某工程机械产品涂装工艺
- 格式:pdf
- 大小:1.31 MB
- 文档页数:57
工程机械履带涂料涂装工艺及发展趋势身份证号:******************摘要:在产品的生产过程中,产品可以通过涂层用漂亮的外套覆盖,毛茸茸的底盘产品也不例外。
随着国家安全和环保要求的日益提高,水性涂料已逐渐应用于工程机械行业,为满足环保要求,我公司对涂料进行了预先测试,对涂料进行测试,通过试验确定涂料的可行性。
关键词:工程机械;械履带;涂料涂装工艺引言履带是履带式挖掘机、推土机、吊管机等工程机械行走机构的部件。
在设备工作中直接与地面接触,因此履带作为损耗件市场需求量远远大于整机需求量,是工程机械的主要配件之一。
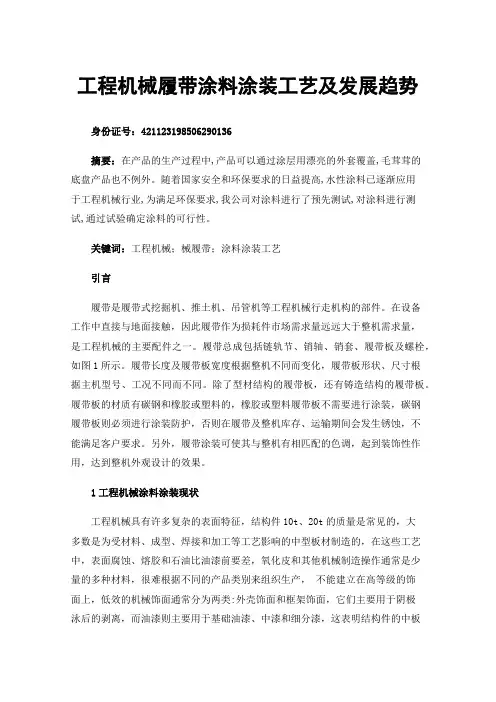
履带总成包括链轨节、销轴、销套、履带板及螺栓,如图1所示。
履带长度及履带板宽度根据整机不同而变化,履带板形状、尺寸根据主机型号、工况不同而不同。
除了型材结构的履带板,还有铸造结构的履带板。
履带板的材质有碳钢和橡胶或塑料的,橡胶或塑料履带板不需要进行涂装,碳钢履带板则必须进行涂装防护,否则在履带及整机库存、运输期间会发生锈蚀,不能满足客户要求。
另外,履带涂装可使其与整机有相匹配的色调,起到装饰性作用,达到整机外观设计的效果。
1工程机械涂料涂装现状工程机械具有许多复杂的表面特征,结构件10t、20t的质量是常见的,大多数是为受材料、成型、焊接和加工等工艺影响的中型板材制造的,在这些工艺中,表面腐蚀、熔胶和石油比油漆前要差,氧化皮和其他机械制造操作通常是少量的多种材料,很难根据不同的产品类别来组织生产,不能建立在高等级的饰面上,低效的机械饰面通常分为两类:外壳饰面和框架饰面,它们主要用于阴极泳后的剥离,而油漆则主要用于基础油漆、中漆和细分漆,这表明结构件的中板和厚板通常使用粉末或水彩来为仅注重防腐性能的低等级结构件上色。
通常可以使用水性涂料、聚氨酯或单一涂层粉末涂料的基本组合;如果使用了涂层,则通常会使用两部分涂料;此外,考虑到某些需要对零件进行涂装的主机工厂的高性能和外观质量,因此必须为在整个机器装配和调试过程中损坏的油漆部件提供保护。


较大;同时,大臂两端大量腔体的存在,也 会带出大量的喷淋溶液,造成了溶液的浪 费。
为此,工艺人员着手对大臂的筒体进 行设计优化。
通过对所有的腔体结构进行受力分析,在确保结构强度满足要求的情况下,在腔体上增开溢流孔,使溶液从溢 流孔自然流出,从而减少了人工吹水作业 强度,减少了溶液的带出量。
2 结语通过对大臂涂装线的吊具改进、设备布局改造、结构设计优化,成功实现了大臂喷淋设备的启用,节省清洗剂成本 300 元/根,并使大臂表面清洁度达到了涂装 的质量要求,极大地提升了大臂涂装质量 水平。
涂装线一般为流水作业,从规划建 线开始,需从设备布局的合理性及必要性 为切入点,结合产品的设计结构,运用员 工的操作经验,对涂装工艺进行通盘的考 虑及优化,才能达到保证质量、降低成本、 提升产能的目的。
图 3 吹水工位大臂涂装线增加吹水工位后,由于要对每根大臂进行吹水作业,员工劳动强度浅谈三一小型挖掘机结构件涂装工艺2 小挖涂装工艺挖掘机结构件涂装工艺流程为:屏蔽→抛 (喷) 丸→去除屏蔽→清理→屏 蔽→ 底漆喷涂→ 流平→ 烘干→ 面漆喷 涂→流平→烘干→冷却→去除屏蔽。
结构件抛丸使用 HJ3750S 吊钩通过 式抛丸机,左右对称 16 个自动抛丸器,清 理室配以手动喷丸对复杂结构件如回转 平台、履带架的死角进行人工补喷,除锈 等级达 Sa 2.5 级。
小挖涂装早期采 用 S330 钢丸(φ1.0 mm ),抛丸后部件表面较 粗糙,后期逐步使用 S280 钢丸(φ0.8 mm ) 替代,抛丸后产品表面粗糙度为 60 ~ 70 μm 。
经过不断试验,现应用 φ0.8 mm 和 φ0.6 mm (比例约 7 ∶ 3)混合钢丸,使抛丸 后表面粗糙度降至 50 ~ 60 μm ,为提高防 腐性能奠定基础。
底漆使用高压无气喷涂机,喷涂多用 途双组分环氧底漆,原漆 ∶ 固化剂 ∶ 稀释 剂=100 ∶ 25 ∶(25 ~ 40),干膜厚度 40 ~ 60 μm ;为防止树脂沉淀,调配好的油漆利 用小型气动搅拌机辅助搅拌,保持油漆的 均匀性和施工喷涂效果。
