钢梁制作
- 格式:xls
- 大小:31.50 KB
- 文档页数:6

钢箱梁制作方案
钢箱梁是一种常见的桥梁构件,具有良好的承载能力和耐久性,在重载交通和大跨度桥梁中得到广泛应用。
在制作钢箱梁时,需要
考虑多个方面,包括材料选择、制作工艺、装配过程等。
本文将就
钢箱梁的制作方案进行详细介绍。
一、材料选择
制作钢箱梁所需的材料包括钢板、钢管、搭接板、焊材等。
在
选择材料时,应根据设计要求和实际情况进行综合评估。
一般来说,可采用高强度低合金钢板作为箱梁主体材料,采用Q345B等材质进
行制作。
钢管方面则可采用直径在50mm~60mm之间的焊接钢管。
为
加强箱梁的承载能力和抗弯强度,可在箱梁底部和顶部设置搭接板,并采用焊接加固。
在进行钢板和钢管的切割和加工过程中,应严格
掌握尺寸和角度,确保制作出来的箱梁长度、宽度、高度等符合设
计要求。
二、制作工艺
1. 材料预处理:钢材在进行制作前应进行表面处理,除锈、清洁,并对需要焊接的区域进行打磨。
2. 制作箱体:首先,应根据设计要求制作出一对具有正反样板
的模板,用于拉直和调整焊缝。
根据模板上的尺寸图,将钢板切割
成单元板。
接下来,将单元板逐一焊接组成箱梁箱体。
3. 箱体连接:箱梁箱体连接部分采用压板和螺栓螺母连接,将
板材固定密封。
同时,在箱梁内部设置隔板,并用钢管进行加固。

钢结构施工工艺流程及工艺要求一、工艺流程1.准备工作:确定施工方案、编制施工图纸、制定施工计划、准备施工材料和设备等。
2.地基处理:对于需要进行地基处理的场地,首先进行地质勘测和地基测试,然后根据测试结果进行地基处理,包括土方开挖、基础浇筑等。
3.钢结构制作:根据施工图纸和设计要求,进行钢结构的制作,包括钢梁、钢柱、钢板等的加工、焊接和防腐处理。
4.预制构件安装:将制作好的预制构件进行运输和安装,包括钢桁架、屋面板、墙板等的安装。
5.主体架设:将预制构件进行拼装和组合,搭建起主体结构,包括梁柱连接、墙板安装、悬挂设备的安装等。
6.焊接和连接:对于需要进行焊接和连接的部位,进行焊接接头和螺栓连接,保证结构的稳定性和承载能力。
7.地面处理:对于结构底部需要进行地面处理的部分,进行防腐和防腐处理,如喷涂防腐漆、铺设防腐胶带等。
8.涂装和装饰:对于需要进行涂装和装饰的部分,进行喷涂、刷漆、贴墙纸等装饰工作,使结构具有美观性。
9.检查和验收:进行施工的检查和验收工作,包括结构的力学性能和安全性能的检测,确保施工质量符合规范要求。
二、工艺要求1.材料要求:采用符合国家标准和相关规范要求的优质钢材进行施工,材料的强度、耐久性和可靠性要满足设计要求。
2.加工要求:钢结构的加工需要精确、准确,尺寸和面型要符合设计要求,焊接工艺要符合相关规范和标准。
3.焊接质量:采用合格的焊工和焊接设备进行焊接,焊缝的结构牢固、密实,无焊接残留物、孔洞、裂纹,焊接强度和密度要满足规范要求。
4.安装要求:采用安全可靠的安装方法和设备进行预制构件的安装,保证其垂直度、水平度和位置的准确性。
5.防腐处理:进行必要的防腐处理,包括表面防腐漆喷涂、防腐胶带铺设等,确保钢结构在使用过程中能够抵御腐蚀和风化。
