滚压成型钎杆波形螺纹工艺
- 格式:pdf
- 大小:96.70 KB
- 文档页数:5

钢筋接头直螺纹连接施工工艺技术交底一、适用范围、编制依据及相关说明1、适用范围:本标准适用于工业与民用建筑承受动荷作用及各抗震等级的钢筋混凝土结构中直径为16~50mm的HRB335、HRB400级(Ⅱ、Ⅲ级)钢筋的连接,尤其适用于要求发挥钢筋强度和延性的重要结构。
钢筋接头直螺纹连接包括钢筋冷镦直螺纹连接、钢筋滚压直螺纹连接以及钢筋荆肋滚压直螺纹连接三种。
因钢筋冷镦直螺纹连接目前已很少采用,在此不作介绍。
2、编制参考标准及规范《钢筋混凝土用热轧带肋钢筋》(GB 1499);《钢筋混凝土用余热处理钢筋》(GB 13014);《钢筋等强度剁肋滚压直螺纹连接技术规程》(Q/YJ 16—2001);《钢筋机械连接通用技术规程》(JGJ 107——2003);套筒与锁母材料应采用优质碳素结构钢或合金结构钢,其材质应符合GB 699规定。
3、术语钢筋滚压螺纹:根据钢筋规格选取相应的滚丝轮,装在专用的滚丝机上,将以压圆端头的钢筋由尾端卡盘的通孔中插入至滚丝轮的引导部分并夹紧钢筋,然后开动电动机,在电动机旋转的驱动下,钢筋轴向自动悬进,即可滚压出螺纹来。
钢筋螺纹保护:把钢筋端部加工好的螺纹套上塑料保护套,以免损坏螺纹或被污物污染。
钢筋亲|肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹。
钢筋丝头质量抽检:对自检合格的丝头进行的抽样检验。
连接套筒:用以连接钢筋并有与丝头螺纹相对应内螺纹的连接件。
锁母:锁定连接套筒与钢筋丝头相对位置的螺母。
4、基本规定采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢筋的接头相互错开。
钢筋机械连接区段长度应按35d计算(d为被连接钢筋中的较大直径).在同一连接区段内有接头的受力钢筋截面面积占受力钢筋总截面面积的百分率(以下筒称百分率),应符合下列规定:(1)接头宜设置在结构构件受拉钢筋应力较小部位,当需要在高应力部位设置接头时,在同一连接区段内Ⅱ级接头的接头百分率不应大于50%;I级接头的接头百分率可不受限制。

滚轧钢筋滚轧直螺纹接头施工工艺等强钢筋滚轧直螺纹连接主要通过对钢筋端部一次滚轧成型为直螺纹,然后用预制钢套筒进行连接,这样经滚轧成型的直螺纹,有效地使钢筋母材断面积缩减最少,同时又使钢筋端头材料在冷作硬化作用下,强度得到提高,使钢筋接头达到与母材等强的效果。
本工程采用的直螺纹接头类型有:标准型:在正常情况下连接钢筋,用于柱、墙竖向钢筋连接;正反丝扣型:在钢筋两端均不能转动时,将两钢筋端部相互对接,然后拧动套筒,在钢筋不转动的情况下实现钢筋的连接接长,此种接头在结构转换层大梁主筋施工中得以充分发挥作用。
一、施工工艺滚轧直螺纹钢筋接头施工流程如下:现场施工人员培训→滚轧直螺纹机床安装调试→套筒进场检验、钢筋试滚丝→试件送样→钢筋下料→钢筋滚丝→钢筋端头螺纹外观质量检查→端头螺纹保护→钢筋与套筒连接、现场取样送试1)钢筋端头滚轧直螺纹钢筋滚轧直螺纹丝头端面垂直于钢筋轴线,不得有挠曲及马蹄形,要求用锯割或砂轮锯下料,不可用切断机,严禁用气割下料。