工程机械涂装工艺设计探讨摘要目前工程机械产品在进行设计的过程中,为了保证产品在进行设计时的质量,通常都需要进行产品的涂装工作。
虽然水性漆还处于研发和初期应用阶段,并且还存在着一定的质量方面的问题,但是由于这种涂装技术在使用成本方面相对低廉,并且还存在着不会破坏环境的特点,因此逐渐被运用到了工程机械涂装工艺设计的工作之中。
为了进行这方面的研究,本文主要对工程机械涂装和水性涂装,以及水性漆在工程机械涂装行业的应用进行了深入的分析,从而为推动工程机械涂装工艺设计工作的发展提供一定的帮助。
关键词水性漆;工程机械;涂装工艺设计随着我国制造业的崛起,我国各个行业在发展过程中的市场竞争也变得越来越激烈。
而这其中,工程机械产品也随着时代的进步有了空前的发展,并且在市场竞争方面也达到了白热化的阶段。
工程机械产品在竞争的过程中为了获得更多的优势,不仅在性能和可靠性方面拥有着激烈的竞争,同时在产品外观性能方面也提高了竞争力度,与此同时,工程机械的涂装工艺水平和装备水平也在迅速提高,并在发展的过程中逐渐朝着汽车行业涂装方向进行发展。
目前我国的工程机械行业几乎都采用传统溶剂型防护涂料,但是由于这种方式无法适应新环保法的要求,因此工程机械行业逐渐将水性漆运用在了工程机械涂装工艺设计之中,并且拥有着良好的发展。
1工程机械涂装和水性涂装根据相关人员所进行的调查研究显示,工程机械在不断的发展过程中形成了多种类型,而这其中主要包括了挖掘机械、起重机械、路面机械等,对于我国工程的开展有着极大地帮助。
而涂装工艺作为工程机械生产环节的一个部分,对工程机械进行涂装方面的工作,不仅能够保证工程在开展的过程中对机械进行防腐、装饰,同时也能对工程机械产品进行最为直观的显示。
通常情况下,为了使得工程机械在工作的过程中能够顺利引起别人的注意,提高人们的安全意识,大部分的工程机械都以黄色作为主要的色彩,并且将其涂在机械上面。
工程机械涂装在发展的过程中拥有着自身独特的特点,其中,工程机械产品的结构大多都是以中厚板为主,在外形方面拥有着较大的尺寸,并且质量高,品种多。
三一重工涂装工艺流程
三一重工的涂装工艺流程一般包括以下几个步骤:
1. 表面处理:首先需要对要涂装的工件进行表面处理,通常包括去除油污、氧化物和锈蚀等,以便后续的涂装操作。
2. 喷涂底漆:在表面处理完成后,开始进行喷涂底漆的操作。
底漆主要起到保护基材和提供涂装附着力的作用。
底漆一般是一种比较厚重的涂料,可以填平表面的不平整,提高工件的光洁度。
3. 喷涂面漆:在底漆干燥后,进行喷涂面漆的操作。
面漆的选择通常根据需求来确定,可以是具有防腐、防刮擦、防紫外线辐射等特性的涂料。
面漆的涂料可以是单层或者多层的,根据需求可以进行多次喷涂。
4. 干燥固化:在涂装完成后,需要进行干燥固化处理。
这个步骤主要是将涂料中的溶剂挥发干燥,使涂料形成坚固的保护膜。
干燥的方法可以是自然干燥或者通过加热或紫外线的辐射来加速干燥。
5. 检验质量:最后,需要对涂装好的工件进行质量检验。
质量检验可以包括外观检查、涂层厚度测量、耐腐蚀性能测试等。
检验合格后,工件就可以进入下一道工序或装配使用了。
需要注意的是,由于三一重工涉及到很多不同类型的产品,不
同产品的涂装工艺流程可能会有所不同,但上述步骤通常是大致相似的。
浅谈工程机械用减速器的喷涂工艺工程机械行业的不断发展、整合,主机生产企业对自身产品质量的要求越来越高。
产品的外观作为顾客对设备的第一印象,已经超越传统意义上的防锈、防腐蚀等基本功能,而成为产品价值的重要组成部分,漂亮的外观可以为产品竞争增加一枚重要的砝码。
一、工程机械涂装作用1.防锈防腐。
工程机械产品中大部分零件均为金属材质,而且很多机械设备一般都是在露天环境中进行作业,受外部环境因素的影响,这些金属材质的零部件很容易发生腐蚀。
而通过涂装工艺,可以在金属零部件表面形成一层保护膜,这样一来便能够对工程机械产品起到防腐和防锈的作用。
2.装饰美化。
涂装工艺能够赋予工程机械产品丰富多彩的外观,有效改善了产品的外观造型,满足了不同用户的需求,极大程度地提高了产品的市场竞争力。
3.表面强化。