6.维护保养:对于钢结构进行定期的检查和维护,及时发现和修复结构的疲劳、裂纹、锈蚀等问题,确保结构的安全和使用寿命。
7.环境保护:施工过程中要注意环境保护,减少噪音和粉尘污染,合理利用资源,降低对环境的影响。
焦作电厂屋面梁制作作业指导书
HTJZ01-2014
一、屋面梁焊缝质量等级
1.拼接焊缝质量等级为二级。
2.主焊缝质量等级为三级焊缝。
二、屋面梁的制作焊接
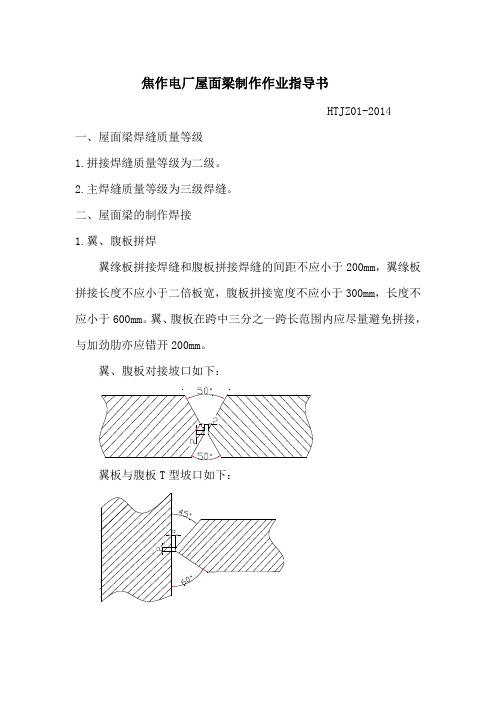
1.翼、腹板拼焊
翼缘板拼接焊缝和腹板拼接焊缝的间距不应小于200mm,翼缘板拼接长度不应小于二倍板宽,腹板拼接宽度不应小于300mm,长度不应小于600mm。
翼、腹板在跨中三分之一跨长范围内应尽量避免拼接,与加劲肋亦应错开200mm。
翼、腹板对接坡口如下:
翼板与腹板T型坡口如下:
焊接时严禁在焊缝以外的母材上引弧,拼接焊缝的两端必须设置引弧板和熄弧板,焊缝的起弧收弧处必须满焊。
三、屋面梁的起拱
中心起拱28mm,拼接缝位置起拱110mm(上翼),腹板大样以及翼板拼接见下图示意。
示意图
下料时要注意起拱处的尺寸;翼板、腹板焊缝对接为Z字型接法,保证翼板与腹板对接焊缝错开200mm,与加劲肋亦应错开200mm。
四、屋面梁组装
如上图所示屋面梁分三部分制作,分别将附件等组装、焊接,经检验合格后进行抛丸处理、涂底漆,然后将三部分组装、焊接在一起。
五、清理、检验
焊缝除需进行外观检验外,对接焊缝还应进行超声波探伤。
六、编号
七、涂装
八、入库、发运
批准:审核:编制:
2014年1月20日。

XXXX立交桥钢混简支预弯梁施工方案1.1 工程概况:XXX立交桥为预制钢混预弯简支梁,单跨38.5米,梁高1.1 米,桥宽31.6米。
预弯梁端面如下图所示。
1100 (23榀,单榀重约70吨)(2榀,单榀重约80吨)1.2 钢梁制作方案:由专业工厂加工工字钢梁,梁跨长38.5米,每榀分成三节(每节长12.833米),进行加工,在工厂试拼装合格后,拆开编号运到现场,再组装成整体,就位后施加预应力,绑扎钢筋、支模板、浇注砼并养护,达到强度要求后,吊装就位,其流程如下:专业工厂加工(每榀分三节)→试拼装→运输到现场现场支胎模→拼装成整体并就位→施加预应力→绑钢筋→支模板→浇筑砼→养护→拆模→吊装就位1.2.1 钢梁的制造:a、工字粱采用钢板焊接成型。
制造厂应根据产品的不同要求,制定合理的工艺流程。
按国家规范及有关规定施工,控制部件合格,方可组装,焊接、矫正。
产品按规定标准验收合格。
b、制造厂应健全质量体系。
建立自检,专检制度做好原始记录。
c、制作钢梁中对放样、号料切割、边缘加工、制孔、组装、焊接、端部铣平、摩擦面处理等都要严格控制,偏差值应在容许的范围内,特别是对安装施工中起关键作用的有关数据,必须达到标准,例如工形粱的预弯弧度,钻孔精度,两端孔眼之间的距离,连接板的标高以及坡口角度,端部铣平等要求。
1.2.2 制造质量监控:a、制造厂除按制作工艺精心施工,强化自检、专检、通过厂部质检部门验收外,为了加强对钢构件质量的保证,总包单位将派小组驻制造厂进行全过程建造。
b、监造小组将以施工图、设计要求、规范规程、合同条款、投标文件为依据,进行全过程监督控制。
