产品外观检查表
- 格式:doc
- 大小:45.50 KB
- 文档页数:2

客户产品退回的检查报告表客户产品退回检查报告表
一、基本信息
1. 客户名称:
2. 产品名称:
3. 产品数量:
4. 退回日期:
5. 退回原因:
二、产品检查情况
1. 产品外观检查:
是否有损坏、变形、污渍等情况?
是否符合产品标准?
2. 产品性能检查:
是否能够正常工作?
是否存在功能问题?
3. 产品附件检查:
是否齐全?
是否完整?
三、处理意见
1. 处理方式:
重新发货
维修
退款
2. 处理理由:
3. 处理时间:
四、客户反馈
1. 客户满意度调查:
非常满意
满意
一般
不满意
2. 客户建议或意见:
3. 联系方式(用于后续沟通):
五、结论
是否可以再次销售(针对可修复产品)?□是□否若可修复,预计修复费用为:(元)
六、审核意见
审核人签名:(公司内部审核人员签名)日期:(审核日期)。
塑胶件外观质量检验标准一、目的:为检验过程中对产品可见表面质量有一个统一的判断依据。
二、适用范围:适用我司所有的塑胶件在进货检验、过程检验及成品检验之用。
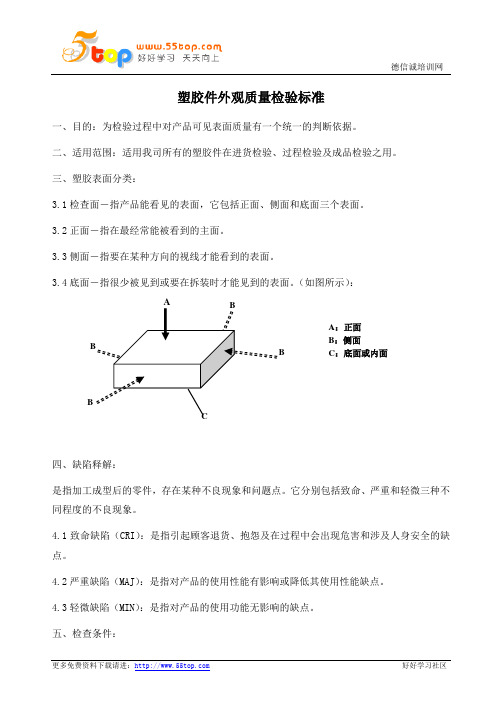
三、塑胶表面分类:3.1检查面-指产品能看见的表面,它包括正面、侧面和底面三个表面。
3.2正面-指在最经常能被看到的主面。
3.3侧面-指要在某种方向的视线才能看到的表面。
3.4底面-指很少被见到或要在拆装时才能见到的表面。
(如图所示):四、缺陷释解:是指加工成型后的零件,存在某种不良现象和问题点。
它分别包括致命、严重和轻微三种不同程度的不良现象。
4.1致命缺陷(CRI ):是指引起顾客退货、抱怨及在过程中会出现危害和涉及人身安全的缺点。
4.2严重缺陷(MAJ ):是指对产品的使用性能有影响或降低其使用性能缺点。
4.3轻微缺陷(MIN ):是指对产品的使用功能无影响的缺点。
五、检查条件:ABBBCBA :正面B :侧面C :底面或内面5.1检查的环境5.1.1环境光亮度应在600-1000LUX的光线,且光源应高于检查者的头部。
5.1.2环境四周不能有反光面。
5.1.3人眼与被测的零件的距离应保证在40cm,且与检测零件的角度为45°,(如图所示)5.3接受标准:见6.1表格所示40CM455.4检查范围时间如下:检测面正面侧面底面时间10秒5秒5秒六、缺陷判定标准:以下判定标准只用于正面检查,而侧面检查缺陷大小及数目在正面的基础上×2。
对于底面的检查缺点大小及数目在正面的基础上×3,夹水纹及变形除外。
对不影响装配的底面不作严格要求。
检查判定中“接受”代表此缺点状态可接受;检查判定中“严重(MA)”代表此缺陷状态按AQL1.0来检验判定;检查判定中“轻微(MI)”代表此缺陷状态按AQL4.0来检验判定。
6.1塑胶件外观检查标准如下表:项目缺陷名称缺点状态检查工检查判定具01 顶白顶白允许数目≤1处,直径≤0.7mm可接受,顶白数有2-3处,直径在0.7-1.0mm间,间距在0-100mm判MI超出以上要求则判为MA目视平尺测量接受(AC)轻微(MI)严重(MA)02 颜色不符合样板或规格要求与样板规格相符但颜色有偏差目视样板对比严重(MA)轻微(MI)03 拉伤/拉白允许数目≤1处,长度<2mm,宽度<0.5mm可接受,拉伤/拉白数有2-3处,长度在2.0-4.0mm间,宽度在0.5-1mm间判MI超出以上要求则判为MA目视平尺测量接受(AC)轻微(MI)严重(MA)04 料花允许数目≤1处,长度<1mm,宽度<0.5mm可接受。

(完整版)电子产品验收记录表
1. 基本信息
- 产品名称:
- 生产厂商:
- 产品型号:
- 订单编号:
- 验收日期:
2. 验收人员
- 验收人员1:
- 验收人员2:
- 验收人员3:
- 验收人员4:
3. 验收标准
(根据实际情况填写或参照相应标准)
4. 验收内容
4.1 外观检查
- 产品外观是否完好无损?
