卧式多级离心泵检修规程
- 格式:docx
- 大小:218.03 KB
- 文档页数:28
卧式多级离心泵检修
技术规程
编制:
审核:
批准: 23 1. 目录 ........................................... 1
2. 总则 ........................................... 2
3. 规程适用范围 ................................... 2
4. 离心泵主要部件的结构与作用 ..................... 3
5. 检修周期和检修内容 ............................. 5
6. 设备完好标准 ................................... 6
7. 离心泵常见故障、原因及处理方法 ..................... 16
8. 主要零部件的检修技术 ............................... 18
8.试车与验收
亠•总则
根据上海东方泵业有限公司提供的《锅炉给水泵》和《多级离心 泵使用说明书》,参照原化学工业部颁发的《多级离心泵维护检修规 程》(HG25024— 91)以及其它有关技术资料,编制本规程。 二、 规程适用范围
本规程适用于盐湖海纳公司锅炉装置的锅炉给水和输 送160 C以 下的清水的多级离心泵(以下均简称为“多级泵”)的维护和检修,具 体清单如下:
本规程与制造厂的技术文件相抵触时, 应遵循制造厂技术文件中 的一切规定。
三、 离心泵主要部件的结构与作用
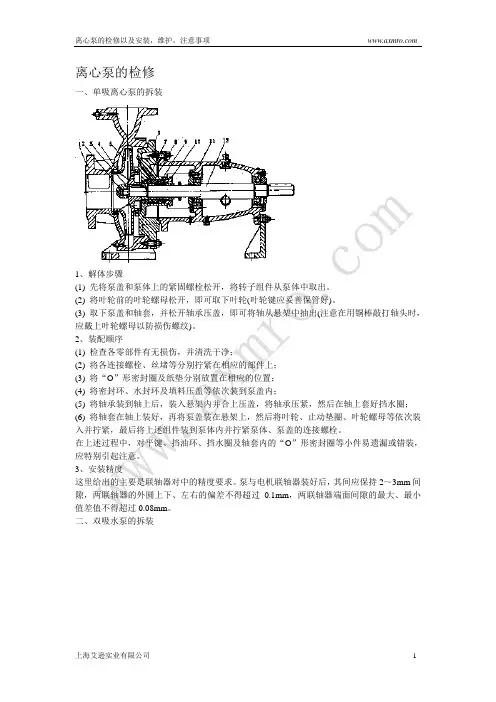
多级离心泵(如图1)的进出口方向均垂直向上,根据扬程的需要可 选用不同的级数。
fljecf030.00 A^ft
041.00叶轮
100.00縣支聚
332.00 如权U 021.00出巴段
050.01入D段口坏
140.00折淀业
340.00 022.00申段
065.00 +O
164.00 轴*
440.00 耕 030.02唸封箱依
091.00 轴
306.00轴冬
450.00宇恕螺松 图L多级离心泵结构示意图
泵固定部分由进水段、中段、出水段、导叶、尾盖及轴承体等组 成;为防止中段、导叶的磨损,在进水段和中段的内壁与叶轮易碰的 地方,装有密封环和导叶套。
转子部分主要由泵轴及装在轴上的数个叶轮、轴套和一个平衡轴 向推力的平衡盘以及联轴器组成,轴的两轴用轴承支承,并置于轴承 体上;叶轮一般为单吸,吸入口都朝向一边。转子在工作过程中可以 左右串动,靠平衡盘自动将转子维持在平衡位置上。 多个叶轮串联工 作,同一型号的扬程根据级数(即叶轮的个数)而定。
进水段、中段和出水段静止结合面用纸垫通过拉紧螺栓的拉紧来 达到密封;为防止水进入轴承,在轴承前装有挡水圈,并在轴套间装 有“O”形橡胶圈。
两端轴圭寸采用油浸石棉盘根,密圭寸可通过调节压盖螺栓的松紧来 达到,正常的密封泄漏量应保持在每分钟 30滴以内。
锅炉给水泵的两端轴承体有环形冷却室结构,当被输送介质的温 度大于80 C时,应从外部通往冷水对轴承进行冷却。
泵由电动机通过联轴器直接驱动 四、检修周期和检修内容