就工程机械产品而言,其具有结构复杂、零部件种类繁多等特点,其中很多零部件不但要求具备足够的韧性和刚度,而且还要求部件表面具有一定的耐磨性和硬度,如传动轴承、齿轮齿面等等。
通过涂装工艺中的抛丸处理,能够对金属部件的表面起到一定的强化作用,大幅度延长了部件的使用寿命。
二、槽液的管理要求1.脱脂液的管理。
(1)脱脂液的配制:脱脂液使用高效复合脱脂剂并按照说明配制;(2)为保持良好的脱脂效果,应每天测量一次脱脂液的相关检测数值,保证脱脂液可以正常使用;(3)每天清理一次脱脂液表层油污,保证脱脂液的清洁;(4)当脱脂液脱脂效果不佳时,槽液必须报废,更换槽液时必须先将槽内清理干净,再加入新脱脂液。
2.水洗槽的管理。
每天清理一次水洗槽,将污垢清除,保证水洗槽水的清洁。
三、喷涂前处理工序内容1.防护工序。
使用防尘盖将外联接止口及各种进、放油口紧密盖住,防止脱脂液、水及杂物进入减速器产品腔体内。
2.吊装工序。
使用吊环旋紧工件,吊钩安装可靠,产品起吊后安全、平衡。
3.手工脱脂工序。
使用高效清洗剂刷涂零件表面的油污位置,将被处理工件表面所附着的油类等除去。
工程机械喷涂流程步骤英文回答:Spray painting is an important process in the construction machinery industry. It involves applying a protective coating or adding color to various components of the machinery. The process requires careful preparation, proper equipment, and skilled application to achieve ahigh-quality finish. Here are the steps involved in the spray painting process for construction machinery:1. Surface Preparation: Before starting the spray painting process, it is essential to prepare the surface properly. This includes cleaning the surface to remove dirt, grease, and any existing coatings. It may also involve sanding or using a primer to ensure a smooth and clean surface for the paint to adhere to.2. Masking and Protection: Certain areas of the machinery may need to be protected from overspray or paintsplatter. This involves masking or covering those areas with tape, plastic sheets, or other protective materials. For example, when painting the cabin of an excavator, the windows and control panels need to be covered to prevent paint from getting on them.3. Mixing and Diluting Paint: Depending on the type of paint being used, it may need to be mixed or diluted before application. This is usually done according to the manufacturer's instructions or based on the desired consistency and