监控的重点是:(1)、是否按批准的制造方案贯彻执行;(2)、原材料质保书,复验证明是否符合设计要求,资料是否齐全;(3)、核定的合格焊工必须持证上岗,经常抽检核对;(4)、抽检零件,部件质量是否合格;(5)、选定的设备是否用于制造;(6)、厂部质保体系是否在本工程上真正落实,自检资料经抽检是否真实、及时;(7)、钢梁完成后经抽检是否同厂部专检资料相符,产品质量是否真正合格等。

钢箱梁施工方法及工艺 1.1钢箱梁制作工艺钢箱梁均采用U 型组焊截面。
有顶板、底板、腹板、隔板和肋板构成。
顶板、底板与腹板焊接为全熔透一级焊缝,所有角焊缝为二级。
执行标准为《公路桥涵施工技术规范》JTJ041-2000。
分段后的钢梁每段都超长、超重、体积庞大。
制作胎具不能移动,焊接、制作质量要求较高,制作时要严格控制关键工序的施工,确保制作质量。
1.1.1顶、底板制造工艺● 采用CO 2自动焊机施焊,焊后进行适当修整● 顶、底板下料、打坡口,肋下料后经过矫正、成型。
●顶、底板下料严格控制平面度● 吊钢板时注意吊装平衡,以防产生永久变形1.1.2横隔板制造工艺1.1.3腹板制造工艺●人孔围板压型● 划线组装,预留焊接收缩量,在板单元对接处,板边与胎架固定,在反变形胎架上进行焊接,用CO 2半自动焊机对称施焊,严格控制焊接变形,以减小修整量●采用半自动切割下料● 用CO 2半自动焊机对称施焊,严格控制焊接变形● 在平台上进行检验,严格控制平面度●采用数控切割下料●采用半自动切割机下料 ●在胎架上用CO 2半自动焊机施焊,以减小焊接变形和修整量 ●刨焊接坡口●严格控制平面度和上下弧度●采用CO 2半自动焊,焊后修整严格控制直线度●在胎架上用CO 2半自动焊机按工艺规定的顺序施焊,严格控制焊接变形●采用喷丸(砂)除锈,将表面油污、氧化皮和铁锈以及其它杂物消除干净。
●采用刷涂,最小膜厚需达到规定厚度的90%以上。
●采用高压无气喷涂,应光洁美观、色彩均匀。
● 整体涂装后修补检验。
1.1.4涂装工艺1.2施工精度控制措施 1.2.1总体控制措施(1)工艺控制:从深化图纸开始,钢梁有横向坡度,纵向高差,竖向起拱,都要在详图转化中考虑。
底板为二次抛物线形,腹板、内隔板等要电脑放样。
(2)排板下料:根据详图排版:在钢板上放样,长度方向放出100mm 的余量,横向收缩加20mm 的余量。
主要考虑底板纵横向焊接收缩量。
钢箱梁制作2.3钢箱梁制作 2.3.1工艺流程2.3.2操作要点1、翼板、腹板、底板、横隔板、接口板放样(1)钢箱梁制作时应按1:1放样,曲线桥放样时应注意内外环方向和钢箱梁中间的连接关系。
(2)放样时应考虑到钢箱梁在长度和高度方向上的焊接收缩量。
(2)根据各制作单元的施工图,严格按照坐标尺寸,确定底板、腹板、横隔板、接口板的落料尺寸。
(4)对较难控制的弧形面,根据其实际尺寸放大样,做出铁样板,以备随时卡样检查。
(5)在整体放样时应注意留出余量,尺寸应根据排料图确定。
2、号料(1)号料前必须对钢板进行除锈、矫平,并确认其牌号、规格、质量,合格后方可下料。
