(整理)太阳能光伏组件功率测试作业指导.
- 格式:doc
- 大小:2.44 MB
- 文档页数:2

1.0 适用范围1.1 本作业指导书适用于晶体硅太阳能电池组件电性能测试工序2.0 仪器/工具/材料2.1 所需原、辅材料:1.静置超过12h的组件;2.2 设备、工装及工具:1.组件测试仪;2.标准组件3.0 准备工作3.1 工作时必须按车间着装规范穿工作衣鞋,做好工艺卫生,用抹布清洗工作台;3.2 按《太阳能模拟器操作规范》开启并预热十分钟,并按照客户对功率电流分档要求在分档报警设置中设定好对应的参数;测试环境要求:3.3.1测试室与组件静置室环境温保持25±2℃之间;3.3.2测试环境相对密封,不受太阳光等光线的影响,测试区没有较大的气流波动;4.0 作业流程4.1 取一托在静置室静置超过12h的组件,并用红外测温枪测试组件表面温度在25±2℃间;4.2 在标准组件存放箱中取二级标准板,用红外测温枪测试表面温度在25±2℃间,根据《太阳能模拟器操作规范》对测试仪校准,校准功率与标定功率偏差±0.2W以内,并将校准结果填写至《标准组件校准记录表》上,在测试过程中每两小时进行一次校准并记录在表格中;4.3 在生产部盘中新建当日数据保存文件夹,在软件中设置保存路径,在软件中将测试方式改为循环测试;4.4 待测组件置于测试仪台面的指定位置处(用黑色胶带标识),温度传感器必须置于组件上方,将组件引出线与测试仪引出线连接,红色接组件正极黑色接组件负极;4.5 用扫描枪扫组件背面条形码测试,闪光过程中保证无异物遮挡测试仪光线;4.6 按测试仪显示功率和电流分档说明填写流转单,并将组件抬至规定的电流分档区域;4.7 在组件侧面(接地标志旁边)贴对应的电流分档颜色标签;4.8 根据不同的包装方式,测试完的组件每托放置与包装一托组件数量相同的组件,单最高不超过35快,并托至包装区;5.0 检验5.1 品管不定期检查标准板校准精度与频率是否按规定执行;5.2 定期随机抽取一托已测试的组件进行重测,要求前后两次测试功率偏差在±1%以内;6.0 注意事项6.1 测试时人眼避免直视光源,以防伤害眼睛;6.2 标准组件校准以后,必须及时放回标准组件存放箱,避免标准组件正面因曝光而衰减;6.3测试端子和引线需每测试10000个组件更换1次,避免因测试端子老化所产生的接触电阻影响组件功率测试的准确性;功率测试工序图示图1.组件至于指定位置图2.正确连接引出线图5.正常曲线图6.分电流档放置组件图3.保存路径设置图4.标准组件校准。

光伏太阳能组件的各个站别作业手法及检验标准的监控备注:①作业手法监控点②检验标准监控点一、配片①主要针对电池片的颜色进行区分,分成深蓝、中蓝、浅蓝。
外观不良挑出,操作时必须带手指套,以保持电池片的洁净。
②检验项目:正面栅线断线、破损<V型缺口不允许存在(破损的定义:缺损面积≥总面积的1%或直接破碎的归为破损类)>崩边、缺边、手指纹、划伤(不允许存在)、漏浆、结点、褪色、氧化(正面和背面栅线不允许有氧化、变色和未烧结现象)、铝粉脱落(不允许存在)等。
二、焊接①焊接要平整光亮,无锡珠,无毛刺,无脱焊、虚焊和过焊、高点,焊接起点距电池片边沿6~8㎜,涂锡带不可偏离主栅线,电池片焊接温度在380℃±10℃,串带模板温度设定在50±5℃。
操作时必须带手指套。
②长度:每串长度公差为[-1mm,+1mm]。
间隙:每串电池片间隙为2.0mm。
三、EVA、背板裁切①根据尺寸,机器设定相关参数进行裁切,操作时需要带手指套。
先裁切十块进行尺寸的确认。
②EVA、背板上是否有脏污、油污等杂物。
四、排版①根据图纸进行排版。
必须带手指套,注意正负级,避免短路。
