滚压成形机械
- 格式:pptx
- 大小:880.76 KB
- 文档页数:32
本科毕业设计(论文)题目矿用U型钢成型修复机整体设计院(系部)专业名称机械设计制造及其自动化年级班级学生姓名指导教师摘要本设计是关于矿用U型钢支架滚压成型修复机的设计,通过对比各种滚弯成型原理,最终确定利用侧辊摆动式四辊滚弯成型原理,主要对主副辊及减速器部分进行了较为详细的设计计算。
首先对各种滚弯成型原理进行了分析比较,选定类型,然后对各辊(主要是主副辊)进行分析设计。
侧辊摆动式四辊滚弯成型原理是由主副辊对滚,为滚弯U型钢提供动力,能够连续滚弯,经济高效。
设计中的减速器是三级展开式圆柱齿轮减速器。
齿轮材料为40Cr(调质),校核齿轮、轴、键、轴承确保实际可行。
关键词:U型钢四辊修复机减速器齿轮ABSTRACTThis design is about the machine that stents roll forming repair U shaped steel. After comparing various principles, I finally determination using the side roller swing four roll bending forming principle. In the design,I did a detailed calculation for the roller gears.First of all,I compared various principles of roll bending and selected the types, then I design the mainly analyzes main and vice roller. Side roller swing four rolls bending forming principle by lord to roll. Vice roller to roll bending U sections provide motivation for continuous rolling, curved, economic efficiency.The last part of the paper is about decelerator which is choosing triple expanding column gear construction. The material of gear is 40Cr (hardening).The gears,axes,bearings are checked,so to confirm this design this design is practical.Key words:U shaped steel Four rolls Repair machine Decelerator Gear目录绪论 .................................................................................................... - 1 -1.1 概述 ................................................................................................. - 1 -1.2 卷板机的原理 ................................................................................. - 2 -1.2.1 卷板机的运动形式.................................................................. - 2 -1.2.2 弯曲成形的加工方式.............................................................. - 3 -1.3 卷板机的发展趋势 ......................................................................... - 4 -第二章方案的论证及确定 .................................................................. - 6 -2.1 方案的论证 ..................................................................................... - 6 -2.1.1 方案1 双辊卷板机................................................................. - 6 -2.1.2 方案2 三辊卷板机................................................................. - 7 -2.1.3 方案3 四棍卷板机................................................................. - 8 -2.2 方案的确定 ..................................................................................... - 9 -2.3 本章小结 ......................................................................................... - 9 -第三章侧辊摆动方案的确定 ............................................................ - 10 -3.1 u型钢滚弯加工的步骤和过程 ..................................................... - 10 -3.2 主传动方案的机构设计 ............................................................... - 11 -3.2.1 主传动达到的技术指标........................................................ - 11 -3.2.2 主传动设计方案.................................................................... - 11 -3.3 控制系统方案选择 ....................................................................... - 12 -3.4 液压系统的传动原理 ................................................................... - 12 -3.5 本章小结 ....................................................................................... - 12 -第四章传动设计 ................................................................................ - 14 -4.1 传动方案分析 ............................................................................... - 14 -4.1.1 齿轮传动................................................................................ - 14 -4.2 传动系统的确定 ........................................................................... - 15 -4.3 本章小结 ....................................................................................... - 15 -第五章动力设计 ................................................................................ - 16 -5.1 主传动系统液压马达的选择 ....................................................... - 16 -5.1.1 主副辊参数的选择计算........................................................ - 16 -5.1.2 液压马达的功率确定 ........................................................... - 16 -第六章减速器设计 ............................................................................ - 23 -6.1 传动方案拟定 ............................................................................... - 23 -6.2 减速器总传动比及其分配 ........................................................... - 23 -6.2.1 总传动比................................................................................ - 23 -6.2.2 传动比的分配........................................................................ - 24 -6.3 各轴参数计算 ............................................................................... - 25 -6.3.1 各轴转速计算........................................................................ - 25 -6.3.2 各轴扭矩计算........................................................................ - 25 -6.3.3 各轴功率计算........................................................................ - 25 -6.4 齿轮传动设计 ............................................................................... - 26 -6.4.1 一级变速齿轮设计................................................................ - 26 -6.4.2 二级变速齿轮设计................................................................ - 31 -6.4.3 三级变速齿轮设计................................................................ - 34 -6.4.4 齿轮设计结果汇总................................................................ - 38 -6.5 轴的设计校核 ............................................................................... - 39 -6.5.1 轴的结构设计........................................................................ - 39 -6.6 轴承的选型 ................................................................................... - 41 -6.7 键的选型及校核 ........................................................................... - 41 -6.8 减速器的结构设计和齿轮、轴承的润滑 ................................... - 43 -6.8.2 齿轮、轴承的润滑................................................................ - 44 -第七章液压系统设计 ........................................................................ - 45 -7.1 液压系统工作要求 ..................................................................... - 45 -7.2 液压系统设计参数 ..................................................................... - 45 -7.3 液压执行元件载荷分析 ............................................................. - 45 -7.3.1 各液压缸载荷计算.............................................................. - 45 -7.3.2 液压马达参数...................................................................... - 47 -7.4 液压系统主要参数计算 ............................................................. - 47 -7.4.1 初选系统工作压力.............................................................. - 47 -7.4.2 计算液压缸的主要机构尺寸.............................................. - 47 -7.4.3 计算液压马达排量.............................................................. - 48 -7.5 计算液压执行元件的实际最大工作压力 ................................. - 49 -7.7制定系统方案及拟定液压系统图 ................................................ - 49 -7.7.1制定系统方案......................................................................... - 49 -7.7.2 系统所需回路分析................................................................ - 49 -7.7.3 拟定液压系统图.................................................................. - 52 -7.8 液压元件的选择 ......................................................................... - 52 -7.8.1 液压泵的选择...................................................................... - 52 -7.8.2 电动机功率的确定.............................................................. - 53 -7.8.3 液压马达的选择.................................................................. - 54 -7.8.4 液压阀的选择...................................................................... - 54 -7.8.5 液压管道内径计算.............................................................. - 55 -7.8.6 确定油箱有效容积.............................................................. - 56 -7.9 液压系统性能验算 ..................................................................... - 56 -7.9.1 液压系统压力损失:.......................................................... - 56 -7.9.2 液压系统发热温升计算...................................................... - 58 -结论 .................................................................................................. - 59 -参考文献 .............................................................................................. - 60 -致谢 .................................................................................................. - 61 -附录: ...................................................................... 错误!未定义书签。