(2)号料时必须核实来料,注意腹板接科线与顶板接料线错开200mm 以上,与底板接料线错开500mm 以上,横向接口应错开l000mm 以上,筋板焊接线不得与接料线重合。
底板、腹板、上翼板和横隔板的号料必须按照整体尺寸号料。
(3)号料时必须注意钢板轧制方向与桥体方向一致,不得反向。
3、切割(1)机械剪切时,其钢板厚度不宜大于12mm ,剪切面应平整。
剪切钢料边缘应整齐、无毛刺、咬口、缺肉等缺陷。
(2)气割钢料割缝下面应留有空隙。
切口处不得出现裂纹和缺棱。
切割后应清除边缘的氧化物、熔瘤和飞溅物等。
4、矫正(1)下料后零件必须进行矫正,使其达到质量标准。
(2)钢料应在切割后矫正。
矫正以冷矫为主,热矫为辅。
冷矫施力要慢,热矫温控要严。
(3)热矫温度应控制在600~800℃(用测温笔测试),温尚未降至室温时,不得锤击钢翼板、腹板、底板、横号切矫零部喷砂、结构板装剪力制预拼料。
用锤击方法矫正时,应在其上放置垫板。
热矫后缓慢冷却,严禁用冷水急冷。
(4)主要受力零件冷弯时,内侧弯曲半径不得小于板厚的15倍,小于者必须热煨,冷作弯曲后零件边缘不得产生裂缝。
热煨温度控制在900~1000℃之间。
(5)杆件矫正时,还应注意冷矫时,室温不宜低于5℃,冷矫总变形率不得大于2%,时效冲击值不满足要求的拉力杆件不得冷矫。
钢箱梁制作安装工程施工方案一、准备工作1.梁体设计:根据实际情况和需求,设计出适合的钢箱梁结构,并进行计算和模拟分析,确保结构的强度和稳定性。
2.材料采购:根据设计要求,采购符合国家标准和行业规范的钢材和焊接材料。
3.设备准备:准备必要的设备和工具,如切割机、焊接机、起重机等,以保证施工的正常进行。
4.施工环境检查:检查施工现场的环境和地形特点,确保施工安全,防止环境污染。
二、制作工艺1.切割钢板:根据设计要求,使用切割机将钢板切割成需要的形状和尺寸。
2.折弯和弯曲:将切割好的钢板进行折弯和弯曲,以形成钢箱梁的外形。
3.焊接:将折弯好的钢板进行焊接,确保焊缝牢固且质量符合标准。
4.校验与修正:对焊接好的钢箱梁进行校验,确保尺寸和形状的准确性,如有需要,进行修正。
5.表面处理:对焊接完成的钢箱梁进行表面处理,如打磨、防锈等。
三、安装流程1.根据设计要求,确定钢箱梁的安装位置和方向,并进行放线和标记。
2.使用起重机或其他适当设备,将钢箱梁吊装到准确的位置,确保对接部位的平齐和垂直度。
3.使用临时支撑或其他固定设备,将钢箱梁暂时固定,以防止在后续施工过程中发生位移。
4.进行钢箱梁的对接焊接,确保焊缝的质量和均匀性,同时注意安全措施。
5.完成钢箱梁的主体安装后,进行精细调整和修正,以保证整体的水平度和精度。
6.在钢箱梁的安装位置进行安全检查,确保结构的稳定性和安全性。
7.根据设计要求,进行必要的油漆和防腐处理,以保护钢箱梁的表面和内部结构。
四、安全措施1.施工现场应设立安全警示标志,加强安全教育和培训。
2.确保施工人员配戴必要的个人防护用品,如安全帽、防护眼镜和手套等。
3.吊装和安装过程中,要严格按照安全操作规程进行,不得超载、超高或者超工作范围操作。
4.遵守焊接安全规范,使用符合质量标准的焊接材料和设备。
5.钢箱梁制作和安装完成后,进行整体的安全检查和评估。