- 包装是否完好无破损?
- 外观是否符合预期设计?
4.2 功能检查
- 产品是否能正常开机?
- 功能是否符合规格说明书?
- 音频、视频等功能是否正常?- 是否支持所需的网络连接方式?
4.3 安全性检查
- 是否符合相关安全标准?
- 是否存在安全隐患?
- 是否存在用户隐私泄露风险?- 是否存在电子辐射超标问题?
4.4 性能检查
- 是否符合产品规格要求?
- 性能参数是否在正常范围内?
- 是否满足用户需求?
- 电池使用时间是否符合要求?
4.5 质量检查
- 是否存在质量缺陷?
- 是否存在制造缺陷?
- 是否存在功能缺陷?
5. 验收结论
(填写验收结果)
6. 备注
- 其他需要说明的事项可在此填写
7. 相关附件
- 相关文档、测试记录等可在此列举
8. 验收人员签名
(每位验收人员在此签名确认)。


产品外观检验标准解读⼀、:钢板对接外观质量检查3.1钢板对接3.1.1使⽤设备:⼆氧化碳⽓保焊机、硅整流焊机、MZ-1000埋弧焊机3.1.1.1检查项⽬:A.埋弧焊⼩车⾏⾛是否平稳B.送丝轮、导电嘴是否正常C.⼩车轨道是否平直3.1.2钢板:3.2.1.1检查项⽬A.钢板:是否满⾜标准与排料图要求a)锈蚀程度b)局部变形c)波浪变形d)夹层e)材质f)规格g)厚度h)坡⼝⾓度i)坡⼝处打磨:焊坡⼝⾯及周围50mm范围内已进⾏⽔、氧化⽪、铁锈、焊点的清理并打磨⾄展现⾦属光泽j)钝边B.引熄弧板a)长度、宽度b)坡⼝c)材质埋弧焊所⽤焊剂(HJ431、SJ101)保持清洁,粒度均匀适宜,并进⾏250℃×2h及焊剂应从焊材⼆级库领取。
3.5钢板对接时两侧必须设置引弧板和引出板,其材质及坡⼝形式与被焊⼯件相同,埋弧焊焊缝引出长度应⼤于60mm,其引弧、引出板的板宽不⼩于100mm,长度不⼩于150mm。
检查指标主要为引出板及引弧板的长度及焊缝引出长度。
3.6引弧板、引出板和焊接垫板的定位焊缝应焊在接头焊接的坡⼝内和垫板上,不应在焊缝以外的母材上焊接。
检查指标主要为定位点焊的具体位置要求。
3.7钢板对接完成后,应⽤⽕焰切割去除引弧板和引出板,并修磨平整。
不得⽤锤击落引弧板和引出板。
检查指标主要为引弧板和引出板去除的⽅式。
3.8引弧应在焊道上,不得擦伤母材,严禁在焊缝以外的母材上打⽕、引弧。
检查指标主要为引弧的位置要求。
3.9定位焊焊脚应不⼤于6mm,坡⼝内侧焊点⾼度应不⼤于坡⼝深度的1/3,定位焊焊缝长度为25-40mm,间距应为200~250mm,并应填满弧坑,定位焊的焊接材料应与正式施焊的焊接材料相同。
检查指标主要为定位焊脚的⼤⼩、长度及间距,以及收弧的要求。
3.10定位焊焊缝上有⽓孔或裂纹时,必须清除后重焊。
检查指标为定位焊缝的质量要求。
3.11厚板多层焊时应连续施焊,每⼀焊道焊接完成后应及时清理焊渣及表⾯飞溅物,发现影响焊接质量的缺陷时,应清除后⽅可再焊。

品质控制检查表100分
1. 检查表介绍
本品质控制检查表是用于评估和监控产品品质的工具。
它包含了一系列检查项目和评分标准,用于确定产品是否符合质量要求。
该检查表的最高评分为100分,分数越高代表产品的品质越好。
2. 检查项目和评分标准
下面是本检查表包含的主要检查项目和评分标准:
2.1 外观检查
- 产品外观是否整洁、无明显划痕或污渍:满分10分
- 产品表面是否光滑,没有凹陷或凸起:满分10分
- 产品颜色是否均匀,没有色差:满分10分
2.2 功能检查
- 产品功能是否正常:满分20分
- 产品操作是否简单方便:满分10分
2.3 安全性检查
- 产品是否符合相关安全标准:满分15分
- 产品是否有明显的安全隐患:满分15分
2.4 包装检查
- 产品包装是否完整无损:满分10分
- 产品包装是否符合相关标准:满分10分
3. 使用方法
使用本品质控制检查表时,请按照以下步骤进行操作:
1. 对每个检查项目进行评估,并按照评分标准给出相应的分数。
2. 将每个检查项目的分数累加得到总分。
3. 根据总分来评估产品的品质,满分为100分,分数越高代表
产品品质越好。
4. 结论
本品质控制检查表可用于评估和监控产品的品质。
通过每个检
查项目的评估和相应的评分,可以得出产品的总分,进而评估产品
的品质。
希望本检查表能为您的品质控制工作提供帮助。
产品质量检查报告单一、报告概述本报告是针对产品质量进行的检查结果总结,旨在评估产品在制造过程中的质量控制情况。
本次检查主要关注产品的外观质量、功能性能、安全性能以及相关标准符合情况。
二、检查对象本次检查的产品为某电子公司生产的智能手表。
三、检查内容及结果1. 外观质量检查通过对产品外观进行细致观察和测量,评估产品外观是否符合设计要求。
结果显示,产品外观整体精美,无明显缺陷,符合设计要求。
2. 功能性能检查通过对产品各项功能进行测试,验证产品是否能够正常运行。
测试结果表明,产品各项功能正常,如时间显示、闹钟功能、计步功能等均符合预期要求。
3. 安全性能检查通过对产品使用过程中的安全性进行评估,确保产品在正常使用情况下不会对用户产生伤害。
测试结果显示,产品在充电、佩戴、使用过程中均无安全隐患,符合相关安全标准。
4. 相关标准符合情况检查根据产品相关标准要求,对产品进行检查,确保产品符合国家和行业标准。
检查结果显示,产品在尺寸、重量、材质等方面均符合标准要求。
四、问题及建议在本次检查中,未发现产品存在明显质量问题。
然而,为了进一步提升产品质量,我们建议在制造过程中加强质量控制,确保产品的每一个环节都符合质量标准。
同时,建议公司与供应商保持紧密合作,加强原材料的质量把控,以确保产品的稳定性和持久性。
五、结论综合以上检查结果,本次产品质量检查报告显示该智能手表在外观质量、功能性能、安全性能以及相关标准符合情况方面均符合预期要求。
然而,为了保持产品质量的稳定性和持久性,我们建议公司在制造过程中加强质量控制并与供应商保持紧密合作。
六、附录1. 外观质量检查照片2. 功能性能检查测试数据3. 安全性能检查报告4. 相关标准符合情况检查记录以上为本次产品质量检查报告的详细内容,希望能对贵公司的产品质量控制提供有益的参考。
如有任何疑问或进一步需求,请随时与我们联系。
谢谢!。
成品检验记录表
检验日期
2022年10月30日
产品信息
产品名称数量批次生产日期有效期
产品A10020222022年9月1日2024年9月1日
产品B5020222022年9月1日2023年9月1日
产品C20020222022年9月1日2025年9月1日检验环境
检验室温度:25摄氏度
相对湿度:60%
检验过程
对每个批次的产品进行外观检验和性能测试。
外观检验
按照设计规格书要求,对产品的外观进行检查,确认其无损伤、无渗漏、无污染等情况。
检查结果如下:
产品名称批次检查结果
产品A2022合格
产品名称批次检查结果
产品B2022合格
产品C2022合格
性能测试
使用测试设备对每个批次的产品进行性能测试。
测试项包括:放电电流、放电时间、电池容量和内阻。
测试结果如下:
产品A
放电电流:1.5A
放电时间:3小时
电池容量:5000mAh
内阻:5mΩ
产品B
放电电流:1.2A
放电时间:2.5小时
电池容量:4000mAh
内阻:6mΩ
产品C
放电电流:1.8A
放电时间:4小时
电池容量:6000mAh
内阻:4mΩ
测试结果符合设计规格书要求,所有产品均为合格品。
检验结论
所有产品检验结果符合设计规格书要求,均为合格品。
检验人员
•张三
•李四
•王五
审批人员
•赵六。
产品质量检验记录表
1. 概述
本文档为产品质量检验记录表,用于记录产品的质量检验结果。
通过对产品进行全面、系统的检验,以确保产品是否符合质量要求,为后续的产品流通和使用提供参考依据。