钢筋滚丝。
为了确保质量,工人必须经过培训考核合格后,持上岗证作业,对加工完成的丝头,要求操作人员进行自检。
钢筋规格与滚丝器调整一致,螺纹滚轧长度、有效丝扣数量必须满足设计规定。
滚轧过程需要有水溶性切削液冷却和润滑,当气温低于0°时,可加入20%~30%的亚硝酸钠,严禁用油代替或不加切削液加工。
钢筋丝头加工完毕后,应立即带上保护帽或拧上连接套筒,防止装卸时损坏丝头。
减速机定期加油,保持规定的油位;接好地线,确保人身安全。
做钢筋接头试件静力拉伸试验。
钢筋连接以前按每种规格钢筋接头的3%做钢筋接头试件,送检验部门做静力拉伸试验并出具试验报告。
如有一根试件强度不合格,应再取双倍试件做试验,试件全部合格后,方准进行钢筋连接施工。
2)钢筋连接施工在进行连接施工时,钢筋规格与套筒规格一致,并保证钢筋和套筒丝扣干净、完好无损。
标准型钢筋丝头螺纹有效丝扣长度应为1/2 套筒长度,公差为±P (P 为螺距),正反丝扣型套筒形式则必须符合相应的产品设计要求。
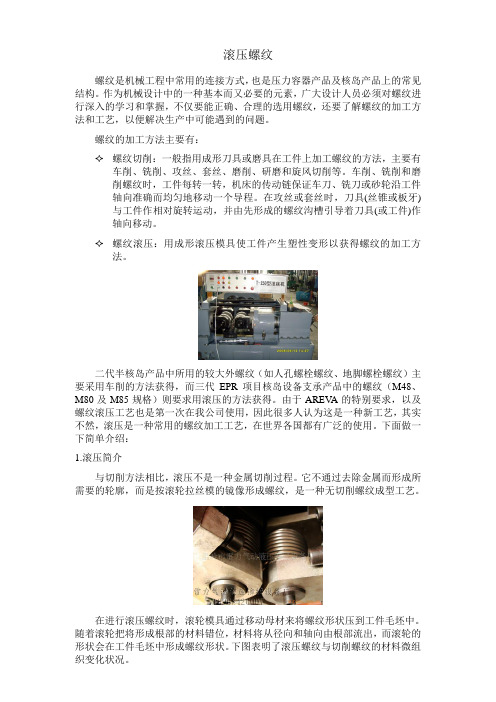
滚压螺纹螺纹是机械工程中常用的连接方式,也是压力容器产品及核岛产品上的常见结构。
作为机械设计中的一种基本而又必要的元素,广大设计人员必须对螺纹进行深入的学习和掌握,不仅要能正确、合理的选用螺纹,还要了解螺纹的加工方法和工艺,以便解决生产中可能遇到的问题。
螺纹的加工方法主要有:✧螺纹切削:一般指用成形刀具或磨具在工件上加工螺纹的方法,主要有车削、铣削、攻丝、套丝、磨削、研磨和旋风切削等。
车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。
在攻丝或套丝时,刀具(丝锥或板牙)与工件作相对旋转运动,并由先形成的螺纹沟槽引导着刀具(或工件)作轴向移动。
✧螺纹滚压:用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法。
二代半核岛产品中所用的较大外螺纹(如人孔螺栓螺纹、地脚螺栓螺纹)主要采用车削的方法获得,而三代EPR项目核岛设备支承产品中的螺纹(M48、M80及M85规格)则要求用滚压的方法获得。
由于AREV A的特别要求,以及螺纹滚压工艺也是第一次在我公司使用,因此很多人认为这是一种新工艺,其实不然,滚压是一种常用的螺纹加工工艺,在世界各国都有广泛的使用。
下面做一下简单介绍:1.滚压简介与切削方法相比,滚压不是一种金属切削过程。
它不通过去除金属而形成所需要的轮廓,而是按滚轮拉丝模的镜像形成螺纹,是一种无切削螺纹成型工艺。
在进行滚压螺纹时,滚轮模具通过移动母材来将螺纹形状压到工件毛坯中。
随着滚轮把将形成根部的材料错位,材料将从径向和轴向由根部流出,而滚轮的形状会在工件毛坯中形成螺纹形状。
下图表明了滚压螺纹与切削螺纹的材料微组织变化状况。
滚压螺纹切削螺纹滚压主要用于外螺纹的加工。
加工前,坯件的直径应大致与螺纹的中径相等,对于较高精度螺纹,毛坯直径的选择要根据材料性能计算及工艺试验来确定。
超出或低于合适的直径都将加工出不合格的螺纹。
毛坯外径太小将无法完全流进滚轮模具;毛坯尺寸过大将对滚轮和滚轮架施加不必要的压力,从而可能导致螺纹滚压设备损坏。
