与总风管连接。
梳棉机盖板工艺的讨论梳棉机上盖板的作用最全面,作用原理最复杂。
它不仅有梳理作用,还有除杂、混和与均匀作用;它不仅关系到产品质量,还与产量、用棉量等直接相关;因其分梳、转移充塞原理极复杂,故多年来对盖板部分的改进最少。
锡林部分尚有金属针布的重大突破,而在盖板针布上却未能推广应用。
因此,对盖板部分的有关工艺因素值得深入探讨。
1 对回转盖板的工艺探讨1.1 盖板针上纤维受力与针间纤维层的关系研究盖板针上纤维受力与纤维层的关系是研究盖板根数、速度与回转方向等问题的理论基础。
盖板针上纤维受力不同于锡林的根本之处是:(1)盖板速度很慢,不存在离心力;(2)盖板齿深一般在4.8mm 左右(下膝高3.5 mm),远较锡林齿深(0.6mm)大7倍之多。
因此,决定了盖板针间拥有纤维层,纤维层由少到多,是随着盖板的向前运行逐渐增多的,更确切地说,是随着盖板参与梳理时间(Tw)的延长而增多的。
纤维层由少到多的变化,影响了盖板行进在不同部位时,针上纤维受力的变化(见图1)图1中:R为切向力,主要表现为梳理力;U为法向力,主要包括纤维层弹力等;F为摩擦力,F=(Rx+Ux)·μ。
当盖板正转时,在靠近盖板人口部位处,针间纤维层很少,故U力小;而此处进入工作区的棉束较大,梳理力只大。
故主要表现为Ry ≥Uy+F(或Uy≤Ry-F),因此,在实现梳理的同时,纤维向盖板针内充塞,纤维层逐渐增多。
随着梳理时间的延长,纤维层逐渐增多,U力增大而R力随着棉束的减小(或少)而减小,故而针上纤维受力逐渐由向针内为主变为时而向(针)内Uy≤Ry-F(当棉束较大、厚时),时而向(针)外Uy≥Ry+F(当针面棉层薄时);或瞬间形成既不向内也不向外,即Ry+F≥Ry-F,出现纤维被握在针上的情况。
所以,纤维在此受到充分的、上下反复的多次梳理,保证了分梳作用的完善,从而起到了良好的均匀、混和作用。
国内外试验证实:锡林每一转带人盖板工作区的纤维只有14%被锡林一次带出,而其余86%的纤维则大部分进入盖板针内(即Uy≤Ry-F);而锡林一转带出的其余86%的纤维,则大部分是由盖板针内向外(即Uy≥Ry+F)送出的,其送出的纤维多来自锡林此前100余转中进入盖板针内的纤维。