2. 检验内容
产品质量检验应包括但不限于以下内容:
- 外观检验:检查产品外观是否完整、无划痕、无污染等;
- 尺寸检验:检测产品的尺寸是否符合设计要求;
- 功能检验:测试产品的各项功能是否正常;
- 材质检验:对产品使用的材料进行检测,包括成分、强度等;
- 包装检验:检查产品的包装是否完好,是否符合运输要求等。
3. 检验记录
注:本表为示例,实际使用中应根据产品的具体特点和质量要
求进行调整和填写。
4. 检验结果说明
- 合格:产品符合质量标准要求,可正常流通和使用;
- 不合格:产品存在质量问题,不符合质量标准要求,需要进
行相关处理和整改。
5. 建议和改进
通过产品质量检验记录的结果分析,能够发现质量问题的主要
原因及可能存在的改进空间。
根据不合格产品的问题进行分析总结,并提出相应的建议和改进措施,以提高产品质量和生产效率。
6. 总结
产品质量检验记录表是对产品质量进行评估和管理的重要工具,能够帮助企业了解产品的质量状况,并及时采取措施进行改进和优化。
通过及时记录和分析产品的检验结果,能够提高产品质量,增
强企业的竞争力,并为客户提供更好的产品和服务。
> 导出记录表为 pdf 格式附件,并保存到适当的文件夹中,以
备查阅和溯源之用。
如有其他要求或建议,请及时沟通和反馈,以便进行相应的调
整和改进。
谢谢!。
产品外观检查表
1. 检查条件要求:
① 检查应当在正常日光灯下,距离(眼睛):严标准20cm 正常40cm
② 在正常检视下,左右倾斜45度角看得见的则为缺陷
2. 区域划分:
① 主面—直视范围,客户第一眼就可看到
② 第二面—不是直视范围,但在非直视角度下可见(如左右侧面、顶部)
③ 第三面—正常用途下,看不到的范围(如底部)
3. 检查准则:
① 断、裂—裂痕在任何表面都属于重不合格
② 伤—错装或任何组装件损伤都属于重不合格
③ 披峰—(如装配后)不刮伤,不影响装配的功能可接收,否则属轻不合格
④ 夹水纹—可于30cm距离明显可见,则为轻不合格
⑤ 污点、颜料、外附物—如用布可轻轻擦掉属轻不合格,否则应为重不合格
⑥ 舌印、缺划、断字、丝印与要求不符—属重不合格
⑦ 花痕之分类如下表
宽度 长度 主面 第二面 第三面
≤0.35mm
<3mm 3—20mm >20mm >检查面一半 注意 轻不合格 重不合格 轻不合格 无控制 重不合格 轻不合格 轻不合格 无控制
注意
轻不合格
轻不合格
≥0.35mm
<3mm 3—20mm >20mm >检查面一半 注意 重不合格 重不合格 重不合格 注意 轻不合格 重不合格 重不合格 无控制
轻不合格
轻不合格
重不合格
用手按摩会刮
手的花痕
<3mm 3—8mm >15mm 8—15mm 注意 轻不合格 重不合格 重不合格 注意 轻不合格 重不合格 重不合格 无控制
轻不合格
轻不合格
重不合格
⑧ 面壳上凹痕(包括缩水)跟下列规格:
不合格分类 主面 第二面 第三面
重不合格 ≥1.0mm ≥1.5mm 无控制
轻不合格 0.5—1.0mm 0.5—1.5mm ≥1.0mm
⑨ 斑点,如果30cm距离可见,按以下规格:
直径 允收数量
主面 第二面 第三面
<0.25mm 1 3 5
0.25—0.5mm 0 2 3
0.5—0.75mm 0 0 1
>0.75mm 0 0 0
备注:每两个斑点间距离不可小于15mm
判定标准:①如果斑点个数超过最大允收极限属轻不合格
②参考工程和客户提供的样板
④ 对于任何不曾列出的情况必须各主管与工程共同判定
4. 不合格定义:
① 重不合格——指会导致坏机或降低产品预定功能的可用性
② 轻不合格——指不降低产品的可用性,在操作和使用上正常,其标准有少许差别
③ 注意不合格——指根本不会降低产品预定功能的可用性,只是与常规标准有轻微偏
差,根本不影响产品操作和使用