钢筋机械连接
钢筋机械连接是一项新型钢筋连接工艺,被称为继绑扎、电焊之后的“第三代钢筋接头”,具有接头强度高于钢筋母材、速度比电焊快5倍、无污染、节省钢材20%等优点。
接头连接
(1)将检验合格的丝头钢筋搬运至待连接处,按规定位置就位。
(2)拧下钢筋丝头保护帽和套筒保护盖。
(3)钢筋先入端作上标记或使用卡具定位,保证丝头进入套筒长度符合设计要求。
图3 扭矩扳手
图4 钢筋连接套筒
(4)连接钢筋时应对正轴线将钢筋拧入连接套,然后用工具扳手拧紧,用扭矩扳手检查。
接头拧紧值应满足表一规定的力矩值,不得超拧,拧紧后的接头应作上标记,防止钢筋接头漏拧。
(5)连接水平钢筋时必须依次连接,从一头往另一头,不得从两边往中间连接,连接时一定两人面对站定,一人用扳手管钳卡住已连接好的钢筋,另一人用扭矩扳手拧紧待连接钢筋,按规定的力矩值进行连接,这样可避免弄坏已连接好的钢筋接头。
(6)对施工完的接头进行质量检验。
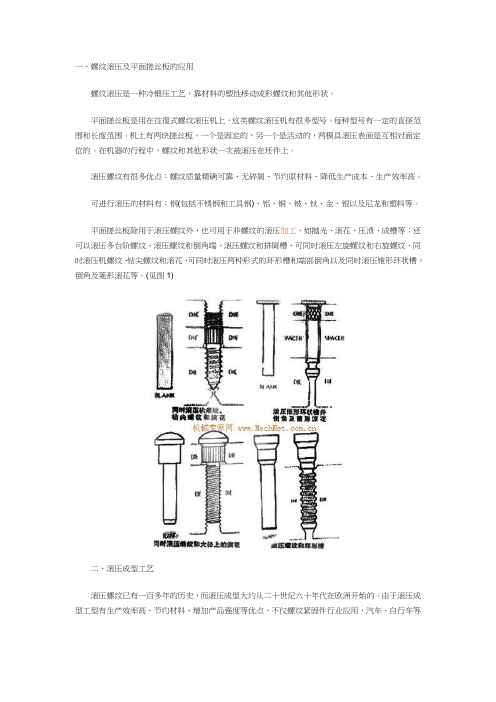
一、螺纹滚压及平面搓丝板的应用螺纹滚压是一种冷锻压工艺,靠材料的塑性移动成形螺纹和其他形状。
平面搓丝板是用在往復式螺纹滚压机上,这类螺纹滚压机有很多型号,每种型号有一定的直径范围和长度范围。
机上有两块搓丝板,一个是固定的,另一个是活动的,两模具滚压表面是互相对面定位的。
在机器的行程中,螺纹和其他形状一次被滚压在坯件上。
滚压螺纹有很多优点:螺纹质量精确可靠、无碎屑、节约原材料、降低生产成本、生产效率高。
可进行滚压的材料有:钢(包括不锈钢和工具钢)、铝、铜、铍、钛、金、银以及尼龙和塑料等。
平面搓丝板除用于滚压螺纹外,也可用于非螺纹的滚压加工,如抛光、滚花、压渍、成槽等;还可以滚压多台阶螺纹、滚压螺纹和倒角端、滚压螺纹和排屑槽、可同时滚压左旋螺纹和右旋螺纹、同时滚压机螺纹、钻尖螺纹和滚花、可同时滚压两种形式的环形槽和端部倒角以及同时滚压锥形环状槽,倒角及菱形滚花等。
(见图1)二、滚压成型工艺滚压螺纹已有一百多年的历史,而滚压成型大约从二十世纪六十年代在欧洲开始的。
由于滚压成型工型有生产效率高、节约材料、增加产品强度等优点,不仅螺纹紧固件行业应用,汽车、自行车等工业部门也采用滚压成型工艺加工形状复杂的零件。
随着技术的进步和生产的发展,滚压成型工艺越来越受到人们的关注。
1、滚压成型的特点滚压成型工艺主要是靠材料的塑性移动滚压加工成各种形状复杂的轴杆、阀门芯和特殊紧固件等产品。
滚压变形是线接触,连续逐步地进行,所需变形力较小,一个行程可生产一个或几个工件。
滚压成型工艺和切削、磨削工艺相比,它不仅生产效率高、节约材料,而且产品强度高、质量稳定(见图2)。
这种工艺特别适于加工的特长短难于切削的工件,尤其对年产上百万件大批量的产品,采用滚压成型工艺最为有利,经济效益也最为可观。
2、滚压成型的材料及设备滚压工艺是一种冷锻工艺,可进行滚压成型的材料很多,其中低碳钢是滚压成型普通采用的材料,有色金属更适合于滚压成型。
滚压成型件一般是通过冷镦机镦锻出毛坯件,再经过螺纹滚压机滚压加工而成的。
波纹管的制作方法和整形工艺波纹管的制作方法一般分为以下几种:1、机械胀形、液压成形、滚压成形、焊接成形、和电沉积成形等。