coverage. For instance, if I am using atwo-part epoxy paint, I would mix the resin and hardener in the correct ratio before diluting it with a suitable thinner.4. Application: The paint can be applied using various methods, such as spray guns, airless sprayers, or electrostatic guns. The choice of application method depends on factors like the type of paint, the size of the machinery, and the desired finish. It is important to apply the paint evenly and in thin coats to avoid runs or drips.I would start by applying a light coat and then build upthe layers gradually.5. Drying and Curing: After the paint is applied, it needs to dry and cure properly. This may involve allowing the painted components to air dry or using heat lamps or ovens to speed up the process. The drying and curing time can vary depending on the type of paint used and the environmental conditions. It is crucial to follow the manufacturer's recommendations for drying and curing to ensure a durable and long-lasting finish.6. Inspection and Touch-up: Once the paint is dry, it is important to inspect the painted components for any imperfections or areas that may need touch-up. This could include sanding out any rough spots, removing dust particles, or fixing any paint defects. It is essential to ensure a smooth and flawless finish before considering the job complete.中文回答:工程机械喷涂是建筑机械行业中的一个重要工艺流程。
工程机械防锈涂装技术及工艺简介工程机械是为城乡建设、铁路、公路、港口码头、农田水利、电力、冶金、矿山、海空基地等各项基本建设工程施工服务的机械;凡是土方工程、石方工程、混凝土工程及各种建筑安装工程在综合机械化施工中,所必需的作业机械设备,通称为工程机械。
在我国工程机械主要包括:挖掘机械、铲土运输机械、工程起重机械、路面机械、压实机械、桩工机械、钢筋混凝土机械、凿岩机械、叉车、专用工程机械等10大类。
其在其他各国的分类大同小异,如美国称工程机械为建筑机械,日本称为建设机械,俄罗斯则叫建筑与筑路机械。
具体常见的工程机械有:液压挖掘机、履带推土机、轮式装载机、压路机、平地机、摊铺机、叉车及汽车起重机等。
众所周知,工程机械是一种户外工作机械,长期暴露在户外大气(包括海洋大气、工业大气、城市大气和乡村大气)和不同水质(海水、河水)等恶劣环境中,每时每刻都在承受不同地域和环境的不同程度腐蚀,从而造成了工程机械的各种“慢性病”和“多发病”。