佛山市金德力机械制造厂是中国冷弯成型设备行业的领先者,长期专注于研发、制造冷弯滚压成型设备及相关配套机械。
从事机械设计制造十多年,凭人才的优势,使创新能力始终成为德力的核心竞争力。
对产品制造的每个环节,我们都加以细心考究,并乐于引进新技术,不断开发新产品,正是这些成就了德力在冷弯成型机械领域的卓越地位,也树立起一个优秀品牌---德力机械!我们不仅在技术研发实力上遥遥领先,在加工设备、工艺流程,产品的精度及稳定性,设备的先进性等方面,已远远走在本行业的前头!我们采用CNC数控设备对成型轧滚进行精密加工,并采用二次元影像测量仪对轧滚成型轮廓进行检测,保证设计、加工、安装数据的统一,确保轧滚及主轴精度在0.03mm之内。
公司生产的产品广泛应用于家具、家电、建筑、仓储、五金、汽车制造等不同行业。
如:高精密滑轨成型机(钢珠滑轨机、隐藏式滑轨机)、高效全自动冷弯成型生产线等各种型材(电缆桥架、仓储货架、电柜立柱、门框、窗轨、C型钢、圆管、方管等)成型设备处于行业领先地位轧滚CNC数控加工设备:轧滚光学检测设备:操作台:部分产品图:产品特点:1、本机融入我厂多年来的设计、制造经验,先进的设计理念及加工工艺。
2、采用CNC数控设备加工,确保滚轮尺寸精度。
3、由于设计合理、准确,且加工的精度高,使设备稳定性好,生产出来的产品稳定、精度高。
4、采用液压系统切断,噪音小,长度定位准确。
5、整体自动控制,操作方便,效率高。
6、平面孔可一次冲出。
主要工艺流程:(如图)卷料被动放料→进料导料→滚压成型→校直→液压定长切断→卸料。
整个过程自动完成。
产品编号:三维弯曲机产品类别:三维弯曲机产品说明:一.用途。
主要用于汽车门框、窗框、流水槽以及其它空间弯曲件的塑件成形,是一个集工艺理论、机械机构及模具CAD、电气及液压传动等为一体的自动化产品。
我厂借鉴日本成熟的拉弯技术,研制出具有广泛适用性的机械式三轴联动和多轴序动式三维拉弯工装基本机构及其多种变形机构;研制定型了通用弯曲主机,并制订了参数系列。

陶瓷滚压成型机总分配轴及滚压头系统作者姓名专业指导教师姓名专业技术职务教授目录摘要 (1)第一章陶瓷滚压成型机滚压系统和分配轴设计简介1.1陶瓷滚压成型机简介 (1)1.2陶瓷工艺及市场状况 (1)1.3滚压系统介绍 (2)1.4分配轴介绍 (3)第二章设计内容 (3)2.1 技术参数 (4)2.2 滚压系统的设计 (4)2.3 分配轴的设计 (11)2.4 其他零件的设计 (16)参考文献 (18)致谢 (18)本科生毕业设计(论文)摘要本文综述了陶瓷市场的现状及发展,阐述了陶瓷滚压成型机设计的工作原理及其主要工作系统的设计工作,特别是滚压系统和分配轴的设计。
最后结合零部件的设计过程并运用AUTOU CAD软件实现图纸设计。
滚压成型较刀压成型机有很多优点,滚压成型的工具是滚头。
成型时,滚头与泥料之间除了有相对滑动之外,主要还有相对滚动,且滚压成型的坯体质量好,操作简单。
关键词:滚压成型机分配轴滚压轴计算机辅助绘图ABSTRACTT his article provides an overview of the current status and development of ceramic markets, expounded ceramic rollers shaped aircraft design work systems and its main operating principles of the design work, especially the flow system and the distribution of axle design. Finally with the help of AUTOU CAD, the paper was finished.Bamboo shaped knife pressed shaped machine a lot more advantages, bamboo shaped tool is the first roll. Shaped, roll between the first and mud materials, in addition to the relative sliding, there is also the relatively rolling, and the accompanying flow shaped body of good quality, simple operation.Key word s: bamboo shaped plane; distribution axle; roller axle; AUTOU CAD第一章陶瓷滚压成型机滚压系统和分配轴设计简介1.1 陶瓷滚压成型机简介滚压成型的工具是滚头,滚头是一个回转体,滚头回转体的母线与坯体成型表面的母线相同。
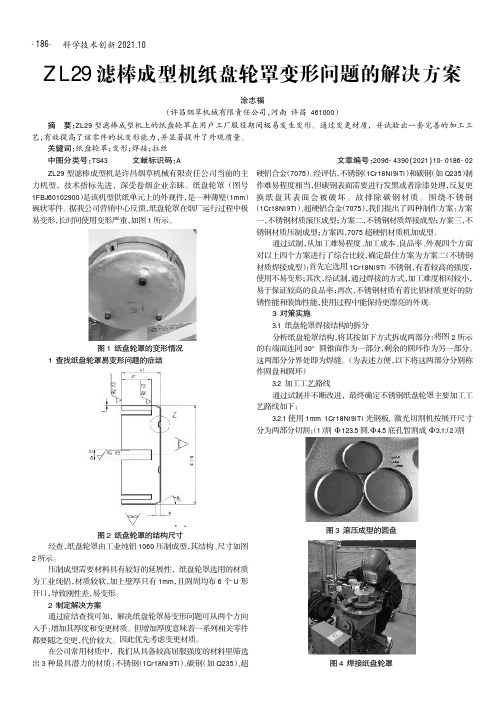
科学技术创新2021.10图3滚压成型的圆盘图4焊接纸盘轮罩ZL29型滤棒成型机是许昌烟草机械有限责任公司当前的主力机型,技术指标先进,深受卷烟企业亲睐。
纸盘轮罩(图号1FBJ60102900)是该机型供纸单元上的外观件,是一种薄壁(1mm )碗状零件。
据我公司营销中心反馈,纸盘轮罩在烟厂运行过程中极易变形,长时间使用变形严重,如图1所示。
图1纸盘轮罩的变形情况1查找纸盘轮罩易变形问题的症结图2纸盘轮罩的结构尺寸经查,纸盘轮罩由工业纯铝1060压制成型,其结构、尺寸如图2所示。
压制成型需要材料具有较好的延展性,纸盘轮罩选用的材质为工业纯铝,材质较软,加上壁厚只有1mm ,且圆周均布6个U 形开口,导致刚性差,易变形。
2制定解决方案通过症结查找可知,解决纸盘轮罩易变形问题可从两个方向入手:增加其厚度和变更材质。