2、液压成形可以获得综合性能较好的波纹管。
3、滚压成形可以用来制作大直径的波纹管。
4、焊接成形可以获得弹性较好的波纹管。
5、电沉积成形可以制作小直径和高精度的波纹管。
波纹管在补偿器中是重要的弹性元件,由于波纹管是承压元件,又要补偿管道的伸缩位移,所以制作就显得尤为重要。
我公司经过多年的制作方法总结,讲述下波纹管的制作方法和整形工艺。
波纹管成形后,由于弹性回弹使波纹管波距、波形都与设计要求有所差异,必须进行整形。
对于加工硬化造材料制成的波纹管,一般用手工和机械成型两种方法;对于弥散硬化材料的波纹管,将其装入时效夹具内时效,使波纹管定型,以达到整形效果。
1、波纹管的手工整形手工整形是将波纹管套在整形芯轴上,波与波之间加厚度比波纹管波谷宽稍小的两半垫片,压缩波纹管,使波距、薄厚达到设计要求。
另一种波纹管的手工整形,是用一齿厚等于波谷宽度、齿距等于薄厚的梳形工具,对压缩过的波纹管挫挤,使波纹管得到整形。
2、波纹管的机械整形对于直径55mm和直径200mm的波纹管,特别是多层波纹管,手工整形困难,一般采用机械整形。
机械整形的原理是波纹管内外用一对厚度等于波谷宽度,间距等于波厚的滚轮,在相对旋转时带动波纹管转动,波纹管在滚动挤压下得到整形,如图:3、波纹管的热定型用弥散硬化材料制造的波纹管,在最终时效热处理时,一方面使波纹管获得弹性,另一方面可借助卡具,使波纹管几何尺寸得到定形,达到波纹管整形效果。
二、波纹管的稳定处理工艺波纹管在加工过程中,会产生内应力,使其弹性和几何尺寸不稳定。
泊头宏康机械波纹管的稳定处理目的就在于消除应力,稳定性能,稳定几何尺寸。
波纹管的稳定处理包括热稳定处理工艺和机械稳定处理工艺。
一般情况下只作热稳定处理,有特殊要求时才需做机械稳定处理。
1、热稳定处理工艺加工硬化型材料制造的波纹管,在波纹管整形后,需在烘箱活真空炉内加热到一定温度并保温一段时间进行热稳定处理。
Q B 中国石化集团企业(通用工艺)标准第四建设公司★建筑工程卷★FCC/TS06.11-30 滚压直螺纹钢筋连接通用施工工艺2006-12-20发布 2007-01-01实施压力容器现场安装通用施工工艺FCC/TS06.02-01中国石化集团第四建设公司技术处发布滚压直螺纹钢筋连接通用施工工艺1 适用范围本标准适用于建筑工程现浇钢筋混凝土结构中直径为16mm~40mmHRB335、HRB400钢筋的连接施工。
2 施工准备2.1材料a)钢筋:钢筋的品种、级别、规格应符合设计要求及国家标准的规定,并有出厂质量证明,按规定做物理力学性能复试。
钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈;b)套筒:直螺纹连接套筒,一般采用优质碳素结构钢制成。
表面应有规格标记,并有出厂合格证;c)与钢筋及套筒相匹配的塑料保护帽;d)水溶性冷却剂。
2.2机具设备a)机械:滚压直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等;b)工具:专用扳手、力矩扳手、卡尺、通环规、止环规等。