②EV A压花面朝向电池片,要求平整盖实,两端各长于玻璃10mm±2mm;汇流带间距为4mm±2.0mm;EVA和背板伸出玻璃两端为10mm ±2mm,两侧伸出玻璃为5.0mm±2.0mm。
五、层压①机器设定参数进行层压,②组件的外观检验,电池片是否有隐裂、电池片串与串之间的间隙、组件内部是否有气泡、组件背板是否有凹坑鼓包等。
六、装框①铝材尺寸:1580*808*50/40mm;1482*992*50/40mm;1640*992*50/40mm;1956*992*50/40mm均按照此操作方式进行装框。
铝框安装槽内硅胶要均匀无断线、泡,高度为4.5±0.5mm。
铝材端口必须打胶。
②检查装框硅胶是否均匀平滑,无断线。
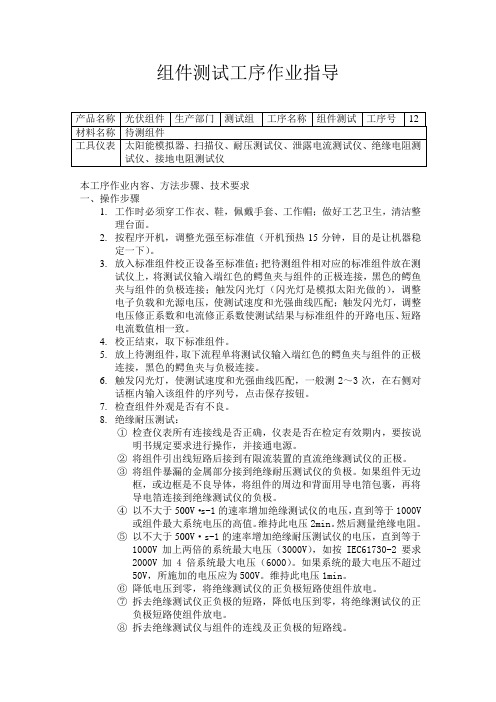
组件测试工序作业指导本工序作业内容、方法步骤、技术要求一、操作步骤1.工作时必须穿工作衣、鞋,佩戴手套、工作帽;做好工艺卫生,清洁整理台面。
2.按程序开机,调整光强至标准值(开机预热15分钟,目的是让机器稳定一下)。
3.放入标准组件校正设备至标准值;把待测组件相对应的标准组件放在测试仪上,将测试仪输入端红色的鳄鱼夹与组件的正极连接,黑色的鳄鱼夹与组件的负极连接;触发闪光灯(闪光灯是模拟太阳光做的),调整电子负载和光源电压,使测试速度和光强曲线匹配;触发闪光灯,调整电压修正系数和电流修正系数使测试结果与标准组件的开路电压、短路电流数值相一致。
4.校正结束,取下标准组件。
5.放上待测组件,取下流程单将测试仪输入端红色的鳄鱼夹与组件的正极连接,黑色的鳄鱼夹与负极连接。
6.触发闪光灯,使测试速度和光强曲线匹配,一般测2~3次,在右侧对话框内输入该组件的序列号,点击保存按钮。
7.检查组件外观是否有不良。
8.绝缘耐压测试:①检查仪表所有连接线是否正确,仪表是否在检定有效期内,要按说明书规定要求进行操作,并接通电源。
②将组件引出线短路后接到有限流装置的直流绝缘测试仪的正极。
③将组件暴漏的金属部分接到绝缘耐压测试仪的负极。
如果组件无边框,或边框是不良导体,将组件的周边和背面用导电箔包裹,再将导电箔连接到绝缘测试仪的负极。
④以不大于500V·s-1的速率增加绝缘测试仪的电压,直到等于1000V或组件最大系统电压的高值。
维持此电压2min。
然后测量绝缘电阻。
⑤以不大于500V·s-1的速率增加绝缘耐压测试仪的电压,直到等于1000V加上两倍的系统最大电压(3000V),如按IEC61730-2要求2000V加4倍系统最大电压(6000)。
如果系统的最大电压不超过50V,所施加的电压应为500V。
维持此电压1min。
⑥降低电压到零,将绝缘测试仪的正负极短路使组件放电。
⑦拆去绝缘测试仪正负极的短路,降低电压到零,将绝缘测试仪的正负极短路使组件放电。

太阳能电池组件测试操作规程
一.准备工作
1.1穿好工作衣、工作鞋、戴好工作帽。
1.2清洁,整理工作场地,设备和工具。
二.对上道工序来料进行检验要求如下:
2.1组件内的芯片无碎片、无并片、无色差等外观缺陷。
2.2组件内0.5~1mm2气泡不超过3个,1~1.5mm2气泡不超过1个。
2.3组件内EV A和TPT、无变色等现象。
2.4TPT及铝型材无划伤,破损。
三.测试操作过程
3.1按《太阳能组件测试仪操作规程》启动组件测试系统。
3.2用标准组件在相同室温下校准太阳能电池组件测试仪
(最大功率不超出±1‰),做好校准记录。
3.3放入组件,正确连接正,负极。
3.4对组件进行电性能测试,测试过程中正负极导线不可以短路或碰到测试箱箱体。
3.5真实,详细记录组件电性参数,并在电脑上保存电子档案。