但增加厚度意味着一系列相关零件都要随之变更,代价较大。
因此优先考虑变更材质。
在公司常用材质中,我们从具备较高屈服强度的材料里筛选出3种最具潜力的材质:不锈钢(1Cr18Ni9Ti )、碳钢(如Q235)、超硬铝合金(7075)。
经评估,不锈钢(1Cr18Ni9iTi )和碳钢(如Q235)制作难易程度相当,但碳钢表面需要进行发黑或者涂漆处理,反复更换纸盘其表面会被破坏。
故排除碳钢材质。
围绕不锈钢(1Cr18Ni9Ti )、超硬铝合金(7075),我们提出了四种制作方案:方案一,不锈钢材质滚压成型;方案二,不锈钢材质焊接成型;方案三,不锈钢材质压制成型;方案四,7075超硬铝材质机加成型。
通过试制,从加工难易程度、加工成本、良品率、外观四个方面对以上四个方案进行了综合比较,确定最佳方案为方案二(不锈钢材质焊接成型):首先它选用1Cr18Ni9Ti 不锈钢,有着较高的强度,使用不易变形;其次,经试制,通过焊接的方式,加工难度相对较小,易于保证较高的良品率;再次,不锈钢材质有着比铝材质更好的防锈性能和装饰性能,使用过程中能保持更漂亮的外观。
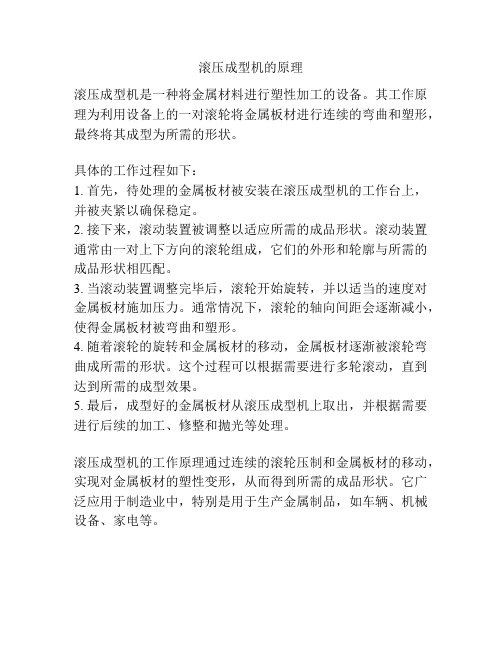
滚压成型机的原理
滚压成型机是一种将金属材料进行塑性加工的设备。
其工作原理为利用设备上的一对滚轮将金属板材进行连续的弯曲和塑形,最终将其成型为所需的形状。
具体的工作过程如下:
1. 首先,待处理的金属板材被安装在滚压成型机的工作台上,并被夹紧以确保稳定。
2. 接下来,滚动装置被调整以适应所需的成品形状。
滚动装置通常由一对上下方向的滚轮组成,它们的外形和轮廓与所需的成品形状相匹配。
3. 当滚动装置调整完毕后,滚轮开始旋转,并以适当的速度对金属板材施加压力。
通常情况下,滚轮的轴向间距会逐渐减小,使得金属板材被弯曲和塑形。
4. 随着滚轮的旋转和金属板材的移动,金属板材逐渐被滚轮弯曲成所需的形状。
这个过程可以根据需要进行多轮滚动,直到达到所需的成型效果。
5. 最后,成型好的金属板材从滚压成型机上取出,并根据需要进行后续的加工、修整和抛光等处理。
滚压成型机的工作原理通过连续的滚轮压制和金属板材的移动,实现对金属板材的塑性变形,从而得到所需的成品形状。
它广泛应用于制造业中,特别是用于生产金属制品,如车辆、机械设备、家电等。

滚压成型机操作规程第一章总则第一条为了规范滚压成型机的操作,保障操作人员的安全,保证生产的顺利进行,特制定本操作规程。
第二条滚压成型机是一种用来加工金属材料的机械设备,操作人员必须熟悉滚压成型机的结构、原理和操作方法,具备一定的机械操作经验。
第三条滚压成型机的操作人员必须严格遵守机械的安全操作规范,正确操作滚压成型机,杜绝任何不安全因素的发生。
第二章操作人员的安全规范第四条操作人员在操作滚压成型机之前,必须戴上安全帽、安全鞋,并穿戴合适的工装。
第五条操作人员必须经过专门的培训和考核,熟悉滚压成型机的操作规程,了解其结构和原理。
第六条操作人员在操作滚压成型机之前,必须对该机进行检查和维护,确保机械的正常运转。
第七条操作人员在操作滚压成型机之前,必须检查成型模具和工件的尺寸和质量要求是否符合要求。
第八条操作人员在操作滚压成型机时,必须严禁戴任何装饰品,保持双手干净,以免造成危险。
第九条操作人员在操作滚压成型机时,禁止穿透过裤子,衣物搭扣等物品,以免引起事故。
第十条操作人员在操作滚压成型机时,必须按照规定的步骤进行操作,不得随意调整或改变操作方式。
第十一条操作人员在操作滚压成型机时,必须注意机械的运转状态,如有异常情况,应立即停机处理。
第章机械设备的安全规范第十三条滚压成型机的电源插座必须符合电气设备安全标准,保持机械与电源的稳定连接。
第十四条滚压成型机的润滑系统必须保持清洁,定期更换润滑油,并保持油量适中。
第十五条滚压成型机的传动系统必须保持松紧适宜,定期检查和维护,保证传动系统的正常运转。
第十六条滚压成型机的保护装置必须齐全有效,不得随意拆卸或更改,确保操作人员的安全。
第十七条滚压成型机的操作台面必须保持整洁,杂物必须放置整齐,以确保操作人员的安全。
第四章操作步骤第十八条操作人员在操作滚压成型机之前,必须根据工件的尺寸和质量要求,选择合适的成型模具。
第十九条操作人员在操作滚压成型机之前,必须将工件放置到成型模具的合适位置,调整好模具的位置和夹紧力度。
滚压成型标准全文共四篇示例,供读者参考第一篇示例:滚压成型是一种常见的金属加工工艺,它通过利用辊轮对金属进行高压压制,将金属原料变形成所需形状和尺寸的产品。
在滚压成型过程中,产品的质量和精度受到许多因素的影响,其中滚压成型标准是至关重要的一环。
本文将着重介绍滚压成型标准的相关内容。
一、滚压成型标准的制定目的制定滚压成型标准的目的在于规范和统一滚压成型工艺,保证产品的质量和性能达到要求,提高生产效率和降低成本。
滚压成型标准包括工艺标准、设备标准、产品标准和质量控制标准等,它们共同构成了一个完整的滚压成型体系,指导着生产实践。
1. 工艺标准工艺标准是滚压成型中最基础的标准之一,它包括工艺流程、参数设定、工艺规范和操作要求等内容。
工艺标准规定了金属加热温度、辊轮压力、成型速度等关键参数,确保产品成型过程中的稳定性和精度。
2. 设备标准设备标准是滚压成型设备的规范要求,包括辊轮机床、压力机、加热炉等设备的型号、规格和性能参数。
设备标准要求设备的可靠性和稳定性,以确保滚压成型工艺的顺利进行。
3. 产品标准产品标准是滚压成型产品的质量要求,包括外形尺寸、表面质量、力学性能和化学成分等指标。
产品标准是生产质量的保证,对产品的检验和验收起着重要作用。
4. 质量控制标准质量控制标准是滚压成型生产过程中的质量管理要求,包括原材料检测、工艺控制、检验验收和质量记录等内容。
质量控制标准是确保产品质量稳定和可靠的关键环节。
要保证滚压成型标准的有效实施,首先要建立健全的质量管理体系,明确各项标准的执行要求和责任分工。
要加强员工培训和技能提升,提高操作人员的技术水平和质量意识。
要定期对滚压成型设备和产品进行检测和评估,及时发现和纠正问题,确保生产工艺的稳定性和产品质量的一致性。
1. 提高生产效率通过依据标准化的滚压成型工艺流程和操作要求,能够有效地提高生产效率,减少生产过程中的浪费和损耗,提高生产线的运行速度和生产能力。