2.3作业条件a)参加接头施工的操作人员已经过技术培训、考核合格,方可持证上岗;b)直螺纹套丝机等机械设备经维修试用,力矩扳手经校验,满足施工要求;c)螺纹套筒及钢筋按规格尺寸加工,存放备用;d)检查设备及材料的厂家提供的接头型式检验报告是否符合要求。
在正式施工前,完成工艺检验评定。
3 操作工艺3.1工艺流程3.2操作方法3.2.1钢筋下料:钢筋预加工在加工棚进行。
钢筋应先调直再加工,必须用砂轮切割机下料,不得用气割下料。
钢筋端头切平,并将钢筋的毛刺、飞边磨光。
切口端面应与钢筋轴线垂直,端头弯曲、马蹄严重的应切除。
3.2.2钢筋套丝a)将钢筋端头送入套丝机卡盘开口直接滚压螺纹。
套丝机必须用水溶性切削冷却润滑液,严禁用机油润滑或不加润滑液套丝;b)丝头加工长度为标准型套筒长度的1/2。
钢筋螺纹加工后,随即用量规对丝头进行检查,合格后套上塑料保护帽;c)当采用预接接头时,预留钢筋接头带套筒。
钢筋滚轧直螺纹加工及连接施工工艺1 目的有效的提高钢筋连接的效率,确保钢筋连接质量。
2 工艺特点钢筋滚轧直螺纹套筒连接,其接头的抗拉强度均不小于被连接钢筋抗拉强度标准值,并具有高延性及反复拉压性能,其接头均能达到《钢筋等强度剥肋滚压直螺纹连接技术规程》(Q/YJ 16-2010)规定接头强度。
3 适用范围适用于直径25mm及以上的螺纹钢筋连接。
4 编制依据《钢筋混凝土用热轧带肋钢筋》(GB 1499.2-2007);《优质碳素结构钢》(GB/T699-1999);《钢筋等强度剥肋滚压直螺纹连接技术规程》(Q/YJ 16-2010);《钢筋机械连接技术规程》(JGJ 107-2010);《公路桥涵施工技术规范》(JTG/T F50-2011)。
5 施工工艺流程钢筋丝头加工工艺流程图见图1,钢筋连接工艺流程图见图2。
图1 钢筋丝头加工工艺流程图 图2 钢筋连接工艺流程图6 操作要点6.1 操作方法6.1.1 钢筋端面平头钢筋下料时,切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲,不符合要求时应将钢筋端头切掉,保证丝头面平整、垂直。
做好套丝前的准备工作。
6.1.2 剥肋滚扎螺纹(1)加工丝头前,按照钢筋规格所需的调试棒调整好滚丝头内孔最小尺寸。
按钢筋规格选用涨刀环,并调整好直径尺寸。
调整挡块及滚扎行程开关位置,保证剥肋滚扎螺纹的长度为套筒长度的1/2。
(2)加工丝头时,采用水溶性切削液,严禁用机油做切削液或不加切削液。
套丝加工时,先剥丝,后滚丝,对于滚丝后端头仍有毛刺或不平端头的,再次进行打磨。
6.2 钢筋螺纹加工使用要求6.2.1加工钢筋螺纹的丝头、套筒经量规检验合格。
6.2.2加工钢筋螺纹时,应采用水溶性切削润滑液;当气温低于O ℃时,应掺入15%~20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。
6.2.3操作工人应逐个检查钢筋丝头的外观质量,并做出标记。
6.2.4经自检合格的钢筋丝头,应对每种规格加工批量随机抽检10%,且不少于10个,并填写钢筋螺纹加工检验记录,如有一个丝头不合格,即应对该加工批全数检查,不合格丝头应切去丝头不合格部分,重新剥肋压丝,经再次检验合格方可使用。