以上是钢箱梁制作安装的工程施工方案,包括准备工作、制作工艺和安装流程等。
屋面钢梁制作过程图片1.制作指导书1.1目的与要求1.1.1目的①通过该次设计能达到系统巩固并扩大所学的理论知识与专业知识,使理论联系实际;②在指导教师的指导下能独立解决有关工程问题,对钢结构屋面梁的支座处的加劲肋构造、连接板构造、普通螺栓连接构造有一个比较深入的认识,③在制作的过程中,锻炼学生的综合分析问题与解决问题的能力以及沟通交流能力。
1.1.2要求学生应严格按照指导老师的安排有组织、有秩序地进行钢梁制作。
1.2工具在制作中需要的工具包括:1.黑水笔:在白铁皮上放样用。
2.丁字尺:测量长度。
3.卷尺:测量长度。
4.铁皮专用剪刀5.老虎钳:弯折构件较小部分用。
6.铁锤:弯折构件较长部分用以及调整构件平整度。
7.铁砧:弯折构件较长部分用以及调整构件平整度。
8.电钻:钻螺栓孔。
1.3材料1.白铁皮:构件所用部分全用白铁皮弯折而成。
2.自攻螺栓:构件不同部分之间的连接用。
1.4钢梁施工图钢梁制作按1:10制作,由于制作比例不大,我们对原先的钢梁施工图做了部分的修改,主要是删除了钢梁连接板上的肋和支座处的构造,修改后的钢梁施工图如图-1所示,连接板如图-2所示。
图-1 钢梁施工图1:100图-2 连接板1.5钢梁放样图钢梁由于是用白铁皮制作,比较难连接,在制作时尽量减少连接,因此我们将支座处的四块加劲肋整体裁剪,连接板也采用整体裁剪,钢梁是工字型截面,用两块铁皮折叠成槽钢形状再用螺栓固定腹板制作,具体见放样图。
图-3 钢梁槽钢放样图图-4 屋脊处钢梁截面图-5 支座处钢梁截面图-6钢梁连接板放样图图-7钢梁支座加劲肋放样图1.6吊车梁施工图图-7 吊车梁施工图1:100图-8 吊车梁截面1.7吊车梁放样图吊车梁采用槽型截面,直接由整块铁皮弯曲而成。
图-9 吊车梁放样图2教师理论指导钢梁放样3.放样计算模型构件放样尺寸教师指导、学生放样划线教师示范放样成形4.剪切裁切铁片钢梁模型下料剪切钢梁模型铁皮连接板裁剪肋板制作5.加工制作屋面钢梁模型加工屋面钢梁模型翼缘调平6.成果加工好的钢梁模型。
1
2
3
1
2
3
4
7
9
10
12
13
14
施工单位
检验评定结果合格专业技术负责人(工长)质量检查员马平张永飞
腹板中心线3.0 mm
翼缘板宽度±3.0 mm
翼缘板对腹板的垂直度b /100且不大于3.0 mm符合规定
扭曲h/250且不大于10.0 mm2.0mmmm
11
腹板局部
平面度
t≤14 mm5.0 mm
t>14 mm4.0 mm
侧弯矢高
L/2000且不大
于10.0 mm
两端外侧安装孔距离±3.0 mm
8拱度
设计规定起拱±L/5000
设计未规定起拱不得下挠
±L/2500且不
大于10.0 mm
±2.0mm6端部高度hh≤2000 mm±2.0 mmh>2000 mm±3.0 mm其它型式
钢材表面外观质量第4.3.6条符合规定
构件有中心标记第5.4.2条
预拼装的构件有记录和对位标记、定位
器
第5.4.3条
一
般
项
目
钢板厚度、型钢的规格尺寸及允许偏差第4.3.5条符合规定
5梁长度L
端部刀板封头
0 mm
- 5.0 mm