3.6对测试完成的组件按要求的最大功率百分比进行分档归类。
3.7操作结束后,进行自检,自检要求如下:
3.7.1测试数据记录清晰明了,组件分档准确无误。
3.7.2测试数据记录准确无误。
3.8测试结束,合格品流入下道工序,不合格品按相关规定处理。
3.9如发现有批质量问题,马上报告质量部主管。
四,注意事项
4.1组件放入测试仪中,一定要放在测试室中央,且要于标准组件放在相同位置。
4.2测试操作时一定要轻拿轻放,以免损坏组件。
4.3测试带有二极管组件时必须接通二极管后测试。

光伏组件电流-电压特性测量作业指导书-I-V400指导光伏组件电流-电压特性(I-V400)测量作业指导书1.目的使用I-V400仪器测量光伏组件的电性能参数。
2.适用范围自然太阳光下晶体硅光伏组件电流-电压特性的测量方法。
3.依据标准《光伏器件第1部分:光伏电流-电压特性的测量》(GBT 6495.1-1996);《晶体硅光伏度器件的I-V实测特性的温度和辐照度修正方法》(GB/T 6495.4-1996)。
4.准备工作4.1 人员(1)检测人员应熟悉晶体硅光伏电流-电压特性的测量流程,熟练掌握组件功率测试仪的操作方法;(2)本试验应由两名检测人员完成。
4.2 设备测试采用设备仪器清单如下:表4-1 测试设备清单4.3 被测对象状态确认应确认被测光伏组件表面无污渍、积灰,如有存在此类污渍应及时清除,再进入正式的检测流程。
5.检测要求5.1 技术要求所有参与检测人员严格执行《光伏器件第1部分:光伏电流-电压特性的测量》(GBT 6495.1-1996)、《晶体硅光伏度器件的I-V实测特性的温度和辐照度修正方法》(GB/T 6495.4-1996),熟练掌握组件功率测试仪的操作,以及组件电流-电压特性的测量流程。
5.2 安全要求(1)开展测试时应正确佩戴安全帽,戴绝缘手套,以及做好其它的必要防护。
(2)本测试在室外开展,应避免在酷暑、极寒天气下试验,实验过程中保证至少两人一组,避免单人独自作业;(3)进行断电操作时,须用钳形电流表或万用表验电,确认安全后方可开展后续操作;(4)主检人、复核人在检测组件过程中,应避免组件金属边框造成碰伤、割伤。
表5-1 危险源辨识5.3 环境设施要求要求开展测量过程中晴朗少云,光伏组件倾斜面下辐照度不低于800W/m2;辐照度稳定,一次测量期间总辐照度的不稳定度不大于±1%。
6.检测方法6.1试验前准备(1)根据电站的电缆敷设图,确定待测组件所属的组串、汇流箱(集中式)或逆变器(组串式);(2)由现场运维人员断开对应的汇流箱断路器(对组串式逆变器,由运维人员遥控断开逆变器中相应组串);(3)钳形电流表测对应组串进线端电流,若接近零,则用拔线钳拔开对应组件的正负插头;若不为零,则系统可能存在短路,通知电站负责人。
太阳能光伏组件的性能测试与评估在当今能源转型的大背景下,太阳能作为一种清洁、可再生的能源,其应用越来越广泛。
太阳能光伏组件作为将太阳能转化为电能的核心设备,其性能的优劣直接影响到整个太阳能发电系统的效率和稳定性。
因此,对太阳能光伏组件进行准确、全面的性能测试与评估至关重要。
太阳能光伏组件的性能主要取决于多个因素,包括材料质量、制造工艺、工作环境等。
为了评估其性能,需要进行一系列的测试。
首先是电性能测试。
这是评估光伏组件性能的关键指标之一。
其中,最大功率点(Pmax)是最为重要的参数之一。
通过在不同光照强度和温度条件下测量组件的输出电流和电压,绘制出电流电压(IV)曲线,从而确定最大功率点。
开路电压(Voc)和短路电流(Isc)也是重要的电性能参数。
Voc 表示在没有负载时组件两端的电压,Isc 则是在组件两端短路时的电流。