工程机械涂装是工程机械产品制造工艺中的一个重要环节。
防锈、防蚀涂装质量是产品全面质量的重要方面之一。
产品外观质量不仅反映了产品防护、装饰性能,而且也是构成产品价值的重要因素。
1涂装工艺工程机械防锈涂装工艺一般可分为涂装前表面处理工艺和防锈底漆涂装工艺。
1.1表面处理表面处理是防锈涂装的重要工序之一。
工程机械防锈涂装质量在很大程度上取决于表面处理的方式好坏。
据英国帝国化学公司介绍,涂层寿命受3方面因素制约:表面处理,占60%;涂装施工,占25%;涂料本身质量,占15%。
工程机械行业,不同零部件的表面处理方式。
机械清理可有效去除工件上的铁锈、焊渣、氧化皮,消除焊接应力,增加防锈涂膜与金属基体的结合力,从而大大提高工程机械零部件的防锈质量。
机械清理标准要求达到I SO8501—1∶1988的Sa2.5级。
表面粗糙度要达到防锈涂层厚度的1/3。
喷、抛丸所用钢丸要达到GB6484要求。
[技术论文]我国工程机械涂装工艺现状分析及其发展方向2.涂装工艺工程机械产品的特点是品种杂、规格多,体积大、重量重,不同产品生产特点和使用环境不同,生产纲领不同,涂装工艺各有特点。
由于工程机械在九十年代以前生产纲领都较小;形不成批量生产,其典型工艺流程为:结构件:抛丸(或喷丸)→清理→喷底漆→烘干→刮腻子→烘干→装配。
整机:清洗→水迹烘干→刮腻子→烘干→打磨擦净→面涂1→烘干→面涂2→烘干→成品。
(水份干燥和腻子干燥大多数采取自干方式。
)工程机械涂装发展到现在,其典型工艺流程有比较大的变化,典型工艺流程为:结构件:(1)常用工艺:抛丸→清理→喷底漆→烘干→刮腻子→打磨擦净→中涂→烘干→面涂→烘干→装配。
(2)最新工艺:抛丸→清理→(脱脂、磷化、纯水洗喷)→水分干燥→底涂→挥发流平→面涂→流平→烘干→装配。
整机:清洗→水迹烘干→补腻子精饰及底部喷涂→烘干→成品3.涂装材料工程机械用面漆普遍采用可低温烘干的自干型涂料,品种主要有改性醇酸磁漆、丙烯酸工程机械磁漆、聚氨酯磁漆等,分别满足不同客户的要求。
涂层采用低温烘干工艺,主要是提高其附着力和硬度。
面漆与底漆、腻子和中涂体系必须配套,面漆材料是国内外产品涂装质量存在差别的主要因素,有待国内涂料生产厂商开发质优价廉的产品,以满足国内市场的需求。
4.工艺布局工程机械结构件及整机涂装生产线主要由结构件抛丸清理室、整机清洗室、水分烘干室、打磨室、喷漆室、漆膜烘干室、精饰室和输送等设备组成。
工艺设备布置与产品特点和所采用的涂装工艺密切相关,产品是轮式还是履带式,刮涂何种腻子,是否采用中涂工艺等因素影响整个工艺布局。
工艺布局与生产线的输送方式密切相关,目前国内结构件涂装普遍采用具有积放功能的自行葫芦输送;整机涂装生产线主要有三种方式:双板链输送、转轨车输送和自行方式。
两种方式设备按流水线布置,各工序均在独自的室体内完成。
TOP5.涂装设备5.1结构件抛丸清理室结构件表面前处理采用自动抛丸清理工艺,抛丸处理是将磨料以一定的速度射向被处理的钢材表面,以磨料对钢材表面的冲击和磨削作用,将钢材表面的氧化皮、锈蚀产物及其它污物除去的一种高效率的表面处理方法。
海港机械厂机床设备涂装方案1、非除锈部位表面处理用砂皮纸打磨,表面拉毛,确保涂装表面清洁、干燥,表面粗糙度均匀,上下距离为30-80微米(1.2-3.2mil/s)。
2、除锈部位表面处理使用动力工具打磨至瑞典标准SIS 05 5900-1967中的Sa2.5级或St3级。
3、油漆涂装质量保证原则1)除锈原则①涂层受损但未损伤未达到基材的,清除表面油污、漆雾、灰尘等杂质并拉毛后按配套顺序逐层修补;②损伤达到基材的,应先除锈,然后按配套顺序逐层修补。
修补时使用动力工具将涂层损坏区域打磨处理至GB8923中的St3级,即彻底地用铲刀铲刮,用钢丝刷刷擦和用砂轮研磨等,除去疏松的氧化皮、锈和污物,使表面露出金属光泽,在损伤处25~30mm范围内使原有涂层边缘形成一定坡度后逐层修补(如上图所示),以增加修补涂层与原涂层的结合力和平整度。
除锈结束后4小时之内完成底漆的涂装,以免除锈后的构件表面重新被氧化或返锈。
③保存完好且附着较好部位,清除表面油污、漆雾、灰尘等杂质并拉毛后按配套涂装面漆。