检 查 项 目质量验收规范规定施工单位检验结果
监理(建设
单位验收结果
钢材抽样复验结果第4.3.4条
钢材切割面或剪切面第5.4.1条
监 理 单 位陕西华秦建设监理有限责任公司汉中锌业监理部总监理工程师张惠州
主控项目工艺钢结构件、原材料、标准件等品种
、规格、数量、质量、性能
第4.3.1条符合规定
施工执行标准名称及编号GB50372-2006炼铁机械设备工程安装验收规范
GB50372-2006
钢梁制作分项工程质量验收记录
20
分 包 单 位分包项目经理
单位工程名称汉中锌业多金属回收表冷器分部工程名称表冷器灰斗支撑GL
施 工 单 位九冶汉中分公司第十六安装项目部项 目 经 理柴耀顺
1
2
3
1
2
3
4
7
注:1. L-梁长度,h-梁端部高度,t-腹板厚度,b-翼缘板宽度。
监理(建设)
单位验收结论
监理工程师(建设单位项目技术负责人)
年 月 日
检验评定结果
2015年 12 月 22 日2015年 11 月 22 日
GB50372-2006
钢梁制作分项工程质量验收记录
20
单位工程名称汉中锌业多金属回收表冷器分部工程名称表冷器灰斗支撑GL
施 工 单 位九冶汉中分公司第十六安装项目部项 目 经 理柴耀顺
监 理 单 位陕西华秦建设监理有限责任公司汉中锌业监理部总监理工程师张惠州
分 包 单 位分包项目经理
施工执行标准名称及编号GB50372-2006炼铁机械设备工程安装验收规范
检 查 项 目质量验收规范规定施工单位检验结果
监理(建设
单位验收结果
主
控
项目工艺钢结构件、原材料、标准件等品种、规格、数量、质量、性能第4.3.1条符合规定钢材抽样复验结果第4.3.4条
钢材切割面或剪切面第5.4.1条
一
般
项
目
钢板厚度、型钢的规格尺寸及允许偏差第4.3.5条符合规定
钢材表面外观质量第4.3.6条符合规定
构件有中心标记第5.4.2条
预拼装的构件有记录和对位标记、定位
器
第5.4.3条
5梁长度L
端部刀板封头
0 mm
- 5.0 mm
其它型式±L/2500且不大于10.0 mm±2.0mm
6端部高度h
h≤2000 mm±2.0 mm
h>2000 mm±3.0 mm
两端外侧安装孔距离±3.0 mm
8拱度
设计规定起拱±L/5000
设计未规定起拱不得下挠
9
10
12
13
14
般
项
目
侧弯矢高
L/2000且不大
于10.0 mm
扭曲h/250且不大于10.0 mm3.0mmmm
11腹板局部平面度
t≤14 mm5.0 mm
t>14 mm4.0 mm
翼缘板对腹板的垂直度b /100且不大于3.0 mm符合规定
腹板中心线3.0 mm
翼缘板宽度±3.0 mm
施工单位
检验评定结果合格专业技术负责人(工长)质量检查员马平张永飞
2015年 12 月 22 日注:1. L-梁长度,h-梁端部高度,t-腹板厚度,b-翼缘板宽度。2015年 11 月 22 日
监理(建设)
单位验收结论
监理工程师(建设单位项目技术负责人)
年 月 日
(建设)
单位验收结果
州
2015-013
支撑GL-1
顺
日
22 日
2015-014
支撑GL-2
顺
州
(建设)
单位验收结果
22 日
日