填充因子(FF)则反映了组件的品质,是衡量组件输出特性的重要指标。
在进行电性能测试时,需要使用专业的测试设备,如太阳能模拟器。
它能够模拟不同强度和光谱分布的太阳光,为测试提供稳定可靠的光源。
测试环境的温度和湿度也需要严格控制,以确保测试结果的准确性和可重复性。
除了电性能测试,外观检查也是必不可少的环节。
外观缺陷可能会影响组件的性能和寿命。
常见的外观缺陷包括电池片破裂、隐裂、色差、电极脱落等。
这些缺陷可以通过肉眼观察或者借助显微镜等工具进行检测。
热循环测试也是评估光伏组件性能的重要手段之一。
由于太阳能光伏组件在实际工作中会经历昼夜温差和季节变化,因此需要考察其在温度变化环境下的可靠性。
通过反复进行高温和低温的循环,观察组件是否出现封装材料老化、电池片脱层等问题。
湿度冷冻测试则是模拟组件在高湿度和低温环境下的工作情况,检测其是否能够抵御湿气渗透和结冰带来的影响。
另外,还有机械载荷测试。
太阳能光伏组件在安装和使用过程中可能会受到风、雪等机械载荷的作用。
通过对组件施加一定的压力和弯曲力,评估其结构强度和抗变形能力。
设备名称:Quicksun8201 试用范围本标准规定测试工序的具体操作、注意事项、主要的质量控制点以及检验项相关标准。
本标准适用于测试工序培训的依据。
2 人员要求2.1 测试工序人员要经过培训并且要持证上岗。
2.2 熟悉设备安全操作规程,正确操作设备。
2.3 严格按设计图纸、工艺文件、技术标准生产,并做好生产记录。
3 岗前准备3.1 安全防护措施3.1.1 着装要求:工作帽、工作鞋;3.2 工艺装备3.2.1 设备:Quicksun820工具:刻度尺、卷尺;3.2.2 材料:接线盒盖、标签;3.2.3 环境要求:温度23-28℃;相对湿度小于70%RH;4 生产过程控制要点4.1 标准组件的使用及校准;4.2 组件外观检查;5 工艺方法5.1 工艺参数5.2 设备参数设定5.2.1 西安测试仪打开西安模拟仪的设备总电源开关。
在电脑上双击“太阳电池参数测试”软件,并点击确定。
进入操作界面后,将“量程”处改为“10A,100V”,填写“定电压点电流”处的电压值(根据组件的开路电压而填写)。
在上方标题栏中打开“选择端口”选项,然后点击“串口5”,鼠标左键点击确定。
对标准组件进行EL测试,保证标准组件完好。
按照组件尺寸,调整滑轨尺寸,保证组件可以在滑轨上运动自由。
将测试夹加在组件接线盒出线端;红色夹“正极”,黑色夹“负极”。
点击上方标题栏的“数据”按钮,选择“参数调整”选项。
“参数调整”选项弹出一个对话框,在对话框内按照标准组件上的标准值,更改设置中的“电流调整”内的“修正值”,“电压调整”内的“修正值”;并分别选中在“电流调整”、“电压调整”、“温度调整”下方的“更新”选项;最后点击确定。
点击“开始测试”按钮;开始校对标准组件。
校对标准组件3-4次,直到测出的Pm值与标准组件的Pm值保持一致,公差范围保证在±0. 1W之内。
5.2.2 芬兰模拟仪打开设备按钮。
旋转电流值调整按钮,将电流值调整为9.4A。
太阳能电池组件参数测量方法1.环境准备在进行太阳能电池组件参数测量之前,首先需要准备一个适合的测量环境。
理想情况下,测量应在无风、无云且光照均匀的环境中进行。
确保太阳能电池组件不受阴影和反射的干扰,以确保测量结果的准确性。
2.测量设备选择适用于太阳能电池组件参数测量的专用设备。
一般包括光谱辐射计、电流电压源、稳压电源和数据采集设备等。
确保这些设备的准确性和精度对于测量结果至关重要。
3.测量光谱辐射太阳能电池组件参数中最重要的是光电转换效率。
光电转换效率是指太阳能电池将光能转换为电能的能力。