检修周期:根据状态监测结果及设备运行状况,可以适当调整
检修周期。一般检修周期见表1
检修类别 小修 中修 大修
检修周期 3月 6-12 月 24-36 月
检修内容如下:
小修
1. 根据故障原因,排除故障;
2. 检修填料密封,更换填料;
3. 检查轴承,调整各部位间隙;
4. 检查及找正联轴器,调整轴向间隙,更换联轴器易损件;
5. 紧固各 部位的螺栓,消除运行中发现的缺陷和渗漏,更换零件;
6. 检查转子轴向窜动量;
7. 清扫并检查修理冷却水、油封和润滑系统;更换润滑油(脂);
8. 清扫、检修阀门。
中修
1. 包括小修全部内容;
2. 检修机械密封,更换机械密封的零件;
3. 解体,清洗检查叶轮、密封环、衬套、轴套、导叶、平衡盘、平
衡环及各零部件的磨损、腐蚀、冲蚀程度,进行修复或更换;
4. 修理及刮研轴瓦,调整间隙或更换轴承;
5. 测定叶轮的静平衡是否符合要求; 6. 检查各段叶轮毂、轴套、平衡盘毂、紧固螺母端面接触情况,测 量及校正各段叶轮间距;
7. 测量泵轴及转子部件各部位的跳动量;
8. 检查、调整各部位间隙,调整转子窜动量;
9. 校验压力表;
10. 检修电机。
大修:
1. 包括中修全部内容;
2. 更换叶轮及导叶;
3. 更换泵轴;
4. 泵体各段检测、鉴定和作必要的修理;
5. 检查和调整泵体的水平度;
6. 设备及附属管线除锈、防腐及油漆。
五、完好标准:
1 零、部件
1.1 泵体及各零、部件完整齐全。
1.2 基础螺栓及各连接螺栓齐全、连接紧固,无锈蚀。
1.3 安全防护装置齐全、稳固。
1.4 压力表、电流表等仪表齐全、灵敏、可靠,量程符合规定, 并按规定定期进行校验。
1.5 进、出口阀门及润滑、冷却系统管线安装整齐,标志明显并 定期校验。
1.6 各部安装配合符合规定:进、出口阀及管线安装合理,横平 竖直,不堵不漏。
1.7 泵体及附属阀门、管件、管线油漆完整,标志明显。
1.8 基础及底座完整、坚固。
2 运行性能:
2.1 润滑油位符合规定,润滑良好,能严格执行润滑制度的“五 定”、“三级过滤”等规定。
2.2 运转正常,无异常振动、杂音等现象。
2.3 压力、流量平稳,各部温度正常,电流稳定。
2.4 能达到铭牌出力或查定能力。
3 技术资料
3.1 有泵的总装配图或结构图,有易损配件图。
3.2 有使用说明书、产品合格证、质量证明书。
3.3 设备档案齐全,数据准确可靠。档案内容包括:
3.3.1 多级离心泵的安装、试车检验记录;
3.3.2 多级离心泵的设备履历卡片和运行、检测等记录;
2.3.3.3多级离心泵的历次检修及验收记录;
3.3.4 设备缺陷及事故情况记录。
3.4 操作规程、维护检修规程齐全。
4 设备及环境
4.1 设备清洁,外表无灰尘、油垢。
4.2 基础及底座整洁,表面及周围无积水、杂物,环境整齐清洁
4.3 进出口阀门、法兰接口及泵体各段结合处均无泄漏。 4.4 轴封处泄漏量:
441 填料密封:初期每分钟不多于20滴,末期每分钟不多于40滴;
442 机械密封:初期应无泄漏,末期每分钟不得超过 5滴。
5 检修方法及质量标准
5.1 检修前的准备工作和检修中的注意事项
5.1.1 确定检修内容,制定检修方案,编制检修计划和检修进度。