2)涂装要求①各种涂料覆涂时,需注意涂装间隔时间,前道涂料未干以前,不得作下一道涂装(油漆使用需遵守油漆说明书要求)。
②每道涂层涂装前,应对上一道涂层表面进行必要的清洁处理,除去上道油漆表面的漆雾、流挂、灰尘、油污及其它污染物,并保证上道油漆漆膜表面平整。
3)涂装作业环境①必须在通风、清洁的环境中进行,施工温度应保持在不低于零下5℃和不高于40℃范围内。
②室外作业时,在下雨、下雪、雾天和大风天气中不能进行涂装操作。
③室内及室外在无雨、雪的天气下,如果相对湿度低于85%(包括85%),均可进行涂装;若相对湿度大于85%,无论何种天气,均不能进行涂装操作。
④夏天尽量控制在早、晚喷涂,避免钢板温度过高。
4)涂装方式小范围修补采用刷涂或者滚涂,大面积覆涂可采用高压无气喷涂、刷涂或者滚涂。
①刷涂用毛刷涂漆时,应上下与左右方向交叉涂抹,角缝、边缘、表面突出部分,应特别小心,避免涂料堆积流挂。
第1篇随着我国经济的快速发展,工程机械在基础设施建设、工程建设等领域扮演着至关重要的角色。
然而,工程机械长期暴露在户外环境中,容易受到腐蚀的影响,从而影响其使用寿命和性能。
因此,做好工程机械的防锈涂装施工至关重要。
本文将详细阐述工程机械防锈涂装施工的工艺流程、注意事项以及相关技术要求。
一、施工前的准备工作1. 材料准备(1)涂料:根据工程机械的使用环境和要求,选择合适的防锈涂料,如氯化橡胶底漆、环氧云铁中间漆、氯化橡胶面漆、氟碳漆、聚硅氧烷漆等。
(2)稀释剂:根据涂料要求,选用专用稀释剂。
(3)施工工具:刷子、辊筒、喷枪、砂纸、砂轮等。
2. 施工场地准备(1)确保施工场地通风良好,避免涂料挥发对人体造成危害。
(2)清理施工场地,确保无杂物、灰尘等。
(3)设置警示标志,提醒施工人员注意安全。
3. 施工人员准备(1)对施工人员进行技术培训,确保其掌握防锈涂装施工的技能和注意事项。
(2)施工人员应穿戴好个人防护用品,如防尘口罩、手套、眼镜等。
二、施工工艺流程1. 表面处理(1)机械清理:采用机械清理方法,有效去除工件上的铁锈、焊渣、氧化皮等,提高防锈涂膜与金属基体的结合力。
(2)化学处理:对工件进行化学处理,如酸洗、磷化等,提高涂层的附着力。
(3)表面调整:调整工件表面粗糙度,使其达到防锈涂层厚度的1/3。
2. 涂装施工(1)底漆:选用氯化橡胶底漆,涂覆均匀,涂层厚度控制在30-50μm。
(2)中间漆:选用环氧云铁中间漆,涂覆均匀,涂层厚度控制在30-50μm。
(3)面漆:根据需求选择氯化橡胶面漆、氟碳漆、聚硅氧烷漆等,涂覆均匀,涂层厚度控制在30-50μm。
3. 干燥固化涂装完成后,需在规定温度和湿度条件下进行干燥固化,确保涂层质量。
三、注意事项1. 施工环境(1)施工环境温度:-5~40℃;相对湿度:25%~80%。
(2)施工场地通风良好,避免涂料挥发对人体造成危害。
2. 施工方法(1)涂装前,确保工件表面干燥、清洁,无油污、灰尘等。
浅谈徐州工程机械的涂装技术郑金芝(徐州工程机械技师学院,江苏徐州221000)一、概述在徐州工程机械制造过程中,涂装是一道必不可少的工序,具有以下意义:1.防锈保护作用。
徐州工程机械产品大多数是野外作业,且工况恶劣,工程机械涂装的主要目的是对车体的防锈保护,延长整车寿命。
2.美观装饰作用。
美好的外观给人以美感,同时,又是提高产品竞争力的一个有力措施。
3.警示作用。
如在容易发生危险的位置或部位,涂装成黑黄相间的条状警戒色以引起人们的警觉。
二、徐州工程机械涂装工艺现状1.前处理工艺。
在零部件进行表面装饰前必须进行前处理,这样能够提高零件的附着力,为涂装提供良好的基础,具体内容有除油、除锈、清理杂质等工序,彻底清除工件表面锈蚀、氧化皮、焊渣、油脂等。
徐州工程机械零件前处理主要工序有物理方法和化学方法,即抛丸和酸洗磷化。
(1)抛丸。
抛丸处理是利用抛丸器将具有一定硬度的丸料加速抛打到零件表面,起到磨削、切削作用,将锈蚀物清除,其效率高,除锈质量好。
徐工机械大型结构件采用抛丸前处理工艺。
其流程为:脱脂─屏蔽─抛丸─喷底面合一漆─去屏蔽─清理。
(2)磷化。
又叫酸洗磷化,适用于薄板件,工艺流程为:脱脂─水洗─酸洗─水洗─表调─磷化─水洗─干燥。