测量光谱辐射是获得太阳能电池组件光电转换效率的关键步骤。
使用光谱辐射计测量太阳光的辐射能量,并将其转化为电流密度,从而计算出光电转换效率。
4.测量电流和电压使用电流电压源提供特定的电流和电压以激活太阳能电池组件,并使用电流表和电压表测量太阳能电池组件产生的电流和电压。
根据欧姆定律,可以通过测量电压和电流来计算太阳能电池组件的电阻。
5.温度测量6.数据记录和分析将所有测量数据记录下来,包括测量时间、光谱辐射、电流、电压和温度。
通过对这些数据进行分析和比较,可以评估太阳能电池组件的性能和效率,进而确定其适用性和可行性。
太阳能电池组件参数测量的重要性在于评估太阳能电池组件的性能和效率。
通过测量参数,可以评估太阳能电池组件的光电转换效率、电阻、温度等重要指标,从而确定组件的性能和可行性。
此外,测量结果还可以指导太阳能电池组件的设计和制造,进一步提高太阳能电池组件的性能和效率,促进可再生能源的利用和发展。
综上所述,太阳能电池组件参数测量方法是评估太阳能电池组件性能和效率的关键步骤。
通过测量光谱辐射、电流、电压和温度等参数,可以评估太阳能电池组件的性能和效率,并为其设计和制造提供指导。
这对于推动可再生能源的利用和发展具有重要意义。
1.0 适用范围
1.1 本作业指导书适用于晶体硅太阳能电池组件电性能测试工序
2.0 仪器/工具/材料
2.1 所需原、辅材料:1.静置超过12h的组件;
2.2 设备、工装及工具:1.组件测试仪;2.标准组件
3.0 准备工作
3.1 工作时必须按车间着装规范穿工作衣鞋,做好工艺卫生,用抹布清洗工作台;
3.2 按《太阳能模拟器操作规范》开启并预热十分钟,并按照客户对功率电流分档要求在分档报警设置中设定好对应的参数;
测试环境要求:
3.3.1测试室与组件静置室环境温保持25±2℃之间;
3.3.2测试环境相对密封,不受太阳光等光线的影响,测试区没有较大的气流波动;
4.0 作业流程
4.1 取一托在静置室静置超过12h的组件,并用红外测温枪测试组件表面温度在25±2℃间;
4.2 在标准组件存放箱中取二级标准板,用红外测温枪测试表面温度在25±2℃间,根据《太阳能模拟器操作规范》对测试仪校准,校准功率与标定功率偏差±0.2W以内,并将校准结果填写至《标准组件校准记录表》上,在测试过程中每两小时进行一次校准并记录在表格中;
4.3 在生产部盘中新建当日数据保存文件夹,在软件中设置保存路径,在软件中将测试方式改为循环测试;
4.4 待测组件置于测试仪台面的指定位置处(用黑色胶带标识),温度传感器必须置于组件上方,将组件引出线与测试仪引出线连接,红色接组件正极黑色接组件负极;
4.5 用扫描枪扫组件背面条形码测试,闪光过程中保证无异物遮挡测试仪光线;
4.6 按测试仪显示功率和电流分档说明填写流转单,并将组件抬至规定的电流分档区域;
4.7 在组件侧面(接地标志旁边)贴对应的电流分档颜色标签;
4.8 根据不同的包装方式,测试完的组件每托放置与包装一托组件数量相同的组件,单最高不超过35快,并托至包装区;
精品文档
精品文档
5.0 检验
5.1 品管不定期检查标准板校准精度与频率是否按规定执行;
5.2 定期随机抽取一托已测试的组件进行重测,要求前后两次测试功率偏差在±1%以内;
6.0 注意事项
6.1 测试时人眼避免直视光源,以防伤害眼睛;
6.2 标准组件校准以后,必须及时放回标准组件存放箱,避免标准组件正面因曝光而衰减;
6.3测试端子和引线需每测试10000个组件更换1次,避免因测试端子老化所产生的接触电阻影响组件功率测试的准确性;
功率测试工序图示
图1.组件至于指定位置 图5.正常曲线 图6.分电流档放置组件
图3.保存路径设置 图4.标准组件校准。