2. 降低成本滚压成型标准化能够减少产品生产过程中的重复性工作和不必要的调整,降低了生产成本以及设备维护和维修费用,提高了企业的经济效益。
陶瓷滚压成型机设计摘 要滚压成型较刀压成型机有很多优点,滚压成型的工具是滚头。
成型时,滚头与泥料 之间除了有相对滑动之外,主要还有相对滚动,而且滚压成型的坯体质量好,操作简 单。
我主要负责陶瓷滚压成型机的主轴系统设计,根据设计要求设计出完整的主轴系 统,合理设计轴的结构、合理布置轴上零件、合理选择出各个零件如:键、螺栓、电 动机等、正确地设计出个零件如:带轮、减速器、并进行适当的校核。
该设计需要熟 练运用AutoCAD正确的画出零件图和装配图,并且需要熟练应用多门机械方面的专业 知识。
该设计过程还需要查阅大量有关资料和文献,并且了解有关陶瓷滚压成型机的 现状和发展趋势。
关键词:主轴 螺栓 电动机 带轮 减速器 圆螺母 键 轴承ABSTRACTSThe rolling of taking shape compares the knife to press the shaper have many merits, the rolling of the tool which takes shape is the head. When taking shape, between rolls and the putty material besides has relatively skids, mainly also has relatively rolls, moreover when taking shape of the rolling pug’s quality well, and the operation is simple. My primary duty is to roll the shaper ceramics of the main axle system design, which is to design the integrity the main axle system according to designs the request, designs the axis on the structure reasonably, the reasonable arrangement axis of the components, chooses each components reasonably, for example: the key, the bolt, the electric motor and so on, correctly design components for example: the shoe, the reductive gear, and take on the suitable examination. This design needs skilledly and correctly to draw the detail drawing and assembly drawing to use AutoCAD, and needs skilledly to apply the multi gates mechanical aspect of the professional knowledge. This design process also needs to consult the massive data and the literature pertinently, and to understand the present situation and the development tendency of the related ceramics rolling of the shaper.Key words:the main axle ; the bolt ;the electricical motor ;the belting pulley ;the reductive gear ; the rounding nut ;the key;the bearing第一章 陶瓷滚压成型机的现状及发展趋势1.1 中国陶瓷业的现状从近十几年的陶瓷工业走向看,经历了上升、平移、下降的过程。
滚压成型标准全文共四篇示例,供读者参考第一篇示例:滚压成型是制造行业中常用的一种加工方法,通过利用辊压机将金属材料在一对辊的间隙中进行压力加工,使其产生塑性变形,从而得到所需的形状和尺寸。
该工艺具有成本低、生产效率高、加工精度高等优点,被广泛应用于汽车、航空航天、电子等领域。
为了确保滚压成型的质量和效果,制定了一系列的滚压成型标准,这些标准包括了材料选择、工艺参数、设备要求、质量控制等方面的规定,指导生产过程中的各个环节,保证产品达到预期的要求。
材料选择是滚压成型的关键因素之一。
标准中规定了适用于滚压成型的金属材料种类、牌号和性能要求,要求其具有良好的塑性变形能力和韧性,以确保在辊压机中能够顺利进行加工。
对于不同的产品和要求,还会有相应的材料热处理要求,以提高材料的机械性能和耐磨性。
工艺参数的选择也是滚压成型中的重要环节。
标准中规定了不同材料、厚度、形状等情况下的辊压机转速、压力、温度等参数,以确保成型过程中材料的均匀性和一致性。
还要求对于不同工件形状和加工要求,需要进行合理的辊轮设计和模具设计,以确保成品的精度和表面质量。
标准中还规定了辊压机设备的要求,包括对于设备的性能、精度、稳定性等方面的要求,以及操作人员的技术要求和安全规范。
只有保证设备的正常运转和操作人员的专业技能,才能确保滚压成型的顺利进行和产品质量的稳定。
质量控制是滚压成型标准中最关键的一部分。
标准规定了产品的质量检验标准和方法,包括外观质量、尺寸精度、机械性能等各个方面的指标和要求。
只有通过严格的质量控制,才能确保滚压成型产品的质量和性能,满足客户的需求和市场的要求。
滚压成型标准是滚压成型工艺中的基础和保障,只有严格遵守标准的要求,才能确保产品质量和生产效率,提高企业的竞争力和市场份额。
希望通过不断的标准化和质量控制,滚压成型工艺能够不断改进和完善,为制造业的发展和进步做出贡献。
【字数不足,无法继续】第二篇示例:滚压成型,是一种常见的金属加工工艺,通过对金属材料进行辊压加工,使其在一定范围内变形成所需的形状。