2.喷涂工艺。
徐工集团采用的喷涂工艺主要是空气喷涂及高压无气喷涂。
空气喷涂设备简单,操作方便灵活,适应性强,不受场地的限制,主要靠人体的移动实现对工件的操作。
徐州工程机械产品零件繁多,采用空气喷涂灵活性大,但是由于空气喷涂涂料的利用率仅为30%,所以浪费较大,同时环境污染严重。
由于高压无气喷涂一次喷涂厚度较大,喷涂效率较高,对于面积较大的零件是一种很好的喷涂方法。
但对于面漆而言,高压无气喷涂质量不如空气喷涂。
3.电泳涂装的应用。
电泳涂装在徐州工程机械行业主要用于驾驶室等薄板件的底漆涂装,把酸洗、磷化和电泳涂装流水线对接,工艺更佳、质量更高。
工艺流程为:下料─成型─焊接─酸洗─磷化─电泳─烘干。
Q/SY 三一重工股份有限公司企业标准Q/SY 1055-2007工程机械涂装技术规范1工程机械涂装技术标准1 范围本标准规定了工程机械涂装技术要求与质量标准。
本标准适用于三一重工工程机械整机及其零部件面漆的涂装,其它产品也可参照执行可参照执行本标准,本标准不适用于产品图样或技术文件有特殊要求的产品。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 1764 漆膜厚度测定法GB 6739 漆膜硬度测定法GB 9286 漆膜附着力测定法3 术语下列术语适用于本标准。
3.1 底漆直接涂布于基体表面的涂料;具有防锈、提高附着力等作用。
3.2 原子灰用于预先涂有底漆的表面,填平凹坑、缝隙、碰伤及划伤等缺陷的涂料;原子灰应具备良好的附着力和打磨性能,经打磨后呈平整光滑的表面。
3.3 中涂漆读万卷书行万里路涂布于底漆或原子灰之上,面漆之下的涂料,填平凹坑、缝隙;与底层及面漆层应具有良好的附着力,与面漆颜色相同或相近为宜。
3.4 面漆底漆和中涂层之上的涂层;面漆应具有良好的装饰性、耐候性、化学稳定性及物理机械性能。
3.5 起泡涂膜脱起成拱状或泡的现象。
3.6 针孔在涂覆和干燥过程中涂膜中产生针状小孔的现象。
3.7 起皱在干燥过程中涂膜通常由于表干过快所引起的折起现象。
3.8 桔皮涂膜上出现的类似桔皮的皱纹表层。
3.9 裂纹涂膜表面呈现不规则、深浅不同断裂纹路的现象。
3.10 缺漆(露底)漏涂或未能完全覆盖前道涂层或材料色泽的现象。
3.11 麻点(凹坑)涂膜表面因水、油等异物影响致使涂料不能均匀附着,产生收缩,形成泡、疤而呈现凹坑的现象。
3.12 流挂在涂覆和固化期涂膜出现下边缘较厚的现象。
工程机械整机涂装工艺探讨当前,工程机械的外观质量得到了前所未有的重视,但与国际知名品牌相比,国内工程机械产品的涂装质量尚存在一定的差距,主要表现在整机涂层的丰满度、平整度和光泽度等感观质量方面。
存在差距的直接原因一是工件表面的平整度有待提高,二是涂装原材料的质量不高,进口或合资产品一般采用进口或合资企业生产的涂料,国内产品一般采用国产涂料;间接原因是企业由于技术、人员、资金、传统影响等因素,在工程机械产品的涂装认识上存在误区,没有把涂装作为一个系统工程来考虑,把全厂工艺与质量联系来考虑,例如在下料和焊接等工艺过程中留下影响表面质量的缺陷。
1、涂装工艺及材料工程机械品种庞杂、规格多,整机体积大、重量重,不同产品生产特点和使用环境不同,各企业整机涂装工艺各有特点,其典型工艺流程为:清洗→烘干→刮腻子→烘干→打磨→中涂→烘干→面涂→精饰及底部喷涂→烘干→成品。
在中小批量生产场合,水分干燥和腻子干燥大多数采取自干方式。
工程机械结构件和薄板件不可避免地存在着一些影响涂层质量的缺陷,如麻点、蚀坑、焊缝等,因此需要刮涂腻子以提高产品装饰性能,但腻子层对涂膜的其它性能有害无益,尤其是大面积刮涂,不但不能提高产品外观的平整度,还易造成开裂、起泡、脱落等涂膜缺陷。
另外,目前刮涂腻子只能以手工方式进行,工人劳动强度较大,某些厂刮腻子打磨的工作量甚至占到整机涂装工时的70%以上。
为减少这方面的工作量,提高产品涂装质量,应尽可能提高产品零部件表面的平整度,加强下料成形、焊接,以及喷、抛丸工艺规范的管理。
中涂是介于底漆(或腻子层)与面漆之间所用的涂料,目的是为面漆层提供良好的基底,提高工件表面的平整度和涂层的丰满度。