5.1.2 检修前向检修人员进行任务、技术、安全交底,检修人员应 熟悉检修规程和质量标准,对于多级泵存在的重大缺陷应提出相应的 技术措施。
5.1.3 落实检修所需的材料与备件,校验检修中使用的量具、仪器, 准备好检修所需的工具,尤其是专用工具。
5.1.4 多级泵交付施工单位进行检修前,设备所在单位必须按照原 化学工业部颁发的《化工企业安全管理制度》和《化学工业部安全生 产禁令》的有关规定,切断电源,做好设备、管路的卸压、隔绝、置 换、清冼等工作,经分析合格后方可移交检修人员进行检修。不具备 施工条件的不准强行检修。
5.1.5 检修中零部件的拆装应按规定进行,尽量使用专用工具;一 些可以不拆的组合件尽量不拆;拆卸过程中不得随意破坏零件, 万不 得已时必须得到有关技术人员的同意。
5.1.6 拆卸时应作好各零件的相对位置和方向的标记,要放置有 序,以免组装出现漏装、错位、倒向等错误;即使具有互换性的零件 (如叶轮、轴套等),组装时也不应随意调换位置,以免影响转子的平 衡,或使原先已经磨合的配件又重新开始磨合,甚至产生其它问题。 拆卸下来零件可用煤油、柴油或专门的清冼剂清冼以除去油迹、污垢, 要清冼干净,整齐地摆放在干净的塑料布上,不得直接接触地面;精 密加工的部件或部位,要用干净的布包扎好;拆卸后暴露出来的油、 气管和开口处要妥善封闭,防止异物掉入。
5.1.7 在检修过程中,应按要求对检修部位和关键部位的零件进行
测量,要如实填写检修记录,经过检修的零部件尺寸包括配合尺寸, 必须恢复到图纸规定或允许的范围内。
5.2 拆卸
分段式多级离心泵的前段、中段、后段是由若干个拉紧螺栓固定
在一起,形成一个完整的泵 体。拉紧螺栓的紧力使各 段之间轴向密封面紧密贴 合,阻止了泵腔内压力水 向外泄漏。拉紧力过大会
图上分段式多级禽心泵拉紧螺栓
1,前段2枠煨绘工申段4后段 顺时针方向编号1、2、3、4、 (另一端则按逆时然编号)。用砂布 造成零、部件损坏;拉紧力过小则密封面泄漏。有的设备制造厂在产 品说明书上给出拉紧螺栓的紧力值,检修后组装时按规定值上紧螺栓 就行;但多数制造厂没有给出拉紧螺栓紧力值,这就要求现场检修时, 根据拆装前后拉紧螺栓长度的对比来保证拉紧力适中。简便的做法 是:拆卸之前将各个拉紧螺栓及其相匹配的螺母按顺序编号, 例如按 将螺栓和螺母端面打磨干净,对同一根拉紧螺栓分别测量其两端螺栓 露出螺母的高度Xy和Yi,并算出Zi(Zi = Xi + Yi);如图2。组装时用同 样方法测量出Xi'和Yi'并计算出Zi',使Zi = Zi'。测量时应做好测量记
录(举例如表5), 测量完毕后可以开 始拆卸。
拆卸多级泵时 可以从两轴承架拆 起。在取出平衡盘 之后,开始拆卸拉紧螺栓;在抽去拉紧螺栓时务必要相隔 180°的位 置上保留两根,以免前段、中段和后段突然散架,碰坏转子或其它零 件。
5.3 主要零部件的技术要求
5.3.1 泵体与泵座
1. 泵座与基础表面应接触严密,安装后底座的水平度误差为:
纵向不大于0.05mm/m,横向不大于0.10mm/m。 i 1 2 3 4
X i 3.08 3.13 2.58 3.17
Y i 3.25 4.01 3.40 3.03
Z i = X i +Yi 6.33 7.14 5.98 6.20 表5.