对于外观较好或者部件涂装时已涂上第一遍面漆的场合,可采用两道面漆工艺提高产品外观性能。
工程机械用面漆普遍采用可低温烘干的自干型涂料,品种主要有改性醇酸磁漆、丙烯酸工程机械磁漆、聚氨酯磁漆等,分别满足不同客户的要求。
工程机械结构件涂装生产线的设计[ [ XX:1009-914X(20XX)15-0160-01一、工程机械结构件涂装工艺说明工程机械结构件的涂装工艺相对简单,一般按照“上件抛丸清理底漆喷涂烘干腻子刮涂腻子烘干腻子打磨面漆喷涂流平烘干下件”的工艺流程进行作业,此工艺流程存在以下三点问题:1、结构件尺寸差异较大,但抛丸程序按最大长度尺寸设定,存在空抛;2、结构件抛丸后使用溶剂汽油对结构件表面油污进行清洗,除油效果差,而且无法清除结构件表面残留抛丸丸粉;3、底漆涂和面漆喷涂后均需烘干,不仅生产周期长,而且能耗高。
随着工程机械行业竞争的日趋加剧,降低产品制造成本和提高产品质量已成为各企业的重中之重,因此对工程机械涂装生产线的设计提出了更高的要求。
本文主要就工程机械结构件生产线设计展开讨论,通过在涂装线设计阶段进行改进,从而解决涂装能耗高、质量差的问题。
二、工程机械结构件涂装生产线的设计工程机械结构件外形尺寸相对较大,在涂装过程中需调整结构件悬挂高度满足喷涂的要求,因此确定使用自行葫芦输送系统对结构件进行输送。
以下就结合结构件涂装生产线进行具体的设计说明。
2.1工程机械结构件涂装生产线概况以挖掘机为例,年产量7000台,生产节拍为10min/挂,其中同意通过的最大结构件重量为4700Kg,同意通过的最大结构件尺寸为7.5×3.2×1.7m,生产工作制度以5个工作日、8h 双班制为准。
2.2具体生产线设计方案根据挖掘机结构件涂装生产需求出发,初步确定选用自行葫芦输送系统贯穿整个生产线,然后按照具体的工艺流程对相应工序加以说明。
具体如下:2.2.1涂装生产线系统设计结构件涂装线各工序间使用自行葫芦输送系统进行串联,然后按照“上件抛丸清理水洗烘干点刮腻子腻子烘干腻子打磨底漆喷涂面漆喷涂流平烘干下件”的工艺流程进行作业。
结构件通过电动平板车转运至上件屏蔽区域,手动操纵环链葫芦下降,将结构件通过锁链吊装至一次吊具上,使用硅胶螺纹堵对螺纹孔进行防护,一体橡胶堵对加工面进行防护,上件后根据结构件长度尺寸选择对应的抛丸程序,放行至自动抛丸室。
某工程机械桥箱涂装线工艺设计主要介绍了某工程机械桥箱涂装生产线的涂装工艺及工艺设计参数,并就工艺平面布置、物流及关键工艺选型作了介绍说明。
应用情况表明:生产线工艺流程合理,设备布置紧凑,先进实用。
工程机械桥箱一般指驱动桥和变速箱,是工程机械最重要的核心元部件之一,除了发动机之外,桥箱可称为车辆、工程机械中最重要的零部件。
工程机械桥箱涂装一般指装配后的面漆作业。
目前国内桥箱涂装线大多存在产能不足、制造工艺落后与漆膜质量性能不稳定的问题。
为使产品质量满足公司及行业发展要求,达到环保要求并适应产量不断增长的需要,某工程机械厂家委托设计院设计并建成了一条现代化的桥箱涂装线。
该生产线采用了多项先进、成熟、合理的工艺和设备,本文对其工艺和关键点做简要介绍。
1.涂装工艺1.1.工艺设计参数1.1.1.桥箱涂装线需涂装工件主要为变速箱和驱动桥,年产驱动桥60000件、变速箱总成与壳体各30000件。
工件最大尺寸与重量参数见表1。
表1桥箱涂装线工件参数序号工件名称涂装工件最大尺寸(L×W×H)(mm)最大工件重量(kg)纲领(件)1驱动桥总成2570×850×00002变速箱总成940×750×13变速箱壳体340×500×00001.1.2.生产性质桥箱涂装线属大批量生产,生产节拍性较强。
1.1.3.生产班制与节拍根据工件尺寸特点与现有厂房等条件,将桥箱涂装线分为驱动桥涂装线和箱体涂装线两条线。
驱动桥涂装线工件最大尺寸为2570×850×530mm,最大重量为1338kg。
本涂装线采用双班制,全年工作251天,每班工作8小时。
生产线链速为V=60000×3.84∕(3820×60)=1m/min;取链速为1.2m/min(0.8-2m/min可调),生产负荷为83.3%。
变速箱涂装线工件最大尺寸为940×750×1180mm,最